
Основным расходным материалом при работе сварочных полуавтоматов и автоматов является проволока. Оборудование позволяет делать аккуратные, ровные швы, увеличить выпуск продукции. Производители выпускают расходники для разных металлов и сплавов. Лучшие сварочные проволоки делают сварку аккуратной, долговечной, упрощают выполнение сложных операций. Редакция VyborExperta.ru решила выяснить, какие бренды выпускают продукцию с лучшими техническими параметрами.
- Рейтинг сварочной проволоки
- Лучшие активированные сварочные проволоки
- Deka СВ08Г2Сд
- Edon WW0. 8-1
- Fubag Св-08Г2С-О
- Лучшие порошковые сварочные проволоки
- Edon FCW1. 0-1
- Deka E71T-GS
- Start E71T-GS
- FoxWeld E71T-GS
- Лучшие сварочные проволоки сплошного сечения
- TT ER70S-6
- Deka ER70S-6
- Edon FCW0. 8-1
- FoxWeld ER70S-6
- Как выбрать сварочную проволоку
- Назначение
- Структура
- Количество легирующих элементов
- Диаметр
- Поверхность
- Свариваемые материалы
- Состав
- Вопрос-ответ
- ВыборЭксперта. ру рекомендует
- Применение
- Классификация
- По назначению
- По структуре
- По количеству легирующих элементов
- По диаметру
- По виду поверхности
- По типу свариваемых металлов
- Виды проволоки по составу
- Стальная
- Алюминиевая
- С медным покрытием
- Порошковая
- Расход углекислого газа или смеси
- Маркировка
- Выбор сварочной проволоки
- Контроль расхода проволочной присадки
- Механизмы и скорость подачи
- Формы выпуска
- Защитная экипировка
- Бренды
- Сварочная проволока
- Проволока для стали
- Сварка алюминиевых и медных сплавов
- Сварка чугуна
- Нюансы использования
- Сварочная проволока для газовой сварки
- Использование ацетилена
- Разновидности
- Интересное видео
- Статьи по теме
- Сварочная проволока для газовой сварки сталей
- Сварочная проволока для газовой сварки чугунов
- Сварочная проволока для сварки меди, алюминия и их сплавов
- Требования к использованию сварочной проволоке и других присадочных материалов
Рейтинг сварочной проволоки
При составлении реестра лучших расходников для сварочных аппаратов сравнивались рабочие характеристики, надёжность соединения. Учитывались отзывы на специализированных ресурсах пользователей, мнение эксперта – сварщика с 19-летним стажем. Основное внимание уделили следующим критериям:
- Назначение – для сварки чёрных, цветных металлов, нержавейки;
- Структура – выпускают катанку сплошного сечения, порошковую, активированную;
- Диаметр – влияет на сферу применения;
- Состав – определяет текучесть, вязкость, механические свойства шва;
- Покрытие – защищает от окисления, улучшает свойства.
Несоответствие заявленному составу, плохое горение дуги, большое количество брызг – материалы с такими недостатками исключались из нашего рейтинга.
Лучшие активированные сварочные проволоки
Этот вид расходников имеет в своём составе 5-7% порошкообразных добавок. Используется для работы в атмосфере углекислого газа. В основе – сварочная проволока св08г2с, дополненная солями щелочных металлов и шлакообразующих оксидов. Отличается устойчивостью горения за счёт снижения потенциала дуги. Небольшой размер капли делает валик аккуратным, снижает вероятность разбрызгивания.
Deka СВ08Г2Сд
Компания «Дека» — один из основных производителей расходиков для аппаратов с полуавтоматической и автоматической подачей в России. Базовая продукция – омеднённая сварочная проволока, применяемая на стройплощадках и в промышленности для создания конструкций из низколегированной или углеродистой стали. Марка создана для сварки в атмосфере углекислого газа или в различных комбинациях с аргоном. Поверхность полированная, для этого используется химический реагент, улучшающий проводимость электрического тока.
Применение материала снижает потребление электроэнергии аппаратом, помогает улучшить качество формируемых швов. Благодаря отполированной поверхности продвижение нити в оборудовании выполняет быстрее. Отсутствие осыпающихся частиц снижает затраты на плановое обслуживание техники, увеличивает ресурс наконечника.

- Поставляется на удобных кассетах;
- Хорошее соотношение цены и качества;
- При варке на больших токах отсутствует замыкание;
- Универсальная — применяется при различных видах сварочных работ;
- Используется в широком температурном диапазоне.
Продукция Deka демонстрирует стабильные результаты при сварке тонкого листового металла, угловых и торцевых сочленениях. Применяется на судостроительных предприятиях, при производстве стальных конструкций промышленного и строительного назначения.
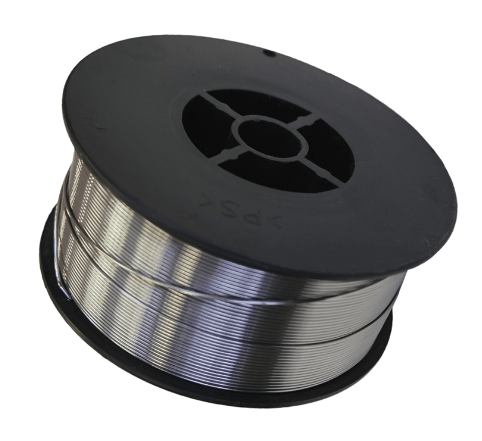
Edon WW0. 8-1
Стальная сварочная проволока для полуавтоматов с медным покрытием китайского производства. По ГОСТ маркируется СВ 08Г2С 0, соответствует требованиям стандарта AWS. Диаметр сечения 0,8 мм, поставляется на кассетах весом 1 кг. Рекомендуется для создания соединений в защитной атмосфере из углекислого газа. Применяется для производства конструкций из металлов с низким содержанием легирующих компонентов, углеродистой стали, соединений тонколистовых элементов.
Варит мягко, формируя ровный и аккуратный валик. Гладкая поверхность снижает силу трения: расходник хорошо скользит, не снижая производительность полуавтомата. Формирует каплю небольшого размера, что даёт возможность выполнять высокоточные соединения. Деликатно воздействует на наконечники, повышая рентабельность производства.

