
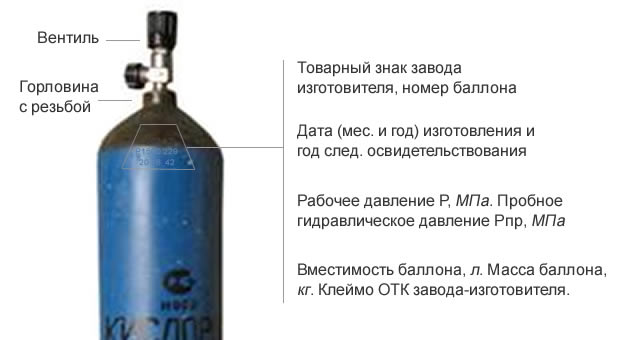
- Маркировка основных данных баллона
- Маркировка и характеристики баллонов для сварки
- Элементы устойчивости и объем
- Преимущества
- Для автомобильного ремонта
- Какой конкретно газ выбирать для сварки и резки
- Аргон (Ar)
- Углекислый газ (СО2)
- Гелий (Не)
- Кислород
- Водород
- Какой газ нужен
- Ацетилен
- Коксовый
- Природные
- Пиролизный
- Чистые
- Газы, используемые как компоненты смеси
- Редуктор
- Цветовая маркировка баллонов по типу газа
- Виды газов
- Сущность аргонно-дуговой сварки, газы, электроды
- Правила хранения и транспортировки
- США и Европа
- Какой газ необходим для сварки полуавтоматом черного металла?
- Что собой представляют газовые баллоны для сварки
- Особенности выполнения
- Безопасность
- Влияние на процесс
- Окраска и маркировка баллонов с газами
- Критерии выбора
- Заключение
Маркировка основных данных баллона
В твердом виде металлы вступают в медленные химические реакции. Например, окисление нелегированной стали кислородом, находящимся в воздухе и воде, может длиться годами. Поэтому ржавчина проступает в виде небольшой точки на поверхности, потом разрастается и только спустя годы появляется сквозная коррозия.
Когда металл расплавляется, он становится открыт для быстрых химических реакций. Например, во многих сталях в составе есть углерод. Это активное вещество, взаимодействующее с кислородом, присутствующим в воздухе. Если при помощи электрической дуги создать сварочную ванну, но никак ее не защитить, молекулы углерода начнут притягиваться к молекулам кислорода, вырываясь из расплавленного металла. Когда ванна застынет, вся поверхность будет пронизана порами. Ни о какой герметичности и прочности соединения здесь не может быть и речи.
Защитный газ при сварке изолирует расплавленный металл от взаимодействия с внешней средой. В результате:
Один из самых распространенных примеров смеси — 80% аргона и 20% углекислоты. Иногда бывает 75/25%. Его используют для полуавтоматической сварки черных металлов.
Другие миксы состоят только из инертных газов. Смешиванию подвергаются аргон и гелий (40/60% или 35/65%), благодаря чему сварочная ванна защищена еще лучше. Такой микс содействует выделению тепла в зоне сварки, повышая глубину провара.
Маркировка и характеристики баллонов для сварки
В обычном воздухе содержится кислород, азот и водород – газы, которые негативно влияют на сварочное соединение, вызывая коррозию, старение и растрескивание металла.
Для обеспечения качественной сварки в воздушной атмосфере приходится применять флюсы, а также электрода с покрытиями. Значительно улучшает результат проведение сварки в газовой среде. Для этого требуется специальный сварочный аппарат и газовые баллоны.
Применяемые в сварке газы подразделяют на активные и инертные, среди активных есть реагирующие и нейтральные. Причем активный газ при одних условиях и видах сварки может быть реагирующим, при других – нейтральным.

Все они закачиваются в специальные сварочные баллоны. Прежде чем заказывать газ для работы, следует ознакомиться с видами стандартной маркировки, возможностью последующей заправки баллонов сварочной смесью, их оснащением.
Все газы закачиваются в баллоны под давлением. Поэтому делают емкости из стали, не имеющей швов. Только при давлении меньше 3 МПа газовые емкости могут быть сварными, иметь шов.
В практике сварочного дела такие виды не встречаются. Газы для сварки поставляют только в баллонах без швов со специальными запорными вентилями. Для разных газов предназначены принципиально отличающиеся вентили.
