
Аммиак (NH3, R717) — природный хладагент с долгой историей применения в различных секторах холодильной индустрии. Накопленный специалистами огромный опыт эффективного и безопасного использования этого хладагента, его теплофизические характеристики, экологическая безопасность и доступность на рынке делают аммиак привлекательной альтернативой гидрофторуглеродам (ГФУ).
- Преимущества и особенности аммиака
- Область применения
- Текущая ситуация
- Пути решения проблем
- Распространение технологии
- Дополнительные материалы
- Воздействие на человека и окружающую среду
- Получение
- Применение
- Абсорбционные холодильники
- Адсорбционный холодильный цикл
- Парокомпрессионные холодильные установки на аммиаке
- Холодильные установки контейнерного типа
- Судовые парокомпрессионные холодильные установки
- Аммиак в каскадных холодильных системах
- Литература
- ХОЛОДИЛЬНОЕ ОБОРУДОВАНИЕ
- Аммиак или фреон
Преимущества и особенности аммиака
- низкие температуры кипения и замерзания при атмосферном давлении, высокая критическая температура в сочетании с высокой удельной теплотой парообразования делают аммиак подходящим хладагентом для использования в холодильных установках большой мощности;
- высокая удельная массовая производительность;
- экологическая безопасность — озоноразрушающая способность (ОРС) и потенциал глобального потепления (ПГП) аммиака равны нулю;
- огромный опыт применения – аммиак используется в качестве хладагента с 1872 года;
- доступность на российском рынке – Россия является крупным производителем и одним из ведущих мировых экспортеров аммиака, при этом в общем объеме производства, исчисляемом миллионами тонн в год, доля аммиака для применения в качестве хладагента относительно невелика;
- цена аммиака напрямую связана со стоимостью природного газа, даже при пиковых ценах на который аммиак остается в десятки раз более дешевым, чем ГФУ;
- ГОСТ 12.1.007-76 относит аммиак к 4-й группе опасности (малоопасные вещества), по классификации ASHRAE для хладагентов аммиаку присвоена группа B2L — токсичный, трудно горючий, поэтому обращение с ним требует подготовки и соответствующих мер безопасности, при этом:
за 150 лет использования аммиака как хладагента хорошо изучены все риски и определены методы его безопасной и эффективной эксплуатации;аммиак токсичен, однако характерный запах позволяет обнаружить присутствие аммиака в воздухе задолго до того, как концентрация станет опасной; из-за едкого запаха присутствие людей в помещении становится невыносимым при содержании аммиака намного меньшем, чем концентрация, способная нанести серьезный вред здоровью;с точки зрения горючести аммиак относится к той же группе опасности (2L), что и популярный ГФУ-хладагент R-32, а также многие гидрофторолефины (ГФО);при утечке на открытом воздухе аммиак улетучивается, не достигая пожароопасной концентрации; - за 150 лет использования аммиака как хладагента хорошо изучены все риски и определены методы его безопасной и эффективной эксплуатации;
- аммиак токсичен, однако характерный запах позволяет обнаружить присутствие аммиака в воздухе задолго до того, как концентрация станет опасной; из-за едкого запаха присутствие людей в помещении становится невыносимым при содержании аммиака намного меньшем, чем концентрация, способная нанести серьезный вред здоровью;
- с точки зрения горючести аммиак относится к той же группе опасности (2L), что и популярный ГФУ-хладагент R-32, а также многие гидрофторолефины (ГФО);
- при утечке на открытом воздухе аммиак улетучивается, не достигая пожароопасной концентрации;
- в холодильных машинах, использующих аммиак в качестве хладагента, не могут применяться традиционные для холодильных систем материалы, такие как медь, цинк, олово и большинство их сплавов, а также некоторые виды резины и пластмасс;
- меньшая, чем у фреонов, текучесть и неспособность проникать в кристаллическую решетку черных металлов позволяют выполнять магистрали хладагента из более дешевой, по сравнению с медью и другими цветными металлами, стали;
- помимо парокомпрессионного цикла, аммиак может использоваться как хладагент в абсорбционном цикле охлаждения.
Область применения
Исторически аммиак применялся в качестве хладагента практически во всех сегментах холодильной индустрии: от бытовых холодильников и систем кондиционирования до холодоснабжения складов и промышленных процессов.
В настоящее время основная область применения аммиака как хладагента – холодильные машины большой мощности (от 1 МВт и выше). Аммиак используется как в собственно аммиачных холодильных машинах, так и в высокотемпературных контурах каскадных систем, хладагентом низкотемпературных контуров которых служит диоксид углерода (CO2, R744).
Области применения аммиака как хладагента:
- Пищевая промышленность
Мясо-/птицеперерабатывающая отрасльМолочная промышленностьРыбоперерабатывающая отрасльПроизводство замороженных полуфабрикатовПроизводство безалкогольных и слабоалкогольных напитков - Мясо-/птицеперерабатывающая отрасль
- Молочная промышленность
- Рыбоперерабатывающая отрасль
- Производство замороженных полуфабрикатов
- Производство безалкогольных и слабоалкогольных напитков
- Холодильное хранение
- Холодоснабжение спортивных объектов (ледовые арены, ФОКи, трассы для конькобежного, санного спорта, бобслея и т. д.)
