
Обжиг на дутье, обогащенном кислородом
Внедрение обжига на дутье, обогащенном кислородом, на отечественных заводах подняло технический уровень гидрометаллургии цинка на новую, более высокую ступень. Это мероприятие позволило значительно повысить производительность печей КС, улучшить качество продуктов обжига, увеличить содержание сернистого ангидрида в отходящих газах, полнее использовать мощности сернокислотного производства.
На первый взгляд представляется, что применение кислорода, на производство которого затрачивается значительное количество электроэнергии, должно неизбежно привести к удорожанию себестоимости продукции за счет разницы в цене сжатого воздуха и кислорода. Это может иметь место только в том случае, если сопоставлять обжиг на воздушном дутье и дутье, обогащенном кислородом, в отрыве от затрат на сооружение пылеулавливающих, газоочистных сооружений и сернокислотных цехов, в отрыве от конкретных условий свинцово-цинковых предприятий, а также без учета возможности использования попутных компонентов воздуха (аргона и Других газов).
Главное экономическое преимущество использования кислорода заключается в его интенсифицирующем воздействии на работу существующих установок, в возможности значительно повысить мощность при небольших затратах на их реконструкцию. Поэтому те цинковые заводы, которые перевели обжиг концентратов на дутье, обогащенное кислородом, получили значительный технико-экономический эффект с относительно небольшими капитальными вложениями. Применение кислорода внесло также качественно новые моменты в технику и технологию обжига сульфидных материалов в кипящем слое. Их следует рассмотреть более подробно. На скорость основной реакции обжига сульфидов оказывают влияние концентрация кислорода в газовой фазе и температура.
МеS 1,5Q2 = MeO SO2 (19)
При температуре 900° С и различном содержании кислорода в дутье время для достижения одной и той же степени десульфуризации значительно сокращается по мере обогащения дутья кислородом [5]. Так, десульфуризация на 90% достигается на воздушном дутье за 10 мин, при содержания кислорода в дутье 28,7% — за 6,5 мин, 33% -за 5,5 мин, 40% — за 4 мин и 58% — за 3 мин, т. с. скорость реакций окисления сульфидов возрастает в 2-3 раза.
При промышленных испытаниях обжига на дутье, обогащенном кислородом, было установлено, что удельная производительность печи КС при содержании кислорода в дутье 27% возрастает при общем количестве дутья на печь 16 тыс. м3/чс 5,92 до 8,45т/(мг·сут), или на 42%. Выявлена также закономерность роста производительности печи КС на 23% при обогащении дутья кислородом до 24% и на 37% -при обогащении до 26%.
Высокая скорость окисления сульфида цинка воздухом, обогащенным кислородом, объясняется тем, что при одной и той же скорости диффузии воздуха к ядру сульфида (имеется в виду, что плотность зерна сульфида одна и та же) количество вступающего в контакт с сульфидом кислорода значительно больше, что ускоряет процесс десульфуризации. Поскольку реакция окисления сульфида является экзотермической, увеличение скорости ее протекания вызывает повышенное выделение тепла в единицу времени, что при постоянной величине теплопотерь приводит к резкому возрастанию температуры в зоне кипящего слоя. Более высокая температура слоя в свою очередь способствует ускорению обжига цинкового концентрата.
До применения кислорода предпринимались попытки форсировать процесс обжига путем повышения рабочей температуры в кипящем слое, но большого эффекта это не дало, так как с ростом температуры обжига до 970-980° С происходило значительное укрупнение продуктов обжига. Так, в смеси огарка и циклонной пыли содержание фракции 0,2 мм составило 70%, а фракции — 0,2 мм около 30%, в то время как на дутье, обогащенном кислородом, содержание этих фракций было соответственно 20 и 80%.
В связи с тем что повышение температуры обжига с 900 до 975° С на воздушном дутье при небольшом увеличении производительности печи приводило одновременно к увеличению содержания в продуктах обжига сульфидной серы (с 0,34 до 0,52%), резкому уменьшению количества водорастворимого цинка (с 2,17 до 0,87%). усилению процесса образования ферритов и силикатов, а в итоге — к снижению степени растворимости цинка с 93 до 92%, этот путь интенсификации обжига без применения кислорода не был признан эффективным.