Баллоны с газообразными легко воспламеняющимися углеводородами – ацетиленом, пропаном, бутаном и прочими – оснащены вентилями с левой резьбой.
Баллоны со всеми остальными газами, включая кислород, азот, углекислый и инертные газы, оборудован вентилями с правой резьбой.
Разница в направлениях вращения вентиля исключает возможность случайных ошибок, аварий при сварке или ином применении газа.
С целью безопасности внедрена строго определенная окраска емкостей и надписи на нем. Наиболее применяемые в варке газы имеют следующую цветовую маркировку:
Начинающим сварщикам полезно запомнить цветовую маркировку газов на отечественном рынке. Не стоит удивляться, если на импортной продукции окраска будет иной. Международная маркировка несколько отличается от отечественной.
Элементы устойчивости и объем
Сверху на всех баллонах обязательно крепится колпак. Он предохраняет вентиль от случайных повреждений при транспортировке. На нижнюю часть плотно насажена основа квадратной формы.
Она позволяет устойчиво выставлять емкость в вертикальное положение, что важно при сварке. Во время эксплуатации перемещать баллон вместе со сварочным полуавтоматом можно на специальной тележке. Это удобный метод обслуживания сварочного места в любой рабочее зоне.
В продаже представлены емкости от 10 л до 40 л. Соблазнительным кажется вариант приобретения для сварки меньшего объема. Цена его меньше, но после использования газа заправить новый будет не так просто.
Большинство заправочных станций приспособлено для заполнения 40 л. Исключение составляет углекислота. В связи с тем, что ее закачивают в огнетушители, возможности заправочных станций позволяют заполнять маленькие объемы.
Для работы с любым газом нужен редуктор. Существуют модели, просто показывающие давление в баллоне и с функцией регулирования газового потока.
Последние виды называют регуляторами. Они адаптированы к определенному газу, окрашены в соответствии с цветом баллона. В продаже есть регуляторы со стрелочной шкалой и ротаметрами.
Если планируется провести аргонодуговую сварку, надо взять регулятор с двумя ротаметрами. При работе с нержавейкой нужен поддув с обратной стороны, который сможет контролировать только такая модель регулятора.
В остальных ситуациях вполне подойдет стрелочный регулятор, который к тому же стоит дешевле. Практики считают стрелочную модель более экономной. Она позволяет при грамотном пользовании избежать сброса давления в начале работы. На регуляторах с ротаторами сбрасывание давления вначале практически неизбежно. Это сопровождается некоторыми потерями газа.
Все регуляторы имеют прокладки из инертных полимеров. Загрязнение газов от контакта с ними абсолютно исключается. При сварке приходится пользоваться различными газами. Для таких производственных случаев целесообразно иметь регуляторы, приспособленные для нескольких типов резьбы.
Особенность отечественного менталитета заключается в склонности к экономии, игнорировании многих нормативных требований. В отношении оборудования для сварки пренебрежение правилами безопасности чревато тяжелыми последствиями.
Особенно это касается допустимых сроков использования баллонов. Они должны быть указаны заводом-изготовителем. Если вдруг этой информации нет, то максимальный период эксплуатации составляет 20 лет.
Экспертизу состояния обычных баллонов с объемом до 50 л не проводят. Для больших объемов аттестация может быть проведена. Превышать максимальный срок категорически нельзя. Все модели, выпущенные до 1997 года, не прошедшие аттестацию можно смело сдать в металлолом.
К покупке газовых баллонов для сварки нужно отнестись очень серьезно. Лучше всего найти авторитетного поставщика, убедиться в наличии разрешительных документов, проверить качество маркировки, всей сопроводительной информации. После этого можно смело оформлять заказ.
Преимущества
Не зависимо от типа газовой смеси, ее применение имеет ряд преимуществ:
Для автомобильного ремонта
Появление бытовых полуавтоматов позволило производить кузовной ремонт автомобиля практически в любом гараже с подключением к сети. Сварка в среде углекислого газа обладает следующими преимуществами:
Какой конкретно газ выбирать для сварки и резки
Рассмотрим распространенные сварочные защитные газы, их свойства и применение, что упростит выбор для конкретной задачи.
