
Этап подготовки к аргонодуговой сварке включает не только настройку инструмента, но и подбор верных расходных материалов. От правильности выбора расходки напрямую зависит результат работы, что делает его важным и требует внимания не только новичка.
Для сварки TIG аппаратом понадобятся:
Рассмотрим каждый из расходных материалов в отдельности, чтобы разобраться в нюансах выбора.
Газовая компания ООО «ТехГазСервис» осуществляет заправку аргоном баллонов (новых, оборотных и бу) в Москве и Московской области. Доставка аргоновых баллонов срочно, без выходных и перерывов.
Производим обмен Ваших пустых баллонов на заполненные емкости техническим газообразным аргоном. В собственности компании находится газозаправочная станция для сварочных газов произведенных по ГОСТ 10157-79.
Со склада отпускаются аргоновые баллоны емкостью 5л, 10, 40 и 50 литров, изготовленные по ГОСТ 949-73. Для проведения сварочных работ и резки металла на полуавтоматическом, автоматическом сварочном оборудовании.
- Сколько стоит заправить аргоном баллоны. Доставить газ аргон на предприятие.
- Сварочная смесь в баллонах — продажа, заправка, доставка
- Где заправить баллон сварочной смесью
- Аренда баллонов для сварочной смеси
- Комплектующие для баллонов и газовой сварки
- Аргон в баллонах — заправка и доставка аргоновых баллонов
- Продажа аргоновых баллонов
- Где заправить аргон
- Доставка аргона
- Аренда аргоновых баллонов
- Запорно-регулирующая аппаратура для аргоновых баллонов
- Особенности газа аргона
- Применение аргона
- Преимущества метода
- Сварка алюминия аргоном
- Оборудование
- Сварка постоянным и переменным током
- Выбор защитного газа
- Предварительная подготовка деталей
- Заточка вольфрамового электрода
- Особенности сварки методом TIG
- Суть сварочного процесса TIG-оборудованием
- Выбор электрода для TIG варки
- Что важно знать о присадочном прудке – состав и диаметр
- Сварочный газ – аргон или смеси?
- Выбор режимов аппарата
- Применение аргонодуговой сварки
Сколько стоит заправить аргоном баллоны. Доставить газ аргон на предприятие.
Стоимость заправки аргона составит: за 5 литров — по запросу, за 10 литров — по запросу, за 40 литров — от 2000 руб., за 50 литров — от 3200 руб..
Отгружаем аргоновые баллоны оптом и в розницу. Продажа и замена от 1 шт. Выкупаем ваши емкости для сварки.
Аргон в баллонах можно забрать на складе нашей компании при самовывозе, либо заказать доставку по Вашему адресу. График работы складов: ежедневно с 10-00 до 21-00, без выходных.
Компания «ТехГазСервис» предлагает аргон в баллонах по самым выгодным ценам. Заправка (продажа) и срочная доставка по Москве и Московской области по заданному адресу. Перевозка на специализированных машинах оборудованных средствами безопасности, квалифицированное работники, проверенное оборудование. Мы поставляем технические газы более 10 лет.
Мы поставляем газы как в жидком так и в газообразном состоянии, высокой чистоты, высшего сорта (без примесей).
Контактный номер для приема заявок на доставку: +7 (495) 374-63-53 (принимаются ежедневно с 8.00 до 19.00, а на сайте — круглосуточно).
Вы можете получить грамотную консультацию нашего менеджера по всем вопросам касаемо любых технических газов (пропан, азот, ацетилен, углекислота, кислород, смесь для сварки, гелий) и сварочного оборудования.
В нашем интернет магазине рекомендуем подобрать сопутствующие товары для хранения и транспортировки в соответствующих разделах каталога.
Сварочная смесь в баллонах — продажа, заправка, доставка
Примечание: при заправке более восьми баллонов, действует система скидок.
Наша компания производит и отпускает клиентам сварочную смесь 80A20У (80%Ar + 20%CO2) путем обмена пустых баллонов на заправленные. Для хранения и транспортировки сварочной смеси, на нашем предприятии, используются 40-литровые баллоны по ГОСТ 949-73.
Где заправить баллон сварочной смесью
Сварочную смесь можно получить либо заказав доставку, либо забрать самостоятельно на одном из наших складов в Москве.
Стоимость доставки газовой смеси для сварки рассчитывается на основании местоположения заказчика. Минимальная стоимость доставки баллонов по Москве: на грузовой машине — 1 450 руб.; курьером — 550 руб. (ограничения по курьерской доставке — не более 50 кг и не далее чем 20 км от МКАД в строну области).
Контактный номер для приема заявок на доставку: +7 (495) 921-34-24 (принимаются по будням с 9.00 до 17.00, в субботу с 10-00 до 14-00, а на сайте — круглосуточно).
График работы складов для самовывоза баллонов со сварочной смесью: понедельник-пятница — с 9.00 до 17.00, суббота — с 10.00 до 14.00, воскресенье — выходной день.
Аренда баллонов для сварочной смеси
Если газ для сварки не нужен постоянно, нет необходимости в приобретении тары для его хранения. Баллоны можно взять в аренду. Для этого, вы вносите залог, равный стоимости необходимых баллонов, и при их возврате Вам возвращают залоговую стоимость. Арендная плата составляет 50 руб. за 40-л баллон, за баллон на 10 литров — 27.5 руб.
Комплектующие для баллонов и газовой сварки
Сварочные смеси аргона и углекислого газа различаются по процентному содержанию СО2: 2%, 8%, 10%, 12%, 18%, 20%, 25%.