- Нефтехимическая промышленность.
В качестве перспективных направлений применения аммиака как альтернативы ГФУ могут рассматриваться:
- Системы различного назначения с малой заправкой аммиака
- Системы кондиционирования общественных зданий, офисных и торговых центров
- Системы охлаждения (кондиционирования) центров обработки данных (ЦОД)
- Тепловые насосы для утилизации бросового тепла промышленных процессов.
Отдельного упоминания заслуживают водоаммиачные абсорбционные холодильные машины (АБХМ). В таких машинах отсутствует механический компрессор, его функцию исполняют абсорбер и термонасос. Для работы абсорбционного холодильника требуется источник тепла, нагревающий водоаммиачный раствор.
В настоящее время основная область применения АБХМ – промышленный холод, однако существуют успешные примеры бытовых холодильников, использующих этот принцип. Невысокий, по сравнению с традиционными решениями, холодильный коэффициент таких устройств, компенсируется простотой и надежностью конструкции, отсутствием шума и вибрации, а также возможностью использовать бросовую тепловую энергию, например, тепло выхлопных газов или технологических процессов.
Текущая ситуация
Использование в качестве хладагента — лишь одна из многочисленных областей применения аммиака в хозяйственной деятельности. При этом, в отличие от ГФУ, аммиак в России производится и даже экспортируется. По данным портала Fertilizer Daily в 2020 году Россия произвела почти 20 млн тонн безводного аммиака. Отправляя за рубеж примерно четверть от общего объема производства, Россия занимает второе место в мире среди экспортеров аммиака.
Обращение с аммиаком (то есть, использование, хранение, транспортировка аммиака, а также эксплуатация соответствующего оборудования) регламентируется множеством нормативных документов разного уровня: ФЗ «О промышленной безопасности опасных производственных объектов», ФНП «Правила промышленной безопасности при использовании оборудования, работающего под избыточным давлением», ФНП «Правила безопасности химически опасных производственных объектов», различные ГОСТы и т.д. Необходимость соблюдения огромного количества норм и правил может отпугивать некоторых заказчиков, делающих выбор между ГФУ и аммиаком.
Представление об аммиаке, как о токсичном веществе, также может являться сдерживающим фактором при рассмотрении возможности использования его как хладагента. Однако применение схем холодоснабжения с выносом холодильной машины из обслуживаемого помещения и использованием компрессорно-конденсаторных блоков, устанавливаемых вне здания, позволяет практически полностью исключить риск попадания аммиака в помещения, в которых находятся люди. Например, в описанной ниже каскадной холодильной установке холодопроизводительностью 16 МВт, смонтированной в Бресте (Беларусь), циркулирующий в системе аммиак не покидает компрессорный цех и в случае аварии не сможет попасть в помещения с персоналом.
Так как большинство материалов, традиционно используемых при изготовлении компонентов холодильного оборудования на фреонах (таких как ГФУ), плохо совместимы с аммиаком, для аммиачных холодильных машин требуется специальные компоненты.
За полтора столетия применения аммиака в качестве хладагента технологии производства компонентов аммиачных холодильных систем были хорошо отработаны. Некоторые компоненты для использования в холодильном оборудовании на аммиаке выпускаются российским производителями, однако серьезной проблемой остается отсутствие в России собственного производства холодильных компрессоров (как аммиачных, так и для любых других хладагентов).
Одним из ведущих мировых поставщиков решений, использующих аммиак в качестве хладагента, является компания GEA. Ей, в частности, принадлежат заводы по производству винтовых и поршневых компрессоров в Германии и Нидерландах.
На заводе GEA в России (Климовск, Московская область) выпускаются компрессорные агрегаты и чиллеры со степенью локализации до 60%. Высокая степень локализации обеспечивается за счет применения российского металлопроката, произведенных в России труб, фитингов, кабелей, электродвигателей, контрольно-измерительных приборов и автоматики, емкостного оборудования.
Пути решения проблем
Перевод холодильного оборудования там, где это возможно, на природные хладагенты, в том числе – аммиак, представляется разумным путем решения проблем, вызванных ограничением доступного объема ГФУ на рынке и ростом их цены.
Содействовать такому переводу могли бы следующие меры:
- Анализ использования ОРВ и ГФУ в различных секторах холодильного оборудования Российской Федерации и разработка стратегии перехода холодильной техники на доступные в России альтернативные хладагенты в тех секторах, где это технически возможно и экономически обосновано. Подобная стратегия реализуется в Европе в соответствии со статьей 11 Регламента ЕС №517/2014;
- Организация собственного производства оборудования на альтернативных хладагентах;
- Смягчение требований в отношении использования, транспортировки и хранения емкостей с малым количеством аммиака, а также эксплуатации систем с малой заправкой аммиаком;
- Организация программ переподготовки для специалистов холодильной отрасли и учащихся профильных вузов с учетом того, что альтернативные хладагенты (аммиак, диоксид углерода, углеводородные хладагенты) требуют других навыков и знаний.