Аргон (Ar)

Инертный газ, остающийся пассивным ко всем видам металлов. Не имеет запаха и цвета. Поставляется в серых баллонах с зеленой надписью. Чаще всего используется при аргонодуговой и полуавтоматической сварке легированных сталей, тугоплавких металлов, алюминия, меди. Как микс подходит для сварки углеродистых и малоуглеродистых сталей. Аргон тяжелее воздуха на 38%, поэтому эффективно вытесняет его из сварочной ванны, чем обеспечивает надежную защиту.
Углекислый газ (СО2)

Активный газ, без цвета и запаха, но с кислым вкусом. Не ядовит, растворяется в воде, взаимодействует с кислородом. Тяжелее воздуха, поэтому надежно изолирует расплавленный металл. Поставляется в черных баллонах с желтой надписью. Задействуется в полуавтоматической сварке MAG. Привлекателен низкой ценой, но выделяется повышенным разбрызгиванием металла и менее стабильной электрической дугой. При сварке с использованием углекислоты раздается характерный треск.
Чаще всего используется для кузовного ремонта, холодной посадки частей машины и пр. Хорошее качество шва обеспечивается применением углекислого газа 1 сорта. В нем нет азотной кислоты, спирта, эфиров и аммиака. Допускается использование пищевой углекислоты или газа 2 сорта, но из-за увеличенного содержания водяных паров снижаются пластические свойства стали и возможна повышенная пористость шва. Для соединения низколегированных и малоуглеродистых сталей можно подключать баллоны со смесью 30% кислорода и 70% углекислоты, но тогда окисляющие процессы увеличиваются.
Гелий (Не)

Инертный газ, поставляемый в коричневых баллонах с белой надписью. Чистый гелий легче воздуха, поэтому для полноценной защиты сварочной ванны понадобится большой расход. Зато гелий содействует лучшему проплавлению за счет повышенного тепловложения. Подходит для сварки толстых легированных сталей и химически активных металлов. Но стоит чистый гелий дорого и применяется только на специфических производствах. Чаще оправдано использование смеси гелия с аргоном в пропорции 60/40%.

Газ без запаха и цвета. Вещество не горит, не поддерживает горение. Поставляется в черных баллонах с желтой надписью. По ГОСТу 9293-59 бывает 4-х сортов, с содержанием от 96 до 99.5%, остальное — кислород. Подходит для сварки меди.
Кислород

Активный, бесцветный, негорючий газ. Поставляется в синих баллонах с черной надписью. В чистом виде используется только для газопламенной резки и газовой сварки, поскольку активно поддерживает горение.
Для электросварки подается в качестве смеси с углекислотой или тройной смеси с углекислотой и аргоном. Содействует повышению тепловложения на поверхности материала, из-за чего форма проплавления становится не клиновидной, а в виде «гвоздя со шляпкой». Добавка кислорода улучшает капельный перенос металла. Подходит для сварки черных тонких металлов.
Водород

Активный газ, без запаха, цвета, поставляемый в зеленых баллонах с красной надписью. Используется при сварке только в смесях. Концентрация не превышает 10%. Применяется при сварке аустенитной нержавеющей стали. Смеси, где содержание водорода достигает 30-40%, подходят для плазменной резки нержавеющей стали, повышая мощность дуги и снижая количество нависающего на краях шлака.
Какой газ нужен
Чтобы выбрать, каким газом пользоваться при сварке полуавтоматом, необходимо иметь представление о физических и химических свойствах газа. Выделяют три основные категории:
Ацетилен
Данное органическое соединение получило наибольшее распространение. Газ легче воздуха, бесцветный, имеет специфический запах, отличается высокой температурой горения, из-за чего используется при газовой резке металлических изделий.
Для промышленного производства ацетилена применяют специальные генераторы, в которых карбид кальция взаимодействует с водой.
Единственный недостаток – сложность в хранении, поскольку карбид углерода легко впитывает влагу из атмосферы, что создает дополнительные неудобства.
Широко применяется для соединения алюминиевых изделий и плазменной резки нержавейки. Газ не имеет цвета и запаха. Взрывоопасен. При соединении с воздухом или водой образует гремучую смесь. Его получают путем синтеза воды, при разделении кислорода и водорода в специальных генераторах. Согласно нормативно-правовым актам по технике безопасности, водород запрещено хранить в баллонах под давлением, которое превышает 15 МПа.