Газовая смесь углекислоты и аргона 80A20У, (фагон, 80%Ar + 20%CO2) — используется как защитная среда для сварки различных сталей, тугоплавких металлов, трубопроводов, узлов летательных аппаратов, в машиностроении и т.д.
Процесс электрической сварки характеризуется химическими реакциями возникающими между расплавленным металлом и газами окружающей среды. В течении короткого промежутка времени, при переносе с электрода в сварочную ванну, разогретый до высоких температур металл реагирует с атмосферными газами (кислород, азот, водород и т.д), что существенно влияет на качество сварного шва (образование пор в металле шва, ухудшение механических свойств, образование большого количества шлаков и т.д). Поэтому технологический процесс сварки неплавящимися и плавящимися электродами предусматривает использование защитной газовой среды. Как правило используют аргон, углекислый газ или газовые смеси.
К преимуществам использования газовой смеси относится:
Аргон в баллонах — заправка и доставка аргоновых баллонов
В каталога указанна цена за заправку аргоном одного баллона — при заправке более восьми баллонов, действует система скидок.
Продажа аргоновых баллонов
В нашей компании продажа технического газообразного аргона происходит путем обмена пустых баллонов на заполненные емкости. Заправка баллонов аргоном осуществляется газом, произведенным в соответствии с сертификатом РОСС RU.AЯ02.Н43069 и по ГОСТ 10157-79.Со склада отпускаются баллоны емкостью 5, 10 и 40 литров, изготовленные по ГОСТ 949-73.
Где заправить аргон
Аргон в баллонах можно приобрести в Москве и забрать на одном из складов нашей компании, либо заказать доставку. График работы складов: ежедневно с 9-00 до 17-00, в субботу с 10-00 до 14-00, выходной — воскресенье.
Доставка аргона
Стоимость доставки рассчитывается на основании местоположения заказчика. Минимальная стоимость доставки баллонов по Москве: на грузовой машине — 1 450 руб.; курьером — 550 руб. (ограничения по курьерской доставке — не более 50 кг и не далее чем 20 км от МКАД в строну области).
График работы складов для самовывоза баллонов: понедельник-пятница — с 9.00 до 17.00, суббота — с 10.00 до 14.00, воскресенье — выходной день.
Аренда аргоновых баллонов
Дополнительно в нашей компании действует услуга аренды баллонов. Стоимость в данном случае составит (в сутки): за баллон на 5 литров — 22.5 руб., на 10 литров — 27.5 руб., на 40 литров — 50 руб..
Запорно-регулирующая аппаратура для аргоновых баллонов
Аргон является инертным газом, у которого отсутствуют вкус, запах, цвет. По сравнению с воздухом он тяжелее в 1,38 раза и закипает при достижении температуры 185,9oC.Промышленные предприятия получают аргон путем разделения воздуха и остаточных аммиачных газов, образующихся в производстве.
Особенности газа аргона
Заправленный в газовые баллоны аргон обладает низким уровнем токсичности, взрывобезопасен, но для человека вдыхание этого газа несет серьезные последствия для жизни и здоровья: достаточно сделать пару вдохов, чтобы потерять сознание, после чего можно умереть. Поскольку аргон имеет больший, чем у воздуха вес, то он может скапливаться в плохо проветриваемых помещениях, оседая возле пола или в приямках, либо накапливаться внутри оборудования, которое применяется для получения, перемещения или хранения этого вещества (как в жидком, так и в газообразном состоянии).
Применение аргона
Баллоны с аргоном незаменимы в роли защитной среды, которая необходима для проведения широкого спектра технологических операций, таких как сварка, плавка или резка активных и редко встречающихся металлов либо созданных на их основе сплавов (например, алюминия, сплавов с алюминием и магнием, жаропрочных сплавов с антикоррозионными свойствами на основе никеля и хрома, легированных сталей, полупроводниковых материалов). Также этот газ применяются в установках пожаротушения в качестве вещества, способного гасить пламя. В последние десятилетия аргон высокой чистоты начали применять для заполнения ламп накаливания, разрядных трубок, а также для закачивания в камеры стеклопакетов.
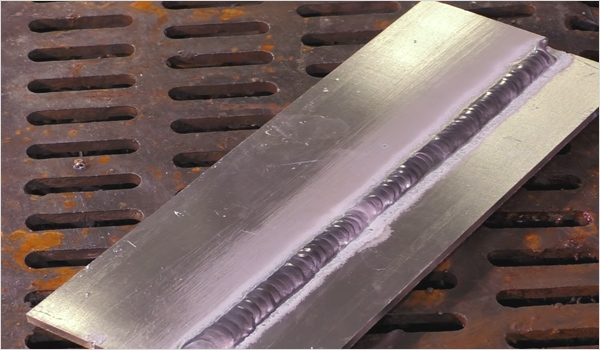
Сварное соединение алюминия получают несколькими способами. Аргонодуговой метод TIG позволяет добиться равномерного и глубокого провара, сделать шов прочным и аккуратным.
В чем сложность работы с металлом? Алюминий — не самый простой материал для сварки. Работу приходится вести, учитывая особенности металла:
Сварка алюминия полуавтоматом в аргоне или аппаратом TIG позволяет избавиться от возникающих проблем, обеспечивая аккуратный и прочный шов на стыке соединения двух деталей.
Преимущества метода
В отличие от стальных сплавов алюминий сложнее в плане термической обработки. Главная проблема — образование оксида при контакте с кислородом воздуха. Подача аргона в зону сварки перекрывает поступление кислорода к алюминию, создавая благоприятные условия для сваривания. В процессе работы происходит расплавление алюминиевого прутка с образованием сварного соединения.
Сварка алюминия аргоном
Метод относится к универсальным: технология TIG годится не только для алюминия, но и для других металлов и сплавов.
Оборудование