Распространение технологии
Благодаря своим теплофизическим свойствам аммиак на протяжении многих лет остается «хладагентом выбора» для сегмента промышленного холода – холодильных систем мощностью более 1 МВт. Рост озабоченности проблемами сохранения озонового слоя и сокращения парниковых выбросов способствует еще большему распространению аммиака как хладагента и расширению области его применения.
В Европе распространению аммиака и других природных хладагентов способствует Регламент по Ф-газам, предусматривающий отказ от хладагентов с высоким ПГП в тех отраслях, где для их существуют экологически безопасные альтернативы.
По данным исследования, представленного на конференции ATMO Asia в феврале 2014 года, доля аммиачных холодильных установок в Европе оценивалась в 40% (в сегменте промышленного холода их доля достигает 90%, в легком коммерческом сегменте – 25%).
В России и странах СНГ также растет количество реализованных и готовящихся к реализации проектов с использованием аммиака, среди которых можно отметить следующие:
Холодильный комплекс для рыбы и морепродуктов, СП «Санта Бремор», Брест (Беларусь)
- Назначение: холодоснабжение процессов глубокой (шоковой) заморозки и охлаждение, создание комфортного микроклимата на производственных площадях
- Оборудование: каскадная система аммиак/диоксид углерода
- Холодопроизводительность: 16 МВт
Мясоперерабатывающий комплекс АПХ «Мираторг» в г. Брянске
- Назначение: поддержание режима в производственных помещениях, камерах хранения и заморозки с температурами от +3 до -35°С
- Оборудование: винтовые и поршневые компрессорные агрегаты для работы на аммиаке, фреоне и CO2, испарительные конденсаторы, пластинчатые теплообменники, потолочные воздухоохладители, сосуды и другое оборудование.
- Холодопроизводительность: более 10 000 кВт (суммарная), температура конденсации +35°С, кипения — до -41°С.
«Белая Дача», Липецкая область
- Назначение: холодоснабжение туннельного фризера (16 тн/час) и высотного автоматического склада готовой продукции
- Оборудование: четыре винтовых и три поршневых компрессорных агрегата, испарительные конденсаторы, воздухоохладители, теплообменники, сосуды, насосы хладагента, оборотной воды, пропиленгликоля, арматура, силовые щиты и щиты управления, вспомогательное оборудование, монтажные материалы.
- Холодопроизводительность: винтовые агрегаты — 3400 кВт при температуре кипения аммиака -35°С и температуре конденсации +35°С, поршневые — 2000 кВт при температуре кипения аммиака -5°С и температуре конденсации +35°С.
Санно-бобслейная трасса, г. Сочи
- Назначение: подготовка льда для санно-бобслейной трассы протяженностью 1814 метра
Оборудование: 4 винтовых компрессорных агрегата для работы на аммиаке, испарительные конденсаторы, пластинчатые теплообменники, осушитель аммиака, воздухоотделитель, сосуды объемом до 96 м3 и другое оборудование. - Холодопроизводительность: 4 180 кВт, температура кипения хладагента -15°С, конденсации +30°С.
Производство генераторов жидкого льда, Мурманск (проект)
- Назначение: изготовление жидкого льда для предприятий рыбной отрасли
- Оборудование: генераторы отечественного производства на аммиаке
Дополнительные материалы
- химическая формула: NH3
- относительная молекулярная масса: 17,03
- газовая постоянная: 488,21 Дж/(кг*K)
- точка кипения при 101,3 кПа: – 33,3°C;
- температура замерзания: 77,7°C
- критическая температура: 132,25°C
- критическое давление (абс.): 114,2 бар
- растворимость в воде: до 74 301 мл в 100 г H2O при 20°C.
Воздействие на человека и окружающую среду
Группа опасности хладагента: B2 (по ГОСТ EN 378-1-2014), B2L (по ГОСТ 33662.1-2015 (ISO 5149-1:2014)) – токсичный, трудногорючий.
Температура воспламенения аммиака 630°C, скорость распространения огня в случае возгорания не превышает 8 см/с. Нижний концентрационный предел воспламенения (НКПВ)—минимальная концентрация, при которой возможно возгорание—0,116 кг/м3.
При концентрации аммиака в воздухе от 15% до 28% возникает опасность взрыва. Из-за резкого запаха утечка аммиака в помещении будет замечена задолго до достижения такой концентрации. На открытом воздухе такая концентрация не может быть достигнута, так как аммиак легче воздуха и в случае утечки улетучивается.
При реакции аммиака с ртутью, галогенами, гипохлоритами, окисями азота и некоторыми органическими соединениями могут образовываться взрывчатые и нестабильные соединения.
Значения предельно допустимой концентрации (ПДК) аммиака (СанПиН 1.2.3685-21)
- В воздухе населенных пунктов:
при воздействии до 20-30 минут — максимальная разовая: 0,2 мг/м3,при воздействии не менее 24 часов — среднесуточная: 0,1 мг/м3,при хроническом (не менее 1 года) воздействии — среднегодовая: 0,04 мг/м3. - при воздействии до 20-30 минут — максимальная разовая: 0,2 мг/м3,
- при воздействии не менее 24 часов — среднесуточная: 0,1 мг/м3,
- при хроническом (не менее 1 года) воздействии — среднегодовая: 0,04 мг/м3.