- Обеспечивает стабильное горение дуги;
- Отличается низким расходом материала;
- Высокая производительность при работах любой сложности;
- Привлекательная цена;
- Надёжный шов при создании конструкций из разнородной стали.
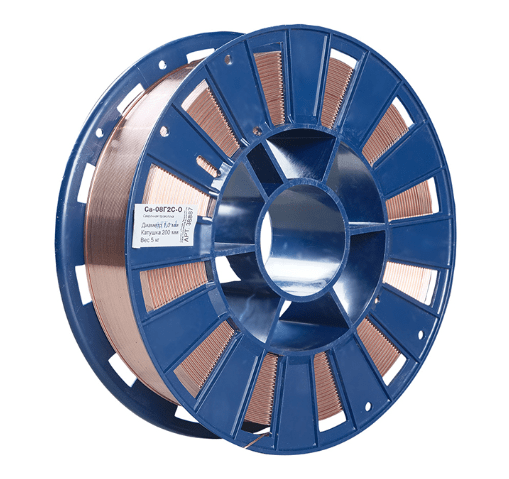
Fubag Св-08Г2С-О
Немецкая компания предлагает купить сварочную проволоку для полуавтоматов. Поставляется на евробобинах формата D200. Поверхность для снижения контактного сопротивления покрыта медным слоем. Это увеличивает проводимость электрического тока, снижая энергозатраты при выполнении работы. Низкое сопротивление делает дугу более стабильной и равномерной, а отсутствие окислительных процессов улучшает качество валика.
Разработана немецкой компанией для создания надёжных соединений в атмосфере защитных газов – углекислого или его смесей. Диаметр – 1 мм, вес катушки 5 кг. Стабильный, ровный валик при создании конструкций из углеродистой стали. Соответствует требованиям ГОСТ. Маркировка по стандарту AWS – ER70S-6. Варит стабильно, подходит для новичков.
- Минимальное количество брызг;
- Плотная, равномерная намотка на бобину;
- Хорошее соотношение между ценой и качеством;
- Аккуратный валик на тонколистовом металле.
Лучшие порошковые сварочные проволоки
Имеют полую конструкцию: в оболочке из металла содержатся гранулы флюса, который является источником легирующих элементов. Порошок снижает скорость остывания шва, что положительно влияет на его надёжность, долговечность при контакте с толстым металлом. Формирующийся шлак легко отделяется от поверхности. Выпускают модели для сварки без газовых баллонов и в защитной атмосфере.
Edon FCW1. 0-1
Китайский завод электросиловой техники предлагает сварочную проволоку с флюсом для сварки без газа по цене, доступной всем пользователям. Изготовлена в виде полого цилиндра, диаметром 1 мм. Поставляется на евробобинах стандарта D100. Флюс с легированными элементами формирует газовое облако, эффективно защищающее высокотемпературную зону от поступления кислорода воздуха. Это способствует формированию стабильной дуги, делает сплошной шов аккуратным.
Предназначена для полуавтоматических аппаратов, внутренний посадочный диаметр бобины 17 мм. Разработана для создания конструкций из низколегированной и низкоуглеродистой стали. При варке формирует минимальный объём шлака, который легко счищается с поверхности. Легко проваривает металл, толщиной 5-8 мм.

- Минимальное количество брызг;
- Слабо дымит во время работы;
- Ложится ровно, формирует аккуратный валик;
- Отсутствие пор в шве повышает его прочность.
Deka E71T-GS
Порошковая сварочная проволока для операций с тонколистовым прокатом из низколегированной или гальванизированной углеродистой стали. Эффективно при формировании стыков внахлёст в любом положении в пространстве. Создана для судостроительной отрасли, может использоваться для сварки вращающихся конструкций. Не нуждается в защитной среде, открытая дуга даёт возможность контролировать процессы, идущие в сварочной ванне.
Производитель при создании внимательно отслеживает химический состав флюса, это обеспечивает стабильный результат. Качество шва не зависит от температуры окружающего воздуха, силы ветра. Поставляется в бобинах формата D100, рядная намотка упрощает сматывание расходного материала.

- Привлекательная цена;
- Ровный шов с полным проваром;
- Шлак образуется в небольшом объёме и легко удаляется с поверхности;
- Низкий расход катанки.
Start E71T-GS
Российская порошковая проволока для сварки полуавтоматом. Предназначена для создания металлоконструкций из низколегированной и углеродистой стали. Диаметр 0,8 мм, поставляется на бобинах D100 с плотной намоткой. Состав флюса обеспечивает создание защитного облака, которое эффективно блокирует поступление кислорода в рабочую зону. В рецептуре есть легирующие вещества, которые улучшают качества шва.
При выполнении однопроходной сварки внахлёст можно работать в любых положениях. Формирует гладкий и чистый валик, в его структуре отсутствуют трещины и поры, что увеличивает прочность и долговечность соединения. Ванна просматривается хорошо, шлак легко оттесняется в её хвостовую часть.

- Удобно работать с тонколистовым металлом;
- Незначительный объём шлака;
- Привлекательная цена;
- Хорошо проваривает металл.
FoxWeld E71T-GS
Стальная нить с флюсовым порошком для сварки с прямой полярностью. При разогреве формируется защитное облако, что позволяет качественно варить без подачи газа. Предназначена для создания конструкций их тонколистового металла. Пространственное положение шва может быть любым. Диаметр 0,8 мм, поставляется на пластиковых катушках стандарта D100. Вес расходного материала 0,9 кг.
Предел текучести достигает 400 МПа, это даёт возможность использовать расходник при выполнении ответственных задач. Максимальный предел прочности 480 МПа. Демонстрирует хорошие результаты при создании металлоконструкций из стали толщиной более 2 мм. Ванна визуально просматривается благодаря отсутствию дыма.

- Плотный шов без трещин;
- Низкая цена;
- Небольшое количество брызг;
- Подходит для использования новичками.
Лучшие сварочные проволоки сплошного сечения
Предназначены для обработки разных сплавов, металлов. Горение протекает в атмосфере, созданной с помощью защитных газов. Выпускаются нити разного состава и диаметра, наиболее популярные размеры – от 0,5 до 10 мм. Отличается привлекательной ценой, что увеличивает рентабельность строительства или производства. Формируют прочные, плотные швы, устойчивые к воздействию коррозии.
TT ER70S-6
Компания Total Tools выпускается проволоку сварочную ER70S 6 с медным покрытием, которое увеличивает проводимость тока и эффективно защищает от коррозии. Особенностью сплава является повышенное содержание кремния и марганца, что улучшает шва при работе с промасленной или покрытой следами ржавчины сталью. У катанки хорошая текучесть, что позволяет сформировать гладкий валик.
Готовый шов отличается высокой прочностью на растяжение, не имеет трещин, что подтверждается рентгеновскими исследованиями. Работать можно в защитной среде из углекислого или инертного газа. Поставляется на пластиковых евробобинах, производитель позаботился о прецизионной намотке, что делает подачу непрерывной, уменьшает износ наконечника.

- Подходит для инструментальной стали;
- Ровный валик с минимальным объёмом шлака;
- Медное покрытие обеспечивает плавную подачу – это увеличивает производительность;
- Небольшое количество брызг.
Deka ER70S-6
Российская компания предлагает купить проволоку для сварки полуавтоматом для работы с низколегированными сталями. Особенностью является наличие омеднённого слоя для улучшения защиты от коррозии. Такая структура обеспечивает устойчивое горение дуги при разных погодных условиях, сильном ветре. Подходит для применения с аппаратами любого класса.
Формирует прочное соединение с пределом на разрыв 500 МПа. В сплаве увеличенное содержание кремния, что делает валик более гладким. Повышенная концентрация марганца делает качественной сварку промасленного металла. Поставляется в бухтах с рядной намоткой, которая обеспечивает быструю подачу в рабочую зону. Рекомендуется варить в атмосфере углекислого газа.