С внедрением кислорода появилась возможность в полной мере использовать преимущества обжига при высоких температурах. В частности, удалось при обогащении дутья кислородом до 30-34% поднять максимально допустимую температуру в кипящем слое до 1000° С без существенного ухудшения, а в некоторых случаях даже с улучшением качественных показателей. При этом удельная производительность печей КС возросла до 10-12 т/(м2·сут). Вместе с тем следует особо подчеркнуть, что интенсификация обжига цинковых концентратов и повышение производительности печей КС путем использования кислорода возможны лишь при условии полного отъема из зоны кипящего слоя избыточного тепла, образующегося за счет ускорения реакций окисления сульфидов.
Наряду с увеличением производительности печей КС применение воздушно-кислородного дутья позволило улучшить качественные показатели обжига цинковых концентратов, Так, при прочих равных условиях содержание сульфидной серы в огарке, особенно в циклонной пыли, при работе на дутье, обогащенном кислородом до 27%, снизилось соответственно с 0,29 до 0,14% и с 0,69 до 0,28%. Немаловажное значение для экономики производства имело и повышение содержания сульфатной серы в продуктах обжига. В огарке оно возросло с 0,77 до 1,14%, а в циклонной пыли с 3 до 3,79%. Объясняется это тем, что равновесие реакции SO2 0,5↔ O2 SO3 сдвигается вправо, в сторону образования SO3, при увеличении концентрации кислорода в газовой фазе, что приводит также к сдвигу равновесия вторичной реакции ZnO SO3↔ZnSO4 в сторону образования сульфата цинка.
Благодаря высокой скорости окисления сульфида цинка и повышению содержания сернистого ангидрида в газах при воздушно-кислородном дутье реакции ферритообразования, несмотря на возросшую температуру обжига, сказываются на качестве обожженных продуктов в меньшей степени. В результате степень растворимости цинка за счет снижения содержания сульфидной серы увеличивается.
Следующим существенным отличием обжига на дутье, обогащенном кислородом, является более высокая концентрация сернистого ангидрида в отходящих газах. Как известно, на каждый объем кислорода с воздушным дутьем в зону реакций вводится четыре объема азота, который не взаимодействует с компонентами концентрата и остается в обжиговых газах. При обогащении дутья кислородом до 33% на каждый объем кислорода приходится уже только два объема азота, т. е. активная часть дутья составляет не 1/5. как это имеет место в случае применения воздуха, а 1/3 общего объема. Из реакции ZnS 1,5 O2=ZnO SO2 видно, что кислород расходуется не только на окисление серы (1 объем), но и на образование окиси цинка (0,5 объема). При этом на 1,5 объема кислорода получается один объем SO2. Если для упрощения принять, что концентрат содержит только сульфиды, подобные сульфиду цинка, то при теоретическом расходе воздуха на обжиг концентрата максимальное содержание SO2 в отходящих газах составит  а при обогащении дутья кислородом до 33%
а при обогащении дутья кислородом до 33%  т. е. в 1,5 раза выше, чем при воздушном дутье.
т. е. в 1,5 раза выше, чем при воздушном дутье.
Практически при коэффициенте избытка воздуха 1,2-1,3 фактическая концентрация сернистого ангидрида в газах будет ниже на 20-30% (отн).
Вполне понятно, что с повышением содержания SO2 в газах сокращается и их объем. Это создает большие преимущества при строительстве и эксплуатации комплекса обжиговых и сернокислотных установок, так как сокращение объема газов снижает затраты на сооружение пылеулавливающих и газоочистных устройств, повышенная концентрация сернистого ангидрида позволяет более полно использовать мощности сернокислотного цеха и повысить степей извлечения серы из обжиговых газов.