- В воздухе рабочей зоны производственных помещений:
20 мг/м3. - 20 мг/м3.
Порог восприятия запаха 0,5 мг/м3. При концентрациях 40-80 мг/м3 наблюдается резкое раздражение глаз, верхних дыхательных путей, головная боль. Смертельными считаются концентрации 1500—270 мг/м3, действующие в течение 0,5-1 часа.
Получение
Промышленный способ получения аммиака изобретен Фрицем Габером и Карлом Бошем (процесс Габера). Он заключается в том, что смесь азота и водорода под высоким давлением пропускается через нагретый катализатор (пористое железо с примесями оксидов алюминия, калия и кальция). Полученный в ходе реакции аммиак удаляют охлаждением, а непрореагировавшие водород и азот возвращают в колонну синтеза.
Промышленное получение аммиака таким способом требует значительного количества энергии, по сделанной в 2010 году в США оценке для производства 1 т аммиака тратилось около 4700 кВт*ч тепловой энергии, 415 кВт*ч электроэнергии, а также эквивалент энергии в 6300 кВт*ч в виде метана, используемого как источник водорода.
В качестве хладагента используется аммиак чистоты 99,98% (марка А), в котором практически отсутствуют вода и другие примеси.
Применение
Аммиак имеет долгую историю применения в холодильном оборудовании. В номенклатуре хладагентов (R-нумерации) ему присвоено обозначение R717.
В 1872 г. в США Дэвид Бойль первым применил аммиак в качестве хладагента для парокомпрессионной холодильной установки.
В 1876 г. Карл фон Линде построил компрессионную холодильную машину для пивоваренного завода в Триесте (тогда принадлежавшем Австро-Венгрии). В качестве хладагента машина использовала аммиак.
Аммиак применялся и в первом бытовом кондиционере, выпущенном в США в 1929 году. Чтобы избежать неприятного запаха в случае утечки хладагента, холодильная машина размещалась на улице, а охлаждаемая ею вода подавалась к установленному в помещении вентиляторному доводчику.
К преимуществам аммиака следует отнести более высокие значения объемной холодопроизводительности и коэффициента теплоотдачи, чем у синтетических хладагентов (ХФУ, ГХФУ, ГФУ), что позволяет использовать трубы меньшего диаметра.
Высокая растворимость в воде (в одном объеме воды растворяется более 700 объемов аммиака) исключает замерзание влаги в системе.
Резкий запах позволяет легко обнаружить утечку аммиака.
При этом к материалам холодильной системы предъявляются особые требования. Аммиак (особенно в присутствии воды) реагирует с медью, цинком и их сплавами, алюминием, оловом, растворяет многие виды резины и пластмасс.
Наиболее распространенными видами оборудования, в котором в качестве хладагента используется аммиак, являются холодильные установки парокомпрессионного и абсорбционного типов.
Абсорбционные холодильники
Принцип действия абсорбционной холодильной установки заключается в следующем. Установку заполняют раствором аммиака в бидистиллированной воде (массовая концентрация аммиака — 4-36%) и водородом, создающим противодавление аммиачному пару.
Водоаммиачный раствор постоянно нагревается в кипятильнике. Так как температура кипения аммиака значительно ниже температуры кипения воды, то в процессе выпаривания раствора из кипятильника выходят концентрированные пары аммиака. На пути к конденсатору пары хладагента проходят специальный теплообменный аппарат — дефлегматор, где происходит их частичная конденсация. Образовавшийся конденсат стекает в слабый раствор, выходящий из кипятильника, а более концентрированные пары поступают в конденсатор. Высококонцентрированный жидкий аммиак из конденсатора поступает в испаритель, где закипает, отбирая тепло из холодильной камеры. Слабый раствор из кипятильника поступает в абсорбер и охлаждается окружающей средой до температуры начала абсорбции. Выходящие из испарителя пары хладагента также поступают в абсорбер навстречу движущемуся охлажденному слабому раствору. В абсорбере происходит процесс поглощения (абсорбции) паров хладагента слабым раствором. При этом в окружающую среду выделяется некоторое количество теплоты. Образовавшийся в абсорбере концентрированный раствор термонасосом передается в кипятильник.
Схема холодильного агрегата
абсорбционного типа:
1 — кипятильник,
2 — дефлегматор,
3 — конденсатор,
4 — испаритель,
5 — абсорбер.
Циркуляция раствора и хладагента осуществляется непрерывно, пока работают кипятильник и термонасос. Таким образом, в абсорбционном холодильном агрегате роль всасывающей части механического компрессора выполняет абсорбер, а нагнетательной — термонасос.
Преимущество холодильных установок абсорбционного типа — возможность использовать в качестве источника энергии бросовое тепло технологических процессов и тепло от сжигания дешевого газа. Кроме того, в таких установках отсутствуют движущие части и запорные вентили, что увеличивает долговечность приборов и делает их работу бесшумной.