- Хорошее разжигание при повторном разжигании дуги;
- Стабильный состав медного слоя;
- Эффективная защита от коррозии упаковки с помощью силикагеля;
- Деликатное воздействие на наконечник аппарата.
Edon FCW0. 8-1
Разработана для производства изделий из разнородной, низколегированной и углеродистой стали. Изготавливается из сплава с высоким процентом от общей массы марганца и кремния. Никелированное покрытие предохраняет от коррозии. Рекомендуется работать с флюсом для создания облака, способного защитить место соединения от переизбытка кислорода.
Соответствует катанке с маркировкой E71T-GS по ГОСТ. Формирует ровный шов без трещин, пор. При варке образуется небольшое количество шлака, который легко удаляется с поверхности, открывая ровный и гладкий валик. Если работать без атмосферной защиты, выделяется много дыма, который легко удаляется вентилятором. Варить без брызг сможет новичок. Поставляется в бобинах с равномерной намоткой, которая упрощает подачу.
- Вакуумная упаковка увеличивает срок хранения;
- Хорошо варит тонкий металл;
- Прочный шов – подходит для конструкций с высокой нагрузкой;
- Не изнашивает наконечник.
FoxWeld ER70S-6
Китайский концерн предлагает сварочную проволоку по цене, привлекательной для бюджетного строительства. Разработана для использования в оборудовании с полуавтоматической и автоматической подачей. Катанка предназначена для расплавления металла в среде инертного и углекислого газа. Сплошное сечение имеет одинаковый диаметр по всей длине, от коррозии сплав защищён медным покрытием, равномерно нанесённым на поверхность.
Формирует аккуратный шов, в котором отсутствуют поры. Подходит для варки наиболее распространённых марок стали, хорошо ложится на металл, образует минимальное количество шлака. Соответствует требованиям ГОСТ, демонстрирует стабильные результаты при неблагоприятных климатических условиях.
- Хорошее соотношение цены и качества;
- Прочное соединение;
- Можно работать с металлами со следами коррозии;
- Минимальное количество брызг.
Как выбрать сварочную проволоку
Выбирая проволоку для сварки нержавейки, углеродистой стали или чугуна стоит учитывать не только особенности свариваемых металлов, но и назначение конструкции. Рекомендуется сравнить особенности структуры, количество легирующих элементов, диаметр. Это поможет выбрать расходники, которые обеспечат высокое качество сварочных операций.
Назначение
Производители выпускают продукцию для создания электродов, прутков аргонодуговой сварки, работы с полуавтоматами и автоматами. Используют расходники при газосварке ацетилено-кислородным пламенем. Для каждой технологической операции используют разные виды стальной нити.
Структура
В зависимости от структуры выпускают следующие виды нитей:
- Сплошного сечения – классическая катанка с защитным медным покрытием или без него. Играет одновременно роль электрода и присадочного материала. Используется для создания конструкций из низколегированной и низкоуглеродистой стали. Обозначаются маркировкой Св. Варить рекомендуется в атмосфере углекислого или инертного газа;
- Порошковые – проволоки для сварки без газа, имеют полую структуру. Свободное внутреннее пространство заполняется шихтой из легирующих, шлакообразующих и газообразующих добавок. При горении создаётся самозащитный слой из углекислоты и газа. Формируют более ровный и аккуратный шов.
Для общестроительных работ подойдут расходники сплошного сечения, для ответственных операций лучше выбрать порошковую полую стальную нить.
Количество легирующих элементов
В сплавы добавляют молибден, вольфрам, кремний, титан и другие металлы. Количество легирующих элементов может достигать 15-17%. Такие прутки используют для варки нержавеющей, жаростойкой стали. Для сварки конструкций, восстановительной наплавки применяют низколегированные стальные нити.
Диаметр
Зависит от толщины свариваемого металла. Для листов до 2 мм используют электроды 0,8-1 мм. Для конструкций из стали более 2 мм применяют прутки с диаметром 1,2-2 мм.
Поверхность
Если рабочая поверхность покрыта следами коррозии, машинного масла, то рекомендуется использовать катанку с повышенным содержанием кремния и марганца. Это позволит получить качественный результат.
Свариваемые материалы
Производителями выпускается для промышленных предприятий, строителей, автопроизводителей проволока для сварки алюминия, меди, различных видов стали, мельхиоровых сплавов. Выбирать стоит катанку, состав которой соответствует особенностям обрабатываемого материала.
Состав
Высокое содержание хрома, ванадия или молибдена актуально для теплоустойчивых видов стали. Продукция с вольфрамов и марганцем рекомендуется для упрочняющих наплавок. Если планируется варить сплавы для конструкций, эксплуатируемых в агрессивных средах, то стоит выбрать стальные нити с высоким содержанием никеля.
Вопрос-ответ
Как маркируется стальная сварочная проволока?
Расходные материалы имеют буквенную и цифровую маркировку. Сварочная катанка обозначается буквами «Св», порошковая – «ПП», самозащитная – «Пс». Для наплавки используют «Нп». Цифрами указывают содержание в процентах основных легирующих элементов.
Из чего состоит сварочная проволока?
Для работы по различным видам стали – из железа и легирующих добавок (кремния, вольфрама, титана, хрома). Для алюминиевой сварки используют прутки из алюминия, для медной – из меди.
Чем отличается сварочная проволока от обычной?
Обычная изготавливается из низкоуглеродистой стали и не содержит легирующих элементов. Это влияет на эластичность, устойчивость к коррозии, температуру плавления.
ВыборЭксперта. ру рекомендует
Производители предлагают широкий выбор расходных материалов для разных сфер применения. Команда и эксперты VyborExperta.ru рекомендуют следующие марки:
- Deka СВ08Г2Сд – для конструкций из низколегированной стали;
- Fubag Св-08Г2С-О – для выполнения общестроительных работ;
- Edon FCW1.0-1 – для сварки низкоуглеродистой стали;
- Deka E71T-GS – для тонколистового металла;
- TT ER70S-6 – поможет в ремонтных и восстановительных работах;
- FoxWeld ER70S-6 – для бюджетного строительства.
Вся продукция в нашем обзоре достойна внимания домашних мастеров и профессионалов. Статус лучших расходных материалов в своих категориях получила металлическая нить с лучшим качеством шва.
Сварочная проволока представляет собой металлическую нить, поставляемую в мотках, катушках, бобинах или отдельными стержнями (прутками).
Она используется в качестве присадки при выполнении сварочных работ в ручном (ММА, TIG), автоматическом (SAW) или полуавтоматическом (MIG, MAG) режиме в среде защитных газов, а также для резки (CUT) сталей, цветных металлов.
Расплавляясь при сварке, она заполняет сварочную ванну, которая после кристаллизации формирует шовный валик.
Применение
Особенности проволоки в том, что при проведении сварочных работ она одновременно выполняет функции электрода и присадочного материала.
От источника тока, через токосъемный наконечник, напряжение передается на проволоку, образуя электрическую дугу между концом присадки и изделием. Металл плавится, создавая сварочную ванну и формируя шов.
Подаваемая от катушки проволока позволяет создавать длинные непрерывные швы, снижая затраты на замену расходника и повышая производительность сварки.
При ее помощи свариваются мельчайшие и тонкие детали металлоконструкций с малым термическим воздействием на соединяемые элементы.
Классификация
Проволока для сварки квалифицируется по различным признакам, в зависимости от выполняемых задач, состава и характеристик.
По назначению
На современном рынке представлена проволока общего и специального назначения.
- Расходники общего назначения применяются для выпуска электродов, для дуговой сварки автоматом и инвертором-полуавтоматом, наплавки всех видов стали при ремонте.
- Специальная проволока идет на сварку в особых условиях (например, на большой высоте, в воде и под водой), принудительного формирования шва, соединения сплавов:
алюминия;меди;чугуна;никеля;титана. - алюминия;
- меди;
- чугуна;
- никеля;
- титана.
Для повышения качества сварных швов и предотвращения межкристаллитной коррозии в металл могут добавляться различные модифицирующие добавки.
Проволока общего и специального назначения должна иметь тот же состав, что и свариваемые изделия.
По структуре
Различают три основных вида:
Состоит из холоднокатаного металлического сердечника сплошного сечения из стали, меди или алюминия, титановых и других сплавов. Применяется для изготовления электродных стержней или в качестве присадочного материала при автоматической или полуавтоматической (механизированной) сварке в среде защитных газов (азот, аргон, углекислота и т. д.) или под слоем флюса.
Это тонкая трубка, заполненная флюсом или его смесью с металлическими порошками, ферросплавами, оксидами. Флюс в сварочной проволоке защищает сварочную ванну и выполняет ту же функцию, что и покрытие электродов. Подходит как для промышленных производственных работ, так и для сварки дома.