Таблица 7
Результаты обжига цинковых концентратов при различном содержании
кислорода в дутье
| Содержание кислорода в дутье, % | Удельная производительность печи, т/(м2·сут) | Содержание в отходящих газах, % | Содержание в смеси огарка и циклонной пыли, % | ||
| SO2 | O2 | SS | SOSO4 | ||
| 24,5 | 8,20 | 12,88 | 3,0 | 0,45 | 1,90 |
| 27,0 | 8,45 | 14,05 | 4,6 | 0,21 | 2,62 |
| 28,0 | 8,44 | 14,00 | 6,9 | 0,20 | 2,70 |
| 29,0 | 8,40 | 13,49 | 10,6 | 0,17 | 2,70 |
| 35,0 | 8,35 | 13,20 | 13,9 | 0,06 | 3,15 |
В отечественной практике принято обогащать дутье кислородом до 30-34%, что является оптимальной концентрацией при имеющихся возможностях отъема тепла из зоны кипящего слоя. Повышение содержания кислорода в дутье без принятия особых мер по охлаждению слоя не дает большого эффекта при одном и том же отводе тепла и, кроме того, приводит к снижению степени использования кислорода. Об этом свидетельствуют опытные работы, проведенные на Усть-Каменогорском свинцово-цинковом комбинате с различным содержанием кислорода в дутье. Результаты работ приведены втабл. 7 [5].
Обобщая все сказанное выше об особенностях обжига с применением кислорода, можно сделать следующее заключение о преимуществах этого способа по сравнению с обычным воздушным дутьем:
1. Благодаря высокой скорости реакции окисления сульфидов за счет повышения концентрации кислорода в газовой фазе и увеличения температуры обжига производительность печей КС в зависимости от степени обогащения дутья возрастает на 40-70%.
2. Улучшается качество продуктов обжига по содержанию сульфидной серы и кислоторастворимого цинка.
3. В продуктах обжига увеличивается содержание сульфатной серы, необходимой для компенсации потерь серной кислоты в гидрометаллургическом цикле.
4. Повышается концентрация сернистого ангидрида обжиговых газах с 8-10 до 12-13% и уменьшается их объем на 20-30%.
Вместе с тем обжиг па воздушно-кислородном дутье вызывает укрупнение огарка и осложняет работу котлов-утилизаторов вследствие повышенного сульфатообразования.
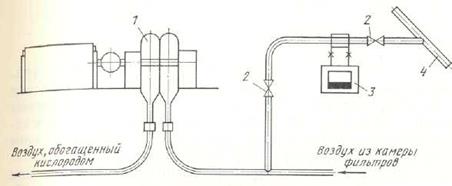
Рис. 16. Схема подачи кислорода к турбовоздуходувкам:
1- турбовоздуходувка; 2 — задвижка; 3 — расходомер кислорода; 4 -внешний кислородопровод.
В настоящее время в Советском Союзе освоен выпуск мощных кислородных станций, производительность которых составляет десятки тысяч кубических метров кислорода в час. На цинковых заводах установлены кислородные блоки первых моделей мощностью до 12 500 м3/ч. Эти блоки производят технический кислород (95% О2 и не более 0,1% водяных паров). На некоторых из этих блоков из воздуха попутно извлекают аргон.
Технологический процесс получения кислорода включает очистку воздуха от пыли, сжатие воздуха в компрессоре, глубокое охлаждение и сжижение его с последующим разделением в ректификационных колоннах на азот и кислород. На производство 1 м3 технического кислорода в зависимости от мощности станции расходуется от 0,5 до 0,8 кВт·ч электроэнергии.
При проектировании и строительстве кислородных станций особое внимание уделяется защите блоков разделения воздуха от ацетилена, находящегося в атмосфере предприятия. При попадании ацетилена в жидкий воздух и особенно в жидкий кислород он образуем взрывчатую смесь и может при накоплении в воздухоразделительном оборудовании вызвать взрывы.
Кислород для обогащения воздушного дутья печей КС подводится от внешней сети непосредственно к всасывающим трубопроводам, расположенным после камеры фильтров, к каждому из нагнетателей воздуха. Схема подвода кислорода показана на рис. 16.
Утилизация тепла
Утилизация тепла при обжиге цинковых концентратов имеет не только экономическое, но и технологическое значение. Так, наиболее полный и эффективный отъем тепла из кипящего слоя позволяет достигать в печи максимальной производительности и выдерживать при этом заданный температурный режим. Охлаждение обжиговых газов с помощью теплоутилизационных установок на пути от печи до электрофильтров обеспечивает необходимую температуру па входе в электрофильтры без разбавления газов и дает возможность направить их в сернокислотное производство с достаточной концентрацией сернистого ангидрида.