Аммиачные холодильные установки абсорбционного типа применяются, в частности, в качестве бытовых холодильников. Кроме того, существуют проекты водно-аммиачных холодильных установок для автомобильных рефрижераторов, использующих в качестве источника тепловой энергии тепло выхлопных газов.
Адсорбционный холодильный цикл
Еще одним примером системы холодоснабжения на основе аммиака, использующей бросовое тепло выхлопных газов, может служить проект системы кондиционирования пассажирских автобусов, разработанный в США.
Адсорбционный холодильный цикл (не путать с абсорбционным) основан на способности сорбента — например, активированного угля — поглощать пары хладагента при низких значениях температуры и давления, а при нагревании—выпускать уже с высоким давлением. Эффект компрессии создается циклическим нагреванием и охлаждением сорбента и хладагента, в результате чего возникает исходящий поток хладагента с высоким давлением в «горячей» фазе десорбции (нагнетание) и входящий поток с низким давлением в «холодной» фазе адсорбции (всасывание). Если использовать несколько адсорберов, циклы нагрева-охлаждения в которых будут идти в противофазе, получится создать непрерывный поток хладагента. Для этого каждый адсорбер надо будет оснастить обратными клапанами: одним—чтобы направлять пары низкого давления от испарителя и не пускать обратно хладагент высокого давления, другим – чтобы направлять хладагент высокого давления в конденсатор, и не пускать назад в адсорбер.
Преимущество такого решения — возможность использовать в качестве источника энергии бросовое тепло выхлопных газов, не отбирая полезную мощность у двигателя транспортного средства. Кроме того, единственные движущиеся части адсорбционной установки – клапаны, что снижает механические потери и обеспечивает низкий уровень шума и долгий срок службы.
Парокомпрессионные холодильные установки на аммиаке
В парокомпрессионных аммиачных холодильных установках используется парокомпрессионный цикл охлаждения: хладагент отбирает тепло от охлаждаемого тела, переходя из жидкого состояния в газообразное; затем сжимается механическим компрессором; после чего под высоким давлением конденсируется, отдавая тепло, например, атмосферному воздуху или охлаждающей воде; далее через расширительное устройство поступает обратно в испаритель, после чего цикл повторяется.
Различают холодильные установки непосредственного и промежуточного охлаждения. В первом случае испаритель установки отводит тепло непосредственно от охлаждаемой среды или объекта. Во втором случае хладагент охлаждает промежуточный холодоноситель, который затем подается в теплообменный аппарат охлаждаемого помещения или же разбрызгивается в воздухе охлаждаемого помещения, охлаждая его и охлаждаемый объект.
Существует множество различных вариантов исполнения парокомпрессионных аммиачных холодильных установок.
Холодильные установки контейнерного типа
Применение аммиачных холодильных установок контейнерного типа позволяет обойтись без стационарного машинного отделения.
Установки выполнены в виде модулей, которые на месте монтажа собираются в единый блок-бокс. Сверху устанавливается испарительный конденсатор с встроенным насосом и поддоном для оборотной охлаждающей воды.
Конструкция позволяет использовать установки в качестве чиллеров для холодоснабжения технологических линий и охлаждения производственных помещений, а также компрессорно-конденсаторные агрегаты для работы с выносными испарителями, в том числе и с насосной циркуляцией хладагента. В качестве испарителей могут выступать:
- пленочные испарители для получения ледяной воды или охлаждения тузлука;
- установки для получения жидкого льда;
- генераторы чешуйчатого льда;
- плиточные скороморозильные аппараты;
- шок-фростеры скороморозильных аппаратов туннельного или спирального типа;
- воздухоохладители камер охлаждения или замораживания, а также камер хранения охлажденной или замороженной продукции;
- другое холодопотребляющее технологическое оборудование.
Судовые парокомпрессионные холодильные установки
После вступления в силу запрета на использование озоноразрушающих веществ в холодильном оборудовании судов, построенных после 1 января 2020 года, аммиак, наряду с диоксидом углерода, стал одним из наиболее популярных хладагентов для новых судовых холодильных установок.
Производственные судовые холодильные установки (обеспечивающие охлаждение и хранение свежевыловленной рыбы, получение льда для охлаждения рыбы, замораживание и хранение мороженой рыбы, охлаждение и хранение соленой рыбы и консервов) обычно имеют структуру, при которой каждому охлаждаемому объекту (или объектам с одинаковой температурой испарения) соответствует индивидуальная холодильная машина.
Современная судовая холодильная установка отличается малым объемом заправки хладагентом — в три-пять раз меньше, чем стационарная.
Так как морской регистр РФ запрещает применение аммиака для непосредственного охлаждения трюмов, на судах, оборудованных аммиачными холодильными установками, обычно реализуется рассольное охлаждение трюмов и твиндеков. Для хранения мороженых продуктов чаще всего применяют батарейное охлаждение. Для охлаждения продуктов, как правило, используют воздушное охлаждение.
Непосредственное охлаждение аммиаком встречается в аппаратах для замораживания рыбы и ледогенераторах.
В соответствии с правилами морского регистра РФ аммиачные холодильные установки размещаются в отдельных газонепроницаемых помещениях с двумя выходами, один из которых ведет непосредственно на открытую палубу. В машинном отделении и помещениях, где расположено технологическое оборудование, в котором используется аммиак, предусматриваются устройства водяного орошения и водяные завесы у выходов на случай прорыва аммиака из системы или пожара.