Рисунок 2. Порошковая проволока.
Как и порошковая, данная проволока имеет трубчатую форму, но в своем составе содержит всего 5-7% флюса.
Внутри трубки находится стержень из спрессованного порошка, выполняющий роль фитиля. Металлическую основу выполняют оболочки из низкоуглеродистой стали Св-08Г2С. Активированные добавки равномерно распределены в композитном покрытии.
Как активаторы используются оксиды кремния, титана, магния, карбонаты щелочных металлов. Они дают быстрый розжиг и стабильное горение дуги, без разбрызгивания металла, с последующим легким отделением корки шлака.

Рисунок 3. Схема активированной проволоки.
1 – стержень, 2 – композитное покрытие, 3 – металлическая матрица, 4 – флюс, 5 – внутреннее металлическое покрытие, 6 – внешнее металлическое покрытие.
По количеству легирующих элементов
К основным легирующим элементам относятся хром, никель, марганец, молибден, кремний, вольфрам и тугоплавкие вольфрамовые сплавы.
Технические и эксплуатационные свойства проволоки полностью зависят от процента содержания в ней легирующих элементов:
- до 2,5% — низколегированная;
- от 2,5% до 10% — среднелегированная;
- более 10% — высоколегированная.
В качестве легирующего элемента может быть использован ниобий. При его комбинации с 20% меди образуются высокопрочные сплавы, с алюминием (достаточно сотых долей ниобия) — он делает сплав невосприимчивым к воздействию щелочей, со сталями — делает их стойкими к окислению.
Добавки для легирования позволяют повысить коррозийную стойкость, ударную вязкость, жаропрочность.
По диаметру
Согласно ГОСТ, проволока имеет 17 стандартных диаметров, от 0,3 до 12 мм. Размер расходных материалов подбирается исходя из толщины свариваемой заготовки. Чем толще металл, тем больше величина диаметра проволоки.
Проволока меньшего диаметра обеспечивает оптимальную технологию сварки: быстрый поджиг, более стабильное горение дуги и меньшее разбрызгивание металла.
При работе с проволокой большего диаметра следует увеличивать параметры силы тока.
По виду поверхности
Сварочная проволока делится на омедненную, маркируемую буквой «О» и неомедненную, без покрытия. От состояния поверхности проволоки зависят свойства наплавленного металла. Неомедненная проволока относится к расходным материалам общего назначения, используется для сварки, наплавки, изготовления электродов.
- уменьшить усилия проталкивания проволоки через механизм подачи;
- повысить антикоррозийные свойства расходника.
Благодаря низкому контактному сопротивлению, обеспечивающему большой токопровод, проволока с медным покрытием способствует быстрому розжигу и устойчивому горению дуги, минимальному объему брызг. Она создает меньшее количество вредных примесей в получаемом шве.