Как отмечалось выше, при обжиге сульфидного цинкового концентрата основное количество тепла выделяется в кипящем слое в результате экзотермических реакций окисления сульфидов. Количество выделяемого тепла зависит от содержания серы в концентрате и от степени десульфурации обжигаемого материала. При окислительном обжиге цинковых концентратов за счет экзотермических реакций выделяется до 2508000 кДж, апри обжиге пиритных концентратов — до 4180000 кДж на 1 т перерабатываемого материала.
Более половины выделяемого тепла выносится из зоны кипящего слоя и шахты печи с отходящими газами. Другая часть тепла расходуется на испарение влаги, содержится в твердыхпродуктах обжига, теряется через кладку печи. Остальное тепло является избыточным и должно быть отобрано из кипящего слоя системой охлаждения.
Примерные тепловые балансы печи КС с удельной производительностью 5-8 т сухого концентрата в сутки на 1 м2 площади пода приведены в табл. 8 и на рис. 17.
Как следует из табл. 8, при обжиге цинковых концентратов в печи КС можно полезно использовать до 75% выделяемого тепла, в том числе около 20% в зоне кипящего слоя и более 50% из отходящих газов. В соответствии с этим печи КС оборудуются как элементами для охлаждения кипящего слоя, так и для охлаждения газов по выходе их из печи.
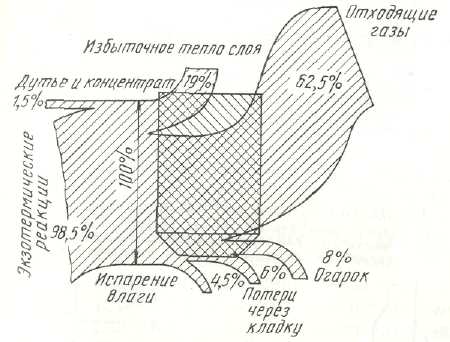
Рис. 17. Тепловой баланс обжиговой печи КС
Таблица 8
Тепловой баланс печи КС при работе на воздушном дутье [10]
| Приход, % | Расход, % | ||
| Тепло экзотермических реакций… | 98,6 | Тепло, уносимое огарком …………………… | 8,3 |
| Физическое тело концентрата……. | 0,4 | Тепло, уносимое пылью …………………… | 5,5 |
| Тепло, вносимое воздухом……….. | 1,0 | Тепло, расходуемое на испарение влаги……… | 4,5 |
| Тепло, уносимое отходящими газами ……… | 57,0 | ||
| Потери тепла через кладку печи …………. | 5,5 | ||
| Избыточное тепло кипящего слоя …………. | 19,2 | ||
| ИТОГО ………………………………..100,0 | ИТОГО ……………………………..100,0 |
Для отвода тепла из зоны кипящего слоя применяют змеевики (рис. 18), изготовленные из жаропрочных труб диаметром 76 и 89 мм, и трубчатые кессоны (рис. 19), также сделанные из труб, но значительно большего диаметра — 209 и 273 мм. Охлаждающая поверхность одного змеевика достигает 4 м2, трубчатого кессона — около 2 м2. Количество охлаждающих элементов (змеевиков, кессонов), устанавливаемых в зоне кипящего слоя, j определяется производительностью печи, температурным режимом обжига, а также системой охлаждения. Обычно устанавливают 8—10 кессонов.