Коксовый
Побочный продукт коксохимической промышленности, который образуется при производстве кокса. Газ бесцветный с резким запахом. К его хранению не предъявляют таких жестких требований, как к водороду, несмотря на то, что газ относится к категории взрывоопасных. Транспортировку газа выполняют с помощью трубопроводных магистралей. Не получил широкого распространения, ввиду специфики производства. Применяется только в промышленных районах.
Природные
Представители органической группой углеводородных соединений – метан, пропан и бутан. Отвечают всем требованиям, предъявляемым к сварочным газам. К преимуществам относятся распространенность данного вида, а также относительно невысокая стоимость. Требования к условиям хранения не отличаются строгостью – допустимо хранение баллонов на улице, при сооружении специальной клетки с навесом. Искусственный синтез невозможен. Добывается только из природных месторождений.
Пиролизный
Данный вид выгодно отличается от своих собратьев – его не нужно генерировать, поскольку пиролизный газ выделяется при распаде нефтепродуктов. Перед использованием его подвергают предварительной очистки, ввиду излишней химической активности, которая может привести к коррозии горелки. Подходит как для сварочных работ, так и для резки металлоконструкций.
Чистые
К данной группе относятся следующие газы:
Отличительная особенность данного газа в том, что его разрешено применять без добавления инертных газов.
Газы, используемые как компоненты смеси
Наиболее известным добавочным компонентом является кислород. Высокая химическая активность влияет на процентное содержание в смеси – его массовая доля редко превышает 7-10 %. Смесь аргона и кислорода обладает специфическим характером проплавления.
Сварочный шов, выполненный с применением данной смеси известен как «шляпка гвоздя», названный за счет внешнего сходства. Известны трехкомпонентные смеси, в состав которых входит кислород, аргон и углекислота, с различными пропорциями, в зависимости от характера работ.
Азот не получил широкого распространения, в качестве защитного газа. В основном его применяют для соединения меди и нержавейки, поскольку он не вступает в реакцию с данными металлами.
Газовые сварочные смеси и рекомендуемая область их применения.
Редуктор
Для хранения, транспортировки и эксплуатации газовых смесей используют специальные ёмкости из стали.
Цветовая маркировка баллонов по типу газа
Описания газов — см. на странице Технические газы
Виды газов
Важно: кислород негорючий газ, но при контакте с горюче-смазочными материалами происходит химическая реакция, увеличение объёма и взрыв баллона.
Есть три типа технических смесей, которые используют на производстве:
Сущность аргонно-дуговой сварки, газы, электроды
Сущность способа сварки в инертных газах
В инертных газах — аргоне, гелии, азоте и их смесях сваривают нержавеющие стали, легкие металлы — алюминий, магний, титан, цирконий и медь. Данный способ обеспечивает высокую производительность и получение швов высокого качества.
Наибольшее применение получили два способа сварки в аргоне: неплавящимся электродом и плавящимся электродом. Инертные газы не взаимодействуют с расплавленным металлом и его окислами; они обеспечивают лишь защиту дуги и расплавленного металла от действия кислорода окружающего воздуха, создавая вокруг них защитную газовую атмосферу.
Сварка в аргоне, гелии и других инертных газах имеет следующие преимущества перед сваркой покрытыми электродами и под флюсом:
1. Обеспечивает надежную защиту расплавленного металла от воздействия кислорода окружающего воздуха.
2. Не требует применения покрытий и флюсов, флюсы усложняют аппаратуру и процесс сварки и образуют, как и покрытия, шлаки, могущие загрязнять шов.
3. Характеризуется высокой производительностью и устойчивостью процесса сварки.
4. Позволяет осуществлять полную автоматизацию и механизацию процесса сварки.
5. Допускает возможность сварки разнородных металлов.
6. Дает наплавленный металл с высокими механическими свойствами и постоянством состава.
7. Обеспечивает хороший внешний вид сварного шва.
8. Дает малую зону теплового влияния, что уменьшает деформации, возникающие при сварке.
9. Делает возможной сварку металлов малой толщины.
10. Отсутствуют трудоемкие операции по очистке изделия от шлаков и остатков флюса.
Применяемые газы и электроды
Защитные газы. Требования к чистоте аргона и гелия определяются свойствами свариваемых металлов. Промышленностью выпускается для сварки аргон газообразный чистый по ГОСТ 10157-79 трех марок:
Марки А — для сварки и плавки активных и редких металлов (титана, циркония, ниобия) и сплавов на их основе, а также для сварки особо ответственных изделий из других материалов на заключительных этапах изготовления.