Для сварки алюминия аргоном используют . Также понадобятся:

Продолжительное хранение приводит к образованию оксидной плёнки, что усложняет процесс сварки алюминия. Состав прутка должен соответствовать характеристикам свариваемых поверхностей.
Сварка постоянным и переменным током
Аппарат для сварки алюминия аргоном может работать на постоянном токе (DC) и переменном (AC) (есть и инверторы с двумя режимами AC/DC). Если подключить DC в обратной полярности, произойдёт резкий рост температуры сварки. Условия приводят к перегреву вольфрамового электрода, в результате металл разрушается. Чтобы этого не происходило, сварщику приходится уменьшать сварочный ток. В таком режиме можно сваривать только небольшие по толщине детали.
Переменный ток сварки алюминия аргоном запускает процесс удаления оксидной плёнки электрическим методом. Когда на электроде минус, деталь разогревается и плавится. После смены направления заряженных частиц на электроде возникает плюс, и начинается разрушение AlO. В таких условиях электрод практически не перегревается, поэтому можно поднять сварочный ток.
Зависимость величины переменного тока от диаметра электрода в процессе сварки алюминия аргоном.
Выбор защитного газа
Для сваривания используют аргон марки Б (используют для металлов и сплавов, чувствительных в расплавленном состоянии к газообразным примесям). Чистота составляет 99,96%. Этот же газ можно применять и для работы на постоянном токе, то есть защита идёт как универсальная.
На практике, особенно когда приходится соединять массивные детали, металл может тяжело поддаваться плавлению. В таких случаях аргон необходимо использовать в смеси с гелием.
Предварительная подготовка деталей