Машинное отделение должно иметь систему поглощения аммиака, включающую вытяжные и аварийные вентиляторы, аммиакопоглощающее устройство и бак с водой. Содержание аммиака в воздухе машинного отделения, в вытяжном воздуховоде аммиакопоглощающего устройства, в помещении, где хранится запас аммиака, и в аварийных трубопроводах должно непрерывно контролироваться.
Аммиак в каскадных холодильных системах
Помимо использования в качестве обособленных агрегатов, парокомпрессионные аммиачные холодильные установки могут выполнять функцию высокотемпературного контура каскадных систем. Хладагентом низкотемпературного контура таких систем, как правило, служит диоксид углерода (CO2). Различные варианты подобных систем рассматриваются в отдельном разделе.
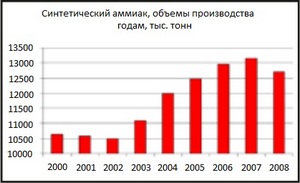
Рис. 1—Синтетический аммиак, объемы производства по годам
Гораздо более серьезная проблема — отсутствие в России производства современного холодильного оборудования и комплектующих (включая системы автоматического управления и контроля параметров) для аммиачных холодильных установок. На отечественном рынке аммиачного холодильного оборудования достаточно много предложений от зарубежных производителей. Однако не всегда они устраивают российских потребителей по ценам и срокам поставки и монтажа.
Возрождение отрасли отечественного холодильного машиностроения представляется весьма проблематичным, так как требует объемных и долгосрочных инвестиций. Российское холодильное машиностроение могло бы рассчитывать и на определенную поддержку со стороны ЮНИДО как организации, заинтересованной в развитии экологически безопасного промышленного производства в глобальном масштабе.
Правовые и организационно-технические сложности при увеличении объемов применения аммиака в качестве холодильного агента обусловлены в первую очередь его высокой токсичностью и потенциальной взрывоопасностью.

Однако с точки зрения безопасности оптимальным решением было бы переоснащение АХУ на одноагрегатные установки с дозированным заполнением аммиаком и их полная автоматизация. Например, в филиале ОАО «Пивоваренная компания „Балтика-Воронеж„» ранее действовала АХУ с объемом аммиака свыше трех тонн. Теперь же установлены четыре агрегата с общим объемом аммиака 260 килограммов.
Один из путей решения проблемы безопасности АХУ — разработка обязательных для исполнения многоэтапных скоординированных планов реконструкции холодильных установок. На первом этапе должны быть выполнены основные предписания Ростехнадзора, обеспечивающие безопасность дальнейшей эксплуатации. При этом необходима разработка «Временных технических условий на эксплуатацию» с корректировкой принципиальной схемы и схемы автоматизации — для возможности эксплуатации на первых этапах реконструкции при минимальных разрешенных давлениях в системе.

Превосходные теплофизические характеристики аммиака и относительно низкие цены на него обеспечивают конкурентные технико-экономические показатели даже с учетом дополнительных затрат на безопасность и более высокой стоимости аммиачного холодильного оборудования. Оптимален комплексный подход к проведению реконструкции, когда одновременно решаются задачи по обеспечению безопасности и снижению энергетических эксплуатационных затрат.
Целесообразным было бы принятие региональных программ льготного кредитования предприятий для целей обеспечения безопасности эксплуатации установок, защиты персонала, а также населения, проживающего вблизи производств.
Основные направления повышения безопасности аммиачного холодильного оборудования:
- создание и применение новых установок с малым содержанием аммиака;
- снижение аммиакоемкости действующих установок за счет частичной реконструкции (перевод на новые схемы, замена оборудования, замена систем непосредственного охлаждения на системы с промежуточным хладоносителем);
- использование холодильных машин (ХМ) с малоемкими теплообменными аппаратами для охлаждения промежуточных хладоносителей;
- применение новых хладоносителей, нейтральных к металлам, экологически безопасных;
- оборудование выпускаемых ХМ устройствами и средствами автоматизации, позволяющими локализовать аммиак в случае разгерметизации ХМ;
- снижение среднегодового рабочего давления (давления конденсации хладагента) за счет максимального использования естественного холода;
- обеспечение необходимого уровня контроля параметров, автоматической защиты и управления;
- разработка подсистем, обеспечивающих снижение выбросов аммиака при разгерметизации холодильных установок;
- создание агрегатированного холодильного теплообменного и емкостного оборудования, полностью оснащенного современными средствами контроля и защитной автоматики.
Второй путь модернизации касается крупных АХУ, расположенных в промзонах. Это сохранение насосно-циркуляционных систем с непосредственным кипением аммиака. Но аммиакоемкие батарейные системы охлаждения холодильных камер заменяются на современные малоемкие воздухоохладители, в схемах используются пластинчатые или испарительные конденсаторы. Этот способ эффективен для предприятий с большим числом разнотемпературных потребителей холода — аммиакоемкость систем охлаждения при этом снижается почти на порядок.