Рисунок 4. Омедненная проволока.
По типу свариваемых металлов
Для разных металлов и сплавов применяются разные расходные материалы. От них зависят характеристики шовных участков.
Для сварки изделий из стали лучше подходит проволока с медным покрытием и порошковая присадочная проволока:
- Св-08Г2С — для работы с тонколистовой сталью, заварки емкостей, труб и резервуаров, эксплуатируемых под высоким давлением; зарубежный аналог — ER70S-6 (производится в Китае);
- Св-09Г2С — легированная стальная неомедненная проволока для сварки низкоуглеродистых низколегированных сталей.
- Св-10ГА — низкоуглеродистая проволока для аргонодуговой сварки низкоуглеродистых сталей.
- Св-08ГСМТ — сварка конструкционной нелегированной стали типа 15Г2СФ;
- Св-01Х17Н14М — соединение деталей с повышенными требованиями устойчивости к межкристаллитной коррозии.
Выбирать присадочные материалы следует исходя из требований к сварному шву.
Сварка алюминия выполняется с использованием проволоки из чистого алюминия или его сплавов с магнием, марганцем, кремнием.
Наиболее подходящие марки:
- Св-АК5, Св-АК6 — для сварки термоустойчивых сплавов высокой пластичности;
- Св-1201 — для сварки деталей с особыми требованиями к качеству сварного шва;
- Св-А85; Св-А97; Св-АМЦ — для соединения чистого алюминия и пластичных сплавов.
Все перечисленные марки отличаются стойкостью к химическим и атмосферным воздействиям.
Сварка аустенитных и нержавеющих сталей проводится в среде защитных газов.
Основные марки присадок для нержавейки:
- Св-06Х19Н9Т, Св-06Х21Н7БТ, Св-01Х19Н9, Св-01Х18Н10 — сварка коррозионно-стойких жаропрочных сталей;
- Св-01Х19Н9, Св-06Х19Н9Т, Св-01Х18Н10 — варка изделий из аустенитных сталей;
- Св-08Х19Н10М3Б, Св-06Х20Н11М3ТБ — сваривание изделий из нержавеющей стали с содержанием никеля, хрома, молибдена.
В материале проволоки для нержавейки присутствует углерод, предотвращающий межкристаллитную коррозию, и кремний — для повышения прочности шва.
Так как медь и ее сплавы при плавлении начинают активно взаимодействовать с кислородом воздуха, негативно влияя на качество сварки, работы необходимо выполнять в среде инертных аргона или гелия. При работе следует использовать медно-никелевую или медно-кремниевую проволоку.
Оптимально подходят для сварки медных изделий расходные материалы бренда Esab: ОК Autrod 12.64 OK Autrod 19.12, OK Autrod 19.30. OK Autrod 19.40, ОК ПРО 51С.
Для сваривания изделий из чугуна и никеля наиболее подходящими марками являются СВ08Г2, СВ08Г2С, а также порошковые проволоки:
- ПП АНЧ-1 — для варки холодным методом;
- ПП АНЧ-1 — для полугорячего метода, с подогревом до 350 °С;
- ПП АНЧ-3 — для горячего метода, с подогревом до 600 °С.
Сварку чугуна нужно вести полуавтоматами на постоянном токе обратной полярности.
Виды проволоки по составу
По составу сварочная проволока бывает стальной, алюминиевой, омедненной, порошковой и пр.
Каждый тип проволоки предназначен для определенной работы.
Стальная
Самый распространенный вид проволоки, используемый в строительстве, коммунальном хозяйстве, машиностроении, энергетике и т. д. Применяется для соединения, наплавки или резки под флюсом и в среде различных газов низкоуглеродистых, средне-, низко- и высоколегированных сталей.
Включает в себя более 50 марок. Наиболее популярные из них:
- Св-08, Св-10Г2, Св-ЮГЛ — для сварки конструкций из низкоуглеродистых сталей;
- Св-08ГС,Св-08Г2С, Св-18ХС — для низколегированных и среднелегированных сталей;
- Св-08Х14ГНТ. Св-12Х13 — для соединения заготовок из высоколегированной стали.
При добавлении в качестве легирующих добавок хрома, никеля и марганца можно использовать материал для соединения изделий из высокоуглеродистой нержавеющей стали.
Алюминиевая
Предназначена для полуавтоматической сварки алюминия и его сплавов с магнием, кремнием, медью, хромом.
Способствует созданию сварных соединений, отличающихся повышенной прочностью и устойчивостью к коррозии. Цвет получаемого шва соответствует цвету заготовки.
Алюминиевая сварочная проволока широко применяется в автомобилестроении, судостроении и других сферах, где металл часто взаимодействует с водой.
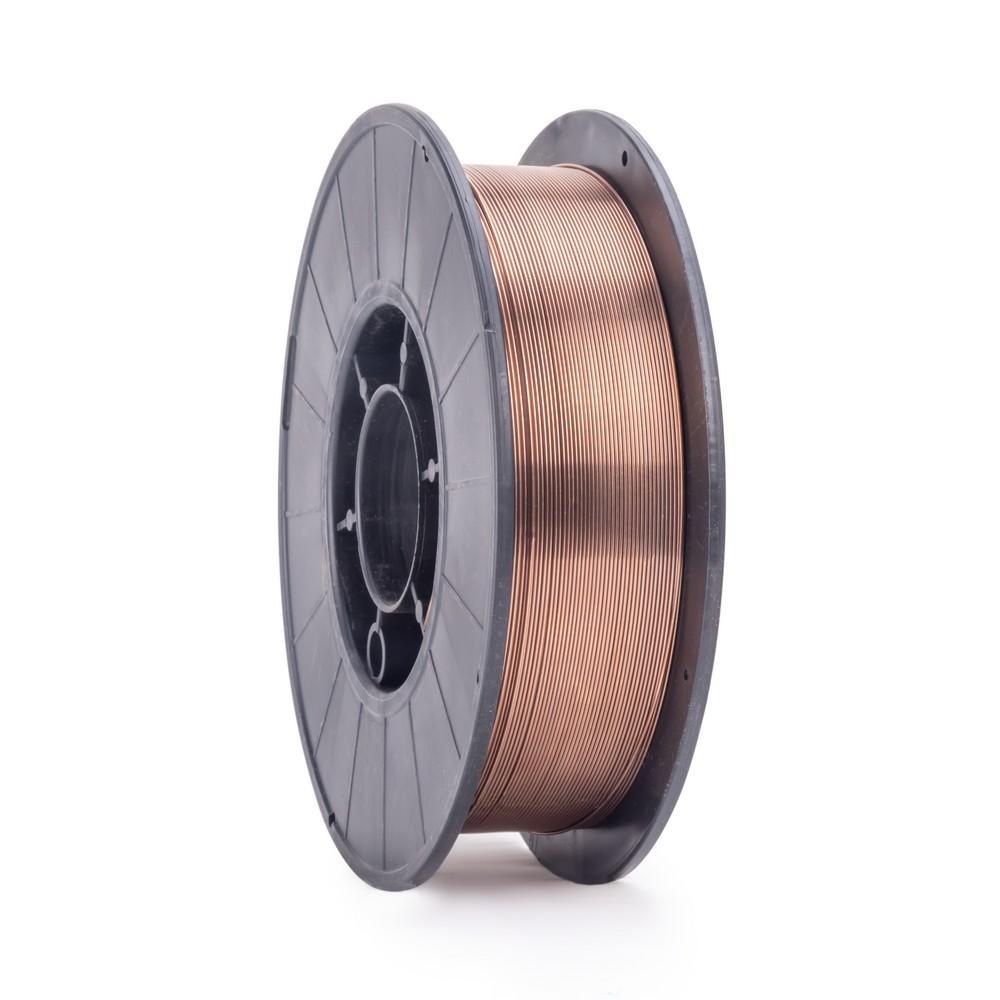
С медным покрытием
Изготавливается из низколегированных и низкоуглеродистых сталей.
Материал обладает улучшенной проводимостью, низким контактным сопротивлением, высокой коррозийной стойкостью. Плюсы:
- экологическая безопасность, обусловленная минимальным количеством примесей;
- незначительное разбрызгивание металла сварного шва;
- повышение производительности труда благодаря высокой скорости подачи проволоки.
Эта проволока востребована при повышенных требованиях к качеству сварного шва. Расходник идеально подходит для аргонодуговой сварки. Может использоваться при изготовлении резервуаров и трубопроводов, производстве морских и речных судов, автомобилей и железнодорожных вагонов.
Так как в составе проволоки не содержатся компоненты для защиты сварочной ванны, сварка выполняется в углекислоте или смеси аргона с углекислым газом.
Порошковая
Трубчатая самозащищенная проволока, заполненная порошковым наполнителем, играющим роль флюса и заменяющим газ.
Содержание флюсовых присадок в ней составляет от 14 до 40%.
Так как в качестве защиты от контакта с атмосферой выступает порошок, не нужно использовать газовые вещества.
Трубчатая проволока хорошо подходит для работы на высоте и в других случаях, когда нет возможности доставить к месту сварки газовый баллон.
Пример такой проволоки — марка ПП2ДС. Позволяет варить полуавтоматом нержавейку (аустенитно-ферритные стали), оцинкованное железо, комплектующие из углеродистых сталей.
Проволока должна максимально точно повторять состав соединяемых металлов.