Марки Б — для плавки и сварки плавящимся и неплавящимся вольфрамовым электродом сплавов на основе алюминия и магния, а также других сплавов, чувствительных к примесям газов, растворимых в металле.
Марки В — для сварки и плавки нержавеющих, хромоникелевых, жаропрочных сплавов, легированных сталей различных марок и чистого алюминия.
Требования к аргону приведены в таблице ниже.

ГОСТ 10157—62 разрешает также по согласованным техническим условиям поставку газообразного аргона в смеси с кислородом, водородом, гелием и азотом.
Гелий выпускается по ВТУМХП 0446—54 двух марок:

Гелий и аргон поставляются в баллонах под давлением 150±5 кгс/см 2 . Баллоны для аргона окрашены в серый цвет. На верхней части баллона нанесена зеленая полоса и сделана черная надпись «Аргон чистый». Баллоны для гелия окрашивают в коричневый цвет; баллоны с гелием I надписи не имеют, с гелием II — имеют белую надпись «Гелий».
Если аргон содержит повышенное количество углекислого газа, влаги и кислорода, его можно подвергать дополнительной очистке, пропуская перед поступлением в горелку через очистительные колонки, заполненные 30%-ным раствором едкого калия (для очистки от С02) и кусками едкого калия (для осушки от влаги). Затем аргон пропускают через электропечь с медной стружкой, которая при температуре 650—700° С удерживает кислород. Расход аргона при сварке зависит от диаметра электрода и обычно составляет от 120 до 600 дм 3 /ч.
Расход гелия при сварке на 30—40% выше расхода аргона, напряжение дуги в гелии в 1,5—2 раза больше, чем в аргоне. Дуга в гелии при одинаковом токе выделяет больше тепла, чем в аргоне и обладает большей проплавляющей способностью. Изменение длины дуги в гелии оказывает большее влияние на глубину проплавления. Гелий в 10 раз легче аргона. Более широкое применение для сварки получил аргон.
Электроды. В качестве неплавящихся электродов применяют вольфрамовые стержни. Вольфрам представляет собой тугоплавкий металл, плавящийся при 3350—3600° С. Для электрода берется вольфрамовая проволока диаметром от 1 до 8 мм, содержащая до 1,5—2% окиси тория, или вольфрамовая проволока BЛ-10 с примесью лантана. Добавка к вольфраму тория или лантана при сварке на постоянном токе прямой полярности обеспечивает высокую устойчивость дуги, хорошее ее зажигание, позволяет повысить плотность тока в электроде при малом расходе вольфрама и уменьшает чувствительность электрода к загрязнениям при коротких замыканиях его на изделие. В процессе сварки электрод частично испаряется; расход вольфрамовых электродов при токе до 300 А равен примерно 0,5 г/м шва.
Угольные или графитированные электроды можно применять только при сварке нержавеющих и жароупорных сталей и нельзя использовать при сварке легких сплавов (алюминиевых и магниевых), так как в этом случае на поверхности шва получается темный налет и образуются поры. При сварке угольными электродами не обязательна дополнительная очистка технического аргона от примеси кислорода и влаги, так как эти вещества химически связываются углеродом электрода и поэтому не оказывают вредного влияния на качество шва.
При сварке плавящимся электродом используется металлическая проволока из того же металла, что и свариваемый металл (алюминий, нержавеющая сталь).
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
10 Января 2022 17:51
Роботизированные автомойки в работе (подборка видео)
Правила хранения и транспортировки
По правилам Ростехнадзора и в соответствии с Постановлением Правительства РФ №390 от 2012 года установлен порядок обращения с ёмкостями, предназначенными для хранения технических газов под давлением. Особенности хранения и установки на рабочем месте:
Для перевозки при помощи автотранспорта понадобится оформление разрешения. Баллоны располагают либо лёжа поперёк кузова, либо стоя в контейнере.
США и Европа
В других странах маркировка баллонов отличается от принятой в России. В Европейском союзе окраска баллонов с газом определяется стандартом EN 1089-3.