Третий путь заключается в разработке агрегатированных блочных аммиачных установок непосредственного кипения аммиака по типу хладоновых, так называемых сплит-систем. Холодильные машины с небольшим количеством аммиака размещаются в герметичных контейнерных блоках, а аммиак в случае разгерметизации полностью поглощается нейтрализаторами. Подобные аммиачные установки широко применяются в Японии и США.
В сознании большинства людей прочно укоренилось представление об аммиаке как о крайне взрывоопасном и токсичном газе. Действительно, аммиак теоретически взрывоопасен при объемном содержании в воздухе от 15 до 28 %. Однако случаи взрыва воздушно-аммиачной смеси довольно редки и были возможны только в отсутствие надежной автоматики. При этом мгновенная разгерметизация аммиачной холодильной установки не приведет к моментальному выбросу аммиака в атмосферу: выйдет только паровая фаза, которая составляет незначительную часть от общего содержания аммиака в системе. Остальной жидкий аммиак будет медленно выкипать. Опасные свойства аммиака проявляются только при большом его количестве (несколько тонн) в системе и при критических концентрациях. В традиционной насосно-циркуляционной системе заправка аммиака составляет около 3 кг на 1 кВт холода.
Аммиачные установки, содержащие минимальное количество аммиака и оснащенные современными средствами автоматизации, сводят к минимуму возможные последствия аварийных ситуаций. За рубежом аммиак применяется, например, в системах кондиционирования и холодоснабжения супермаркетов.
- появление сильного запаха аммиака без явно видимого облака его паров;
- появление явно видимого белого облака паров аммиака;
- звук срабатывания предохранительных клапанов;
- звук механического разрушения (повреждения);
- срабатывание системы обнаружения утечки аммиака, сигнал оповещения;
- падение давления, снижение температуры аммиака из-за его вскипания, падение уровня жидкости.
Аммиак попадает в воздух при испарении пролитой жидкости. Поэтому необходимы устройства, которые обеспечат химическое связывание аммиака и предотвратят его испарение. Нужны технические средства и для нейтрализации парогазовых утечек аммиака. Конкретные меры и технические средства для локализации и ликвидации аварий должны определяться с учетом проектных характеристик холодильной установки.
Система мероприятий должна включать использование определенного набора технических средств и обязательное выполнение организационных мер (оснащение компрессорного цеха средствами индивидуальной защиты, обучение персонала и др.). Выбор технических средств обусловлен производительностью и аммиакоемкостью холодильных установок, порядком размещения элементов и холодильных установок, технологическими схемами и т. д.
На предприятиях, имеющих АХУ, в результате аварийных ситуаций возможно появление газообразного аммиака или его смесей с воздухом в помещениях, где нет вытяжной вентиляции или она недостаточна. Это холодильные камеры, производственные цеха с потреблением холода (вентиляция предусматривается, но не всегда рассчитана на аварийный выброс аммиака), коридоры и вестибюли. Для скорейшего удаления газообразного аммиака из помещений и из опасных зон вне зданий целесообразно применение передвижных отсасывающих устройств.
В общем виде требования к нестандартным передвижным отсасывающим устройствам таковы:
- определить назначение отсасывающего устройства (узкий профиль или универсальное применение);
- принять производительность отсасывающего устройства (с учетом возможных объемов газообразного аммиака или * воздушно-аммиачных смесей, которые могут возникнуть при аварийных ситуациях, и времени откачки этих объемов);
- выбрать серийный вентилятор, отвечающий принятой производительности отсасывающего устройства и требованиям действующих «Правил устройства электроустановок»;
- выбрать длину гибких воздуховодов, чтобы обеспечить доступ к возможным зонам загазованности на всасывании и к зонам выброса аммиака (воздушно-аммиачной смеси) на нагнетании;
- выбрать средство передвижения отсасывающего устройства (электрическая серийная тележка, ручная тележка — серийная или нестандартная).
Резюмируя вышеизложенное, можно сказать, что увеличение объемов применения аммиака в качестве холодильного агента с одновременным обеспечением безопасной эксплуатации действующих и вновь создаваемых АХУ является общегосударственной задачей не только технического, но также экологического и социального характера.
Литература
Статья предоставлена журналом «ЮНИДО в России»: Использование аммиака в холодильной отрасли России: проблемы и перспективы
ХОЛОДИЛЬНОЕ ОБОРУДОВАНИЕ
Главная Техническая информация Холодильные агенты и хладоносители Аммиак или фреон
Аммиак или фреон
Вопрос о выборе хладагента при строительстве или реконструкции предприятий становится все более актуальным. Это связано с тем, что, с одной стороны, большинство отечественных аммиачных холодильных установок физически и морально устарело, аммиачное холодильное оборудование выслужило ресурсные сроки эксплуатации, а с другой стороны, холодильные фирмы предпочитают поставлять фреоновое оборудование.
У сторонников аммиака и фреона есть свои аргументы, и в статье сделана попытался их изложить в виде небольшой дискуссии между условными фигурами — «Фреоном» и «Аммиаком». Третьей стороной, высказывающей краткие более или менее объективные замечания, является «Арбитр».