Рисунок 5. Нержавеющая проволока бренда ESAB.
Расход углекислого газа или смеси
Защитные газы предотвращают попадание кислорода внутрь сварочной зоны, что способствует улучшению качества соединений и повышению производительности работ.
Уровень их (или газовой смеси) расходования зависит от характеристик свариваемого металла, силы тока и диаметра присадочной проволоки.
Таблица 1. Удельный расход углекислого газа или его смеси.
С увеличением силы тока увеличиваются и нормы потребления газового вещества.
На его расходование влияют скорость и условия сварки: его потребление будет выше при проведении сварочных работ на сквозняке или на улице, особенно при ветре. Опытные сварщики выполнят работу быстрее и четче, с существенной экономией расходных материалов.
Маркировка
Проволока российского производства маркируется согласно ГОСТ 2246-70 «Проволока стальная сварочная».
В маркировке зашифрованы основные характеристики проволоки, включая назначение изделия, состав.
- диаметр изделия;
- назначение проволоки:
Св – означает сварочная;Нп — наплавочная;Пп – порошковая. - Св – означает сварочная;
- Нп — наплавочная;
- Пп – порошковая.
- содержание углерода в %;
- содержание присадок,
в том числе:
- Г – марганца;
- Д – меди;
- М – молибдена;
- Н – никеля;
- С – кремния;
- Т — титана;
- Ц – циркония;
- Ф – ванадия;
- Ю – алюминия.
Цифровые значения в расшифровке обозначают процентное содержание в общей массе.
Далее указывается метод изготовления проволоки:
- ВИ — выплавлена в вакуумно-индукционной печи;
- ВД — вакуумно-дуговой переплав;
- Ш — шлаковый переплав.
Буква Э указывает, что материал пригоден для изготовления электродов.
О — обозначает омедненную проволоку.
Обозначение А или АА указывает на чистоту от вредных примесей (серы и фосфора).
В маркировке указывается ГОСТ, регламентирующий изготовление изделия.
Для примера расшифруем маркировку: 2Св-30Х25Н16Г7-Ш ГОСТ 2246-70.
- 2 – цифра указывает на диаметр изделия в мм;
- Св – проволока для сварки;
- 30% углерода от общей массы материала;
- Х25 – хрома 25%;
- Н16 – никеля 16%;
- Ш – изготовлена из стали, выплавленной электрошлаковым переплавом.
Проволока произведена по ГОСТ 2246-70. На упаковке указывается длина проволоки в мм или в метрах.
Наименование присадок, содержание которых в изделии менее 1% в маркировке, не указывается.
Рисунок 6. Схема маркировки сварочной проволоки сплошного сечения.
Выбор сварочной проволоки
Прежде чем выбирать расходные материалы, нужно изучить состав заготовок.
Сварочная проволока должна соответствовать следующим требованиям:
- диаметр присадки выбирается исходя из толщины свариваемого металла;
- характер металла проволоки должен максимально соответствовать составу изделий;
- присадочные элементы не должны содержать следов ржавчины, окислов, масла, краски и других загрязнений;
- температура плавления проволоки должна быть немного ниже или равна температуре плавления основного металла.
Сечение проволоки должно быть круглым и равномерным по всей длине. Намотка — ровными рядами, без петель и изгибов.
Неправильный выбор присадки может привести к пористости и хрупкости сварного шва.
Автоматизированная или полуавтоматическая сварка при помощи проволочной присадки обеспечит прочный, надежный шов.
Следует подобрать тип расходного материала, максимально соответствующий основному металлу.
Контроль расхода проволочной присадки
При сварке с использованием сварочной проволоки сварщик не меняет электрод, как при ручном режиме, а расходный материал непрерывно подается в рабочую зону с помощью автоматического механизма.
На расход проволоки влияют следующие факторы:
- технические характеристики полуавтомата;
- толщина и химический состав свариваемого металла;
- диаметр и качество проволоки.
Скорость подачи проволоки настраивается с помощью механического регулятора полуавтомата при каждой смене кассеты.
Для контроля расхода присадки используются специальные счетчики. Они бывают автоматические — встроенные в программное обеспечение сварочного аппарата или механические, на кассетах с проволокой.
Счетчики многофункциональных аппаратов могут не только следить за количеством используемой проволоки, но и просчитывают ее оптимальный расход с учетом потерь.
Механизмы и скорость подачи
Подающий механизм может быть встроенным в полуавтоматический сварочный аппарат или полностью автономным.
Устройство состоит из электрического привода, редуктора, прижимных и подающих роликов, устройства торможения. Кассеты с проволокой могут быть размещены внутри или снаружи корпуса.
Механизм подачи может быть:
- толкающим;
- тянущим;
- комбинированным.
Скорость подачи проволоки зависит от числа оборотов двигателя, передаточного числа редуктора и диаметра роликов.
Проволока с помощью вращающихся роликов направляется в горелку, куда подается напряжение. Между наконечником проволоки и свариваемым металлом возникает электрическая дуга, обеспечивающая плавление и заполнение сварочной ванны.

Рисунок 7. Механизм подачи проволоки СПМ-207.
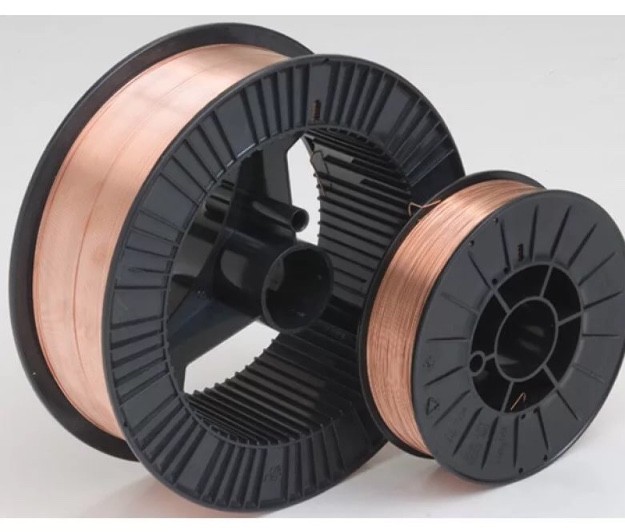
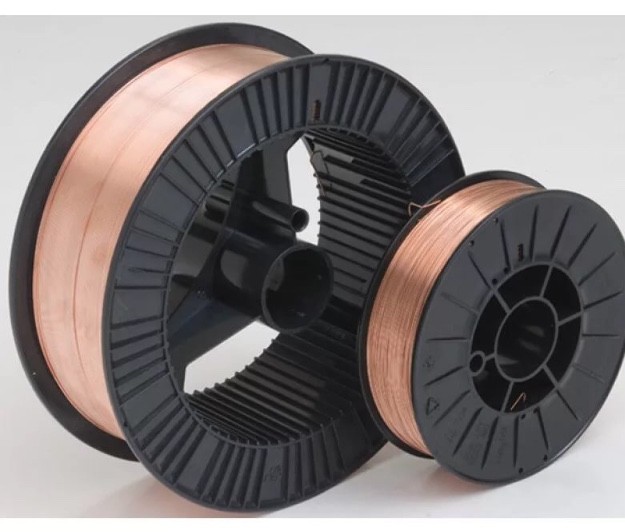
Формы выпуска
Проволока для сварки выпускается в бобинах, мотках, металлических кассетах или пластмассовых катушках (бухтах).
Вес металлических катушек в упаковке обычно составляет от 12 до 30 кг.
Пластмассовые катушки обычно весят от 1 до 5 кг, реже до 20 кг.
При выборе сварочной проволоки следует учитывать наружный диаметр и вес катушки, так как в маленькие аппараты помещаются кассеты диаметром до 200 мм и массой до 5 кг.
Для больших механизмов подходят и маленькие, и большие бобины.
При существенных объемах сварки целесообразно выбирать большие катушки, не требующие частой замены расходного материала.
Защитная экипировка
Для выполнения сварочных операций с использованием проволоки требуется максимальная защита сварщика. В перечень защитной амуниции входят такие средства, как:
- самозащитные очки, щитки или маски «хамелеон»; последние более удобны, поскольку в них содержатся светофильтры, которые обеспечивают переменное затемнение в зависимости от яркости горения дуги;
- краги или специальные перчатки;
- спецодежда — роба, куртка или комбинезон с утеплением в холодный период;
- ботинки или сапоги;
- такой инструмент, как электродержатель.
Бренды
К наиболее популярным брендам относятся:
- БМК — продукция Белорецкого металлургического комбината, выпускающего непокрытую и омедненную проволоку;
- ЧЗСМ — одно из крупнейших предприятий России. Изделия Череповецкого завода представлены сварочной проволокой без покрытия, омедненной и полированной, для низколегированных и углеродистых сталей;
- СМС — отечественный производитель низкоуглеродистой, легированной и порошковой проволоки различного сечения;
- ESAB — шведский производитель, выпускающий полированные и омедненные марки изделий.
- Farina — китайский бренд высококачественной омедненной проволоки, отличающейся высокой вязкостью и точностью намотки.
Вся продукция соответствует мировым стандартам качества и требованиям отечественных ГОСТ.
Сварочная проволока
Сварочная проволока омедненная Св08Г2С (1,2 мм, кассета 5 кг)
Сварочная проволока омедненная Св08Г2С (1,6 мм, кассета 15 кг)