Повсеместно, для чистого кислорода, который используется для дыхания (аквалангистами), или в медицинских целях (реанимация), используются баллоны, выкрашенные в зелёный цвет. При этом все составляющие, которые непосредственно используются с этими баллонами (редукторы, лёгочные автоматы), должны иметь части, выкрашенные в зелёный цвет, во избежание использования на кислородных баллонах частей, не предназначенных для этого.
Согласно стандарту EN 1089-3, газовые баллоны (за исключением баллонов со сжиженным газом и нефтегазом) маркируются на плече, при этом цвет маркера зависит не от содержимого баллона, а от представляющей опасности. Таким образом, для маркирования газовых баллонов применяются следующие цвета:
- желтый — RAL 1018 (ядовитый и/или коррозионный газ);
- красный — RAL 3000 (легковоспламеняющийся газ);
- голубой — RAL 5012 (окисляющий газ);
- светло-зеленый — RAL 6018 (удушающий инертный газ).
Однако наряду с такой маркировкой газов стандарт предусматривает и фиксированную маркировку, которая применяется к кислороду, азоту, закиси азота, гелию. Для них предусмотрены белый, черный, темно-синий и коричневый цвета соответственно. По карте RAL эти цвета имеют номера 9010, 9005, 5010 и 8008.
Какой газ необходим для сварки полуавтоматом черного металла?
Качество сварочного соединения зависит не только от профессиональных качеств работника, но и условий выполнения работ. Идеальный шов требует взаимодействия присадочного материала и электрода без дополнительных элементов окружающей среды. При сварке в автоматическом режиме данную функцию выполняет флюсовое покрытие электрода. Роль человека сводится к выбору направления движения дуги и регулировке силы тока.
Работа в полуавтоматическом режиме дает больше свободы. Сварочная проволока не имеет защитного покрытия, потому работа ведется в среде защитных газов, с ручной регулировкой скорости подачи присадочного материала. Таким образом, полуавтоматический режим более требователен к квалификации сварщика, который, обладая необходимыми навыками, добьется лучшего качества спайки, по сравнению с автоматическим режимом. Вот чем отличаются сварка автомат и полуавтомат.
Что собой представляют газовые баллоны для сварки
Важно, что баллоны испытывают постоянное высокое давление, поэтому изготавливают их из специальных особо прочных сплавов. Устройство:
Баллоны окрашиваются в разные цвета в зависимости от назначения. В верхней части есть участок без краски, на котором выбит номер баллона и дата проверки.
Особенности выполнения
Сварка в среде защитного газа имеет следующие особенности, которые требуют внимания:
Схема подключения баллона с углекислотой к газовой магистрали.
Технология работы с применением углекислого газа не имеет принципиальных отличий от деятельности, с использованием прочих газовых смесей. Самое главное – соблюдать технологические требования.
Безопасность
Применение всех видов сварочных проволок, за исключением самозащитной, подразумевает использование защитного газа. Полуавтомат – оборудование опытных специалистов. С его помощью выполняется тонкая работа соединения цветных и черных металлов, кузовной ремонт транспортных средств и промышленное соединение тонкостенных элементов. Какой нужен газ для сварки полуавтоматом, будет рассмотрено ниже.
Влияние на процесс
Газы для сварочного полуавтомата призваны защитить зону спайки от внешнего воздействия. Кроме того, применение газа положительно влияет на чистоту шва, уменьшая шлаковую составляющую и снижая вероятность появления трещин, за счет увеличения скорости и глубины проплавления.
Окраска и маркировка баллонов с газами
В России принята следующая схема окраски и маркировки баллонов с сжатыми газами:
Маркировка импортных газов различается, так как единого международного стандарта нет.
Критерии выбора
Новичку порой сложно выбрать, какой баллон нужен для полуавтомата, не говоря о газовой смеси. Опытные специалисты рекомендуют обращать внимание на предельный показатель температуры и количество тепла, которое выделяется при горении газа. Сравнительные характеристики сварочных газов находятся в свободном доступе.
Заключение
Данная технология представляет огромный интерес для широкого круга потребителей, вне зависимости от того, какой газ для полуавтоматической сварки будет выбран. Домашние мастера отдадут предпочтение углекислому газу – благодаря отличному показателю соотношения цена-качество. На промышленных предприятиях во главе угла стоит повышение качества и надежности соединения, не считаясь с затратами. Помните, что сварка в среде защитного газа – это работа повышенной опасности. Не забывайте о необходимости применения средств индивидуальной защиты.