Качество сварочного шва зависит от подготовки свариваемых деталей.
Для сваривания в быту достаточно удалить оксид механически, в профессиональной работе поверхности желательно протравить. В производственных условиях после протравливания детали промывают потоком воды, осветляют и высушивают.
Заточка вольфрамового электрода
В процессе сварки рабочая часть электрода постепенно разрушается, что приводит к затуплению стержня. В результате уменьшается глубина провара. Для получения качественного аккуратного шва следует затачивать электрод. Угол подбирают в зависимости силы тока.

На небольших токах угол заточки выдерживают в пределах интервала 10–20 градусов. Для средних величин используют диапазон 20–30 градусов. На высоких значениях применяют заточку в пределах 60–120 градусов.
Если использовать заточку с углом меньше 20 градусов на средних токах, снизится ресурс вольфрамового стержня. Наоборот, слишком большое значение угла стачивания стержня сделает горение дуги нестабильным.
Процесс заточки ведут механическим способом с помощью абразивного круга или химически, применяя специальную пасту.
Стержень затачивают строго по длине, направляя движение инструмента вдоль оси. Для лучше работы электрода после заточки поверхность полируют.
Особенности сварки методом TIG
Для сварки алюминия и сплавов используют . Ряд электродов выпускают со специальными присадками, улучшающими качество шва. Приступая к работе, присадочный пруток всегда располагают перед электродом, плавно перемещая связку вдоль шва.
В работе используют следующие приёмы:
Сварка в атмосфере аргона отличается от плавления в зонах с другими газами. Допускается соединять детали в разных пространственных положениях, однако лучший и наиболее равномерный шов получится, если соединяемые изделия находятся в горизонтальной плоскости. Аргон тяжелее воздуха на 38%, поэтому будет собираться внизу. Если требуется сварить алюминиевые детали на потолке или стене, следует применять смесь аргона с лёгким гелием.
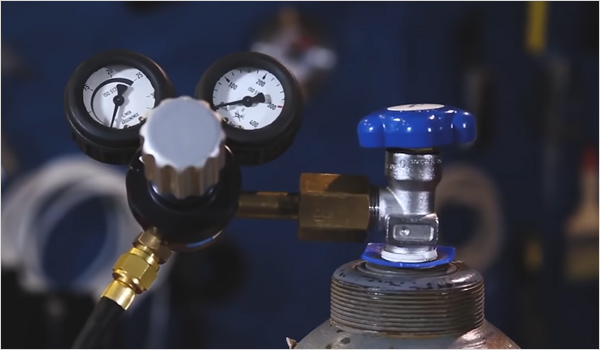
Давление в редукторе подбирают в зависимости от условий. В закрытом помещении достаточно подавать аргон со скоростью 7–8 литров в минуту, для сварочных работ на открытом воздухе подачу увеличивают.
Суть сварочного процесса TIG-оборудованием

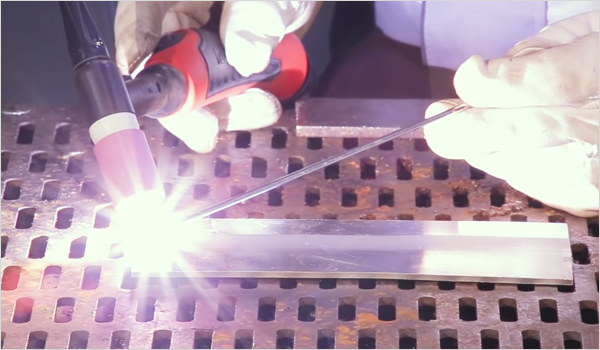
Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.
Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает — Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки.
Выбор электрода для TIG варки

Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
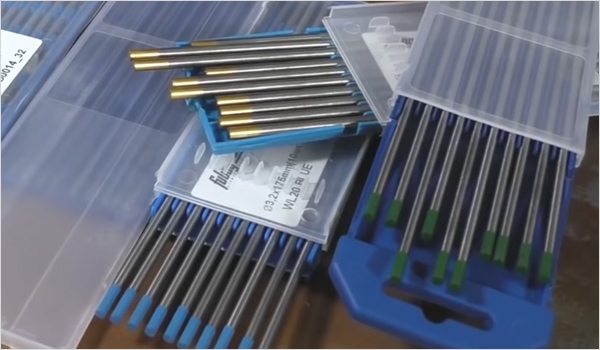
Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.