Адаптер (переходник для металлических каркасных катушек)

Сварочная проволока Св 08А (3 мм) (газовая сварка, бухты, прутки)
Сварочная проволока омедненная Св08Г2С (0,8 мм, кассета 5 кг)
Сварочная проволока омедненная Св08Г2С (0,8 мм, кассета 15 кг)
Сварочная проволока омедненная Св08Г2С (1,0 мм, кассета 5 кг)
Сварочная проволока омедненная Св08Г2С (1,0 мм, кассета 15 кг)
Сварочная проволока омедненная Св08Г2С (1,2 мм, кассета 15 кг)

Сварочная проволока Св 08А (4 мм) (газовая сварка, бухты, прутки)

Проволока омедненная ESAB OK ПРО 51С ф 0,8 мм (кассета 5 кг, аналог SM-70, SG-2)

Проволока омедненная ESAB СВ-08Г2С ф 1,2 мм (кассета 18 кг)

Проволока омедненная ESAB OK Autrod 12.51 ф 0,8 мм (кассета 5 кг, аналог СВ-08Г2С)
Проволока омедненная ESAB OK Autrod 12.51 ф 1,0 мм (кассета 5 кг, аналог СВ-08Г2С)

Сварочная проволока СВ-08А 3 мм, прутки
Сварочная проволока СВ-08А 4 мм, прутки

Сварочная проволока СВ-08А 3 мм, бухты 20-30 кг

Сварочная проволока СВ-08А 4 мм, бухты 20-30 кг
Вместо привычных электродов в некоторых технологиях сварки в качестве присадочного материала часто применяется проволока для сварки. Она используется в паре с защитным газом или без него в автоматической или полуавтоматической сварке. Сварочная проволока продается в бобинах и может отличаться по диаметру и свойствам.
Сварочная проволока, используемая при ацетиленовой газовой сварке, изготавливается многими производителями.
Продукция представлена в форме присадочных прутков и тянутой проволоки, в оболочке из цветных сплавов и без нее, металлических гранул.
Сварочный материал выпускается следующих видов:
- активированный — снижает разбрызгивание, улучшает качество шва;
- порошковый — позволяет получить шов аналогичным свариваемым элементам составом;
- сплошного сечения — используется в виде присадочных прутков.
Материалы позволяют проводить работу с любым видом металла.
Однако диаметр проволоки должен не только соответствовать толщине свариваемого изделия, но и походить на его химический состав.
Материал рассматривает некоторые виды сварочного материала, используемого в процессе сварки, наплавки изделий из черных и цветных металлов.
Проволока для стали
Предприятия, ремонтные организации чаще всего используют своеобразный электрод для образования электрического разряда и источника металла — холоднотянутую сварочную проволоку, предназначенную для соединения элементов из металла.
Материал имеет такой же стандарт изготовления, как для ручной дуговой сварки.
Поэтому, приобретать подобные электроды можно для газовой и РД сварки.
Прутки изготавливаются из низкоуглеродистой стали, с добавлением легирующих примесей, которые увеличивают физическое, механическое сопротивление шва.
Однако для соединения ответственных материалов, стоит использовать электроды из низколегированной стали.
Для получения лучшего результата при сварке или наплавлении шва, рекомендуется использовать проволоку с добавлением марганца, кремнемарганцевых примесей.
Таковыми представлены низкоуглеродистые легированные электроды типа СВ08ГС, СВ08ГА, СВ08Г2С и СВ10Г2.
Приведенные марки характеризуются высокой устойчивостью к механическому деформированию.
Вариантом для соединения деталей из низколегированной стали будет сварочная проволока с подобным химическим составом, некоторым добавлением хрома.
Высоколегированные же элементы следует соединять электродами с легирующими добавками, которых насчитывается более 80 видов.
Сварка алюминиевых и медных сплавов

Подобные работы проводятся с использованием сварочной проволоки с добавлением алюминиевых, медных примесей.
Первая соответствует государственному стандарту номер 7871-75 , вторая — 16130-90.
Для проведения работ с алюминием следует использовать следующие типы электродов:
- CB А1;
- СB АК5;
- CB АМЦ.
Их химический состав идентичен свариваемому материалу.
Медные детали, их сплавы соединяют такими марками электродов:
- М1;
- МСР1.
Для этого также подойдет прут M1P либо M3P.
Работая с бронзой либо латунью, следует применять сварочный материал с аналогичным, что и элементы, химическим составом. В данном случае тип прутка не играет большой роли.
Сварка чугуна