ФРЕОН: — Аммиак токсичен. Даже в небольших концентрациях (например, при ремонтных выбросах) он может быть смертельно опасным для персонала.
АММИАК: — Аммиак менее опасен для человека, так как его резкий запах позволяет легко обнаружить и устранить утечку. Что же касается ремонтных работ, персонал должен использовать индивидуальные средства защиты.
ФРЕОН: — Если происходит крупная утечка, угроза создается не только для всего предприятия, но и для людей в близлежащих зданиях. Может даже возникнуть необходимость эвакуации. К тому же аммиачно-воздушная смесь взрывоопасна, и утечка, в конечном счете, может привести к серьезным разрушениям. Из-за этого установки на его основе относят к объектам повышенной опасности, а холодильное оборудование с использованием аммиака подлежит обязательной регистрации в Госгортехнадзоре.
АММИАК: — Фреон тяжелее воздуха. Он вытесняет его и способен накапливаться в помещении. Если человек попадает в такое помещение, то у него наступает удушье. Причем при утечке фреона не бывает предупреждающего эффекта, так как этот газ не имеет ни цвета, ни запаха. Кроме того, при наличии открытого пламени или соприкосновении с горячей поверхностью фреон выделяет ядовитый фосген. К тому же аммиак — это газ природного происхождения, он легче воздуха и его можно выпустить в атмосферу, не причинив вреда окружающей среде. Фреоны же относятся к озоноразрушающим веществам.
ФРЕОН: — Большинство фреоновых установок автоматизировано полностью, что вообще исключает необходимость присутствия персонала. Что же касается утечек, проблему решает появление недорогих и надежных электронных газоанализаторов, способных зафиксировать утечку и даже передать сообщение по мониторинговым системам.
АММИАК: — Уже разработаны новые типы холодильных машин с малой заправкой аммиаком, содержание которого уменьшено в десятки раз по сравнению со стандартными решениями. Незначительное содержание аммиака (от 5 до 150 кг) позволяет не допустить его пожаровзрывоопасной концентрации.
ФРЕОН: — Аналогичные машины выпускаются и на фреонах. Более того, в большинстве из них возможно использование полугерметичных компрессоров, исключающих утечки через сальник, характерные для открытых машин.
АММИАК: — У аммиака есть термодинамические преимущества: высокая удельная холодопроизводительность и отсюда сравнительно низкие затраты на электроэнергию.
ФРЕОН: — К сожалению, при низких температурах кипения аммиачные машины работают при давлении на всасывании ниже атмосферного. Это приводит к возможности подсоса воздуха в систему и к необходимости оборудования ее дорогостоящими воздухоотделителями. Кроме того, для аммиака характерна высокая температура нагнетания, которая может привести не только к разложению масла, но и к его вспышке (из-за содержания воздуха в системе). И, наконец, стремление снизить давление и температуру нагнетания ограничивает применение в аммиачных установках воздушных конденсаторов. При использовании водяных конденсаторов, как правило, нужны градирни.
ФРЕОН: — Хотелось бы здесь же добавить, что применение так называемых «машин с малой заправкой» влечет за собой обязательное использование схем с промежуточным хладоносителем, из-за чего рабочая температура кипения должна быть снижена на 4-5 градусов. Во-первых, это приводит к установке более дорогостоящих машин, во-вторых, добавляются насосы хладоносителя.
АММИАК: — Аммиак — дешевый хладагент, он дешевле фреона примерно на 30%.
ФРЕОН: — Как правило, на аммиачных установках в силу ряда причин чаще происходят утечки хладагента. Поэтому установки с его использованием нужно чаще дозаправлять, тогда как фреоновые в этом практически не нуждаются. Да и к тому же, если использовать схему с промежуточным хладоносителем, то сам хладоноситель стоит немало, если применять хорошие растворы, не вызывающие коррозию труб и еплообменного оборудования. Не забывайте также, что само аммиачное оборудование, как правило, дороже фреонового, и для работы с ним требуется большой штат квалифицированного персонала. Так что дешевизна самого хладагента отходит на второй план при сравнении всех факторов.
ФРЕОН: — Есть еще один важный фактор. В России довольно много многоэтажных зданий с холодильными камерами. Фреоновое оборудование позволяет осуществить децентрализованное охлаждение, когда сами агрегаты устанавливаются на этаже, обслуживая свой блок камер. Таким образом, отпадает необходимость машинного отделения в отдельном здании, уменьшается разводка трубопроводов и потери в них, и вместо дорогих и сложных насосных систем подачи хладагента используется простые схемы с ТРВ. Не говоря уж о том, что проекты фреоновых установок намного легче узаконить, нежели проекты аммиачных.
АММИАК: — Центральное машинное отделение позволяет обеспечить взаимозаменяемость оборудования, поставить более крупные машины. А медные трубы фреоновых систем дороже стальных аммиачных или пластиковых.
ФРЕОН: — Пластиковые трубы вы можете применить только в схемах с промежуточным хладоносителем, исключающих кажущееся термодинамическое преимущество аммиака. А что касается стальных труб, то найти чистые стальные трубы в России почти невозможно, а очищать их перед монтажом — дело трудоемкое.