Как и в случае с газом, выделим наиболее популярный вид электрода:
Также встречаются электроды tig с другими добавками – циркония, церия, оксидом иттрия – их достаточно много.
Таблица. Вольфрамовые электроды – состав и свойства
Помимо состава и свойств важными параметрами являются диаметр и длина. Лидирующие позиции по спросу занимают электроды для tig сварки длиной 175 мм. Однако помимо них есть варианты 50, 75 и 150 мм.

С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
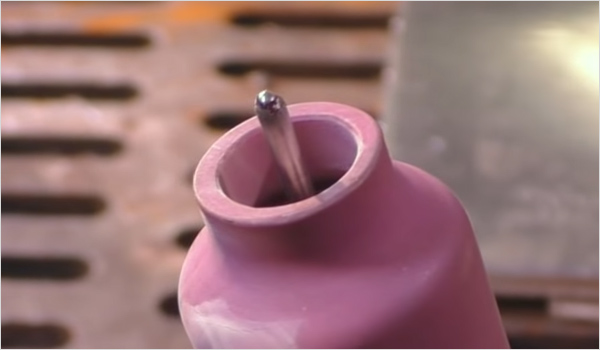
И последнее – заточка вольфрамового электрода. Правильная заточка положительно скажется на поджиге дуги, стабильности горения и ширине сварного шва. В большинстве случаев идеальный вариант – конусовидная заточка (для переменного тока делается округлый кончик).

Длина заточки должна превышать значение диаметра электрода в 2-2,5 раза. Длинная и тонкая заточка электрода особенно важна при сварке тонких материалов, это дает хорошую фокусировку сварочной дуги.
Что важно знать о присадочном прудке – состав и диаметр

Последним, что мы рассмотрим, станет – присадочный пруток. Подбирать его стоит в зависимости от материала свариваемого металла и толщины. Материал укажет на необходимый состав прутка, а толщина – его диаметр, который может варьироваться от 1 до 4 мм.
По химическому составу наиболее часто встречаются такие сочетания:
Диаметр стоит выбирать, пользуясь следующей таблицей:
После того, как вы разобрались с расходными материалами, вы можете переходить к настройке аппарата и самой горелки, о чем мы обязательно расскажем в следующих материалах. А сейчас советуем ознакомиться с подробным видео по данной теме:
https://youtube.com/watch?v=JSpAHmsxjBM%3Ffeature%3Doembed
Получите 10 самых читаемых статей + подарок!
Сварочный газ – аргон или смеси?

Мы уже упоминали о том, что защиту процесса обеспечивает инертный газ. При TIG-сварке чаще используется чистый аргон, немного реже гелий и их смеси. Именно в этой среде вольфрамовый электрод изнашивается меньше всего, а внешний вид и качество шва оптимальны.
Выбор режимов аппарата

Настройка для сварки алюминия аргоном зависит от толщины соединяемых поверхностей.
В процессе работы важно следить за показателем силы тока. Сварка TIG на слишком высоком токе может привести к прожигу детали, а заниженное значение не позволит расплавить металл.
Для производства небольших швов выбирают двухтактный режим (нажали кнопку–зажгли дугу, отпустили–дуга погасла). Значение стартового тока выставляют в 2 раза выше рабочего, чтобы легче зажигать дугу. Четырёхтакный режим используют для изготовления протяжённых швов. Работа ведётся по упрощённой схеме: нажали кнопку–зажгли дугу–отпустили–дуга продолжает гореть, для завершения нужно ещё раз нажать кнопку. В данном случае стартовый ток подаётся, пока удерживается кнопка.
Применение аргонодуговой сварки
Метод применяют для производства высококачественных сварных швов. Технология TIG хороша для работы с тонкостенными изделиями и соединения трудносвариваемых металлов.
Аргонодуговая сварка используется для следующих материалов:
Несмотря на то, что для начинающих сварка алюминия аргоном представляет определённую сложность, следование правилам позволяет добиться качественного соединения деталей.