Материал для соединения деталей из железного сплава низкой плавки так же характеризуется своим номером ГОСТа — 30430-96.
Согласно последнему, сварочный материал для чугуна выпускается двух видов — А, Б.
Первым пользуются при соединении конструкционных элементов с подогревом всей части, марка Б подходит для горячей сварки с использованием местного подогрева.
Прутки по железному сплаву низкой плавки имеют свои марки — НЧ1, НЧ2. Используются в процессе низкотемпературной сварки литых чугунных деталей.
Для предотвращения износа применяются марки электродов ХЧ либо БЧ. Покрытие из сварочных прутков увеличивает ресурс конструкционных элементов.
Нюансы использования
Перед началом работ с ацетиленовой либо другим видом горелки, необходимо придерживаться следующих правил:
- Проволоку необходимо тщательно очистить от грязи, краски, следов масла и коррозии, окалины. Последняя легко удаляется при ударе прутка о твердую поверхность.
- Швы формируются равномерно, достаточно медленно.
- Не допускать разбрызгивание металла при сварке.
- Остывший валик шва должен иметь гладкую однородную поверхность.
- Исключается наличие дефектов в виде пор, различных выемок, шлаковых включений.
- Тугоплавкие оксиды не должны образовывать корку на поверхности рабочих элементов.
Отсутствие в сварочной ванне присадочного материала предупредит оформление нежелательного покрытия, которое образуется вследствие реагирования азота на кислород.
Несоблюдение правила негативным образом отразится на качестве шва.
Выбрать необходимую проволоку для проведения работ по сварке, специалисту большого труда не составит.
Главными условиями являются — соответствие диаметра электрода толщине рабочих элементов и аналогичность химического состава.
Материал электродов должен совпадать по строению с элементами конструкции.
Сварочная проволока для газовой сварки
Сварочная проволока для газовой сварки представляет собой холоднотянутый металлический стержень, находящийся в оболочке из меди, или обходящийся без нее, а также в виде трубочки с наполнителем.
Проволока для газовой сварки производится из низкоуглеродистой стали. В нее добавляются различные примеси, функция которых заключается в увеличении сопротивлении образуемого шва механическим воздействиям.
Присадочная проволока для газовой сварки по своему назначению разделяется на проволоку общего применения и специального. Проволоку общего назначения имеется возможность применять для сварочных работ изделий всех видов стали. Также они используются для осуществления наплавки.
Проволоку специального назначения применяют при необходимости соединения изделий из таких материалов, как чугун или особого вида сплавов. Также с их помощью можно выполнять сварочные работы по соединению изделий, расположенных под водой.
Соединение может быть особо качественным, если химический состав сварочной проволоки будет совпадать или быть идентичным аналогическим показателям основного металла.
Использование ацетилена
Для газовой сварки в качестве горючего газа наиболее часто используют ацетилен. Результатом использования ацетилена является получение качественного сварного шва. Сварочная проволока для газовой сварки ацетиленом при этом выполняет роль присадочного прутка.
Разновидности
Проволока для сварки ацетиленом должна выбираться для каждого вида свариваемых деталей. От этого в сильной степени зависит качество получаемого результата.
- Омедненная. Омедненное покрытие делает меньше контактное сопротивление, защищает поверхность проволоки от механических повреждений. Обеспечивает бесперебойную работу оборудования. Гарантирует минимальное разбрызгивание металла.
- Неомедненная. Используется при работе с деталями, изготовленными из стали низкоуглеродистых сортов.
- Порошковая. Представляет собой трубочку из малоуглеродистой стали. Внутри она заполнена особыми порошками, представляющими собой раскислители и шлакообразующие вещества. Вместе с металлом внутри трубки может содержаться флюс. Как правило, применяется для автоматической сварки. Образование шлака является минимальным, что способствует легкости отделения шлаковой корки.
- Сплошного сечения. Может служить для изготовления электродов. Самостоятельно применяется для сварки автоматическим или полуавтоматическим способом.
- Активированная. Имеет форму трубки, но порошков внутри находится незначительное количество. Роль активаторов выполняют различного вида окислители.
- Газосварочная. Используется для сваривания с такими видами стали, как углеродистая и низкоуглеродистая.
- Алюминиваемые. Используются для сварки алюминиевых конструкций в полуавтоматическом режиме. Способствует уменьшению пористости шва.
- Из нержавейки. Применяется для сварки сталей нержавеющих марок.
- Флюсовая. Используется для сварки стали различных марок полуавтоматическим методом.
- Легированная. Обеспечивает возможность производить сварку в различных газах.
Проволока сварочная для ацетиленовой сварки выбирается в зависимости от марки материала свариваемого изделия с целью получения шва хорошего качества.
Проволока и электроды решают практически одну и ту же задачу. Но в ряде случаев более предпочтительным вариантом является использование именно проволоки. В частности, ее применение оправдано при сварке нержавеющих сталей, что является непростым процессом.
Интересное видео
https://youtube.com/watch?v=sKMxrrV6AOQ%3Fautoplay%3D0%26start%3D0%26rel%3D0
Статьи по теме
Присадочный материал выпускается в виде прутков, металлических гранул, или
же сварочной проволоки для газовой сварки. Металлические гранулы
применяются в качестве присадочного материала при газовой сварке сталей.
Диаметр проволоки или прутка выбирают, исходя из толщины свариваемых изделий
и учитывая вид
сварки. Чаще всего подбирают диаметр проволоки или прутка, равный половине
свариваемой толщины металла. В случае, когда производится сварка металла большой
толщины, более 16мм, присадочные прутки должны бить диаметром 8мм.
Сварочная проволока для газовой сварки сталей
Сварочная проволока для газовой сварки и наплавки изготавливается по тем же
стандартам, что и для ручной
дуговой сварки. Стальная проволока из низкоуглеродистых и легированных сталей
изготавливается в соответствии с требованиями ГОСТ2246.
Ответственные сварные изделия и металлоконструкции, к которым предъявляются
повышенные требования при эксплуатации, сваривают с использованием низколегированной
проволоки. Наилучшее качество
сварки получается при использовании кремнемарганцевой и марганцевой проволок
следующих марок: Св-08ГА, Св-10Г2, Св-08ГС, Св-08Г2С. Сварной шов, полученный
при использовании проволоки таких марок, обладает высокими механическими свойствами.
При
сварке низколегированных сталей рекомендуется выбирать низколегированную,
хромосодержащую проволоку. Сварные швы, получаемые при её использовании, имеют
предел прочности 460-540МПа. Для сварки высоколегированных сталей сварочную
проволоку выбирают аналогичную свариваемому металлу по химическому составу.
Сварочная проволока для газовой сварки чугунов
Присадочные прутки из чугуна для газовой
сварки и наплавки изготавливают в соответствии с требованиями ГОСТ2671.
Чугунные прутки изготавливаются двух марок: марка А, применяемая при горячей
сварке, с общим подогревом всего свариваемого изделия и марки Б, которая применяется
при сварке с местным подогревом и для изготовления электродных чугунных стержней.
Кроме этих марок существуют марки чугунных прутков НЧ-1 и НЧ-2, которые используют
в случае низкотемпературной газовой сварки литых изделий, а также марки БЧ и
ХЧ, которые применяют для выполнения износостойких наплавок.
Сварочная проволока для сварки меди, алюминия и их сплавов
Алюминиевая проволока и проволока из сплавов алюминия изготавливается по ГОСТ7871.
Для сварки
алюминия выбирают алюминиевую проволоку марок Св-А1, Св-АМц, Св-АК-5.
Сварочная проволока из меди и её сплавов изготавливается по ГОСТ16130. Для
газовой
сварки меди применяют проволоку, марок М1, МСр1 или прутки М1р и М3р. Для
сварки латуни и сварки бронзы применяют проволоку, аналогичную со свариваемым
материалом по химическому составу.
Требования к использованию сварочной проволоке и других присадочных
материалов
Присадочные материалы, применяемые при газовой сварке, должны быть очищены
от загрязнений (ржавчины, окалины, масляных плёнок, краски и др.). Процесс сварки
необходимо вести равномерно, не допуская разбрызгивания металла.
Остывший наплавленный металл должен быть однородным. Присутствие таких дефектов
в сварном шве, как поры, включения шлака должны отсутствовать. Кроме того,
в процессе сварки металл
из жидкой расплавленной ванны вступает в реакцию с кислородом и азотом из окружающего
воздуха. В результате образуются тугоплавкие соединения, с более высокой температурой
плавления, чем свариваемый металл. Эти окислы могут попасть в сварочную ванну
с присадочным материалом, и это затрудняет получение качественного и однородного
сварного шва.