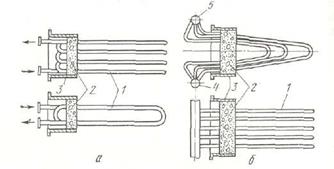
Рис. 18. Охлаждающие змеевики для кипящего слоя:
а — с принудительной циркуляцией; б — с естественной циркуляцией; 1 — охлаждающая поверхность; 2 — бетонная пробка; 3 — кожух пробки; 4 — нижний входной коллектор; 5 — верхний входной коллектор
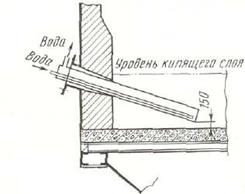
Рис. 19. Трубчатый холодильник для кипящего слоя
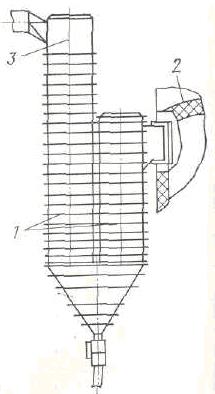
Рис. 20. Стояки с испарительным охлаждением:
1 — трубы; 2 — свод печи КС; 3 — корпус стояка
На отечественных заводах используют как водяное, так и испарительное охлаждение кипящего слоя. При испарительном охлаждении, не включенном в контур котла-утилизатора, давление пара не превышает 1,2 МПа. В случае, когда система испарительного охлаждения кипящего слоя составляет одно целое с котлом-утилизатором, давление пара достигает 4,2 МПа. Испарительное охлаждение более эффективное, чем водяное, так как позволяет не только отвести необходимое количество тепла из кипящего слоя, но и превратить его в пар, который затем используют для нужд производства. Система испарительного охлаждения одной печи может выдавать от 2 до 4 т пара в час.
Как отмечалось выше, обжиговые газы на выходе из печи имеют температуру 900-950° С. С такой температурой газы не могут направляться в циклоны и тем более в электрофильтры. Поэтому непосредственно за печами КС сооружают охлаждающие установки. Наиболее примитивным является охлаждение газов в вертикальных газоходах (стояках) воздухом, нагнетаемым в полость между двумя стенками стояка вентиляторами низкого давления (1,2 кПа). Для очистки внутренней поверхности стояков от пыли на них устанавливают механические встряхивающие механизмы. Для того чтобы охладить обжиговые газы в этих стояках-рекуператорах до 500° С, приходится сооружать их иногда диаметром 1,6 м и высотой 18 м. Однако отводимое из них тепло в виде горячего воздуха эффективно использовать не удается.
Более эффективно испарительное охлаждение стояков, применяемое на заводах «Электроцинк» и Челябинском цинковом (рис. 20). В этом случае снаружи к стенкам стояков приваривают разрезанные вдоль по диаметру трубы испарительного охлаждения. Давление пара, создаваемое в системе испарительного охлаждения, должно быть не менее 1,0-1,2 МПа во избежание коррозии внутренних стенок стояков.
Радикальным решением проблемы утилизации тепла обжиговых газов является также применение котлов-Утилизаторов. Эти агрегаты позволяют эффективно использовать тепло, превращая его в пар давлением 4,0- 4,2 МПа, который употребляют как для технологических,
так и для теплотехнических целей, вплоть до выработки электроэнергии с помощью паровых турбин.
Котлы-утилизаторы установлены и работают на трех цинковых заводах — Лениногорском, Алмалыкском, «Укрцинке». Ниже дается описание конструкции котла утилизатора Лениногорского цинкового завода, хорошо зарекомендовавшего себя в работе в течение ряда лет На этом предприятии за печами КС установлены вертикальные котлы-утилизаторы типа УККС 6/40. Котел изготовлен из труб диаметром 32 мм с толщиной стенки 5 мм. Испарительная поверхность котла равна 80 м2, па-роперегревательная 168м 2. Котел может вырабатывать 8-10 т пара в час с рабочим давлением 4000 кПа. Температура питательной воды составляет 100° С, температура пара 360—-400° С. Газы проходят котел со средней скоростью 7,5-8,7 м/с. При работе котла обжиговые газы поступают в него с температурой 900-950° С, а выходят с температурой 450° С, что с учетом последующего охлаждения в газоходах вполне допустимо для эффективной работы электрофильтров.
При подаче в печь КС 17000 м3/ч дутья потеря напора в котле-утилизаторе не превышает 0,6 кПа. Котел оборудован вибраторами С-788 для очистки поверхности нагрева от осевшей пыли. Пар из котла-утилизатора с давлением 4,0 МПа поступает в главный паропровод цеха, а затем через редукционное устройство с давлением 60 Па и температурой 180-200° С направляется в общую тепловую сеть завода.
При выборе способа охлаждения обжиговых газов (котлы-утилизаторы или испарительная система) следует руководствоваться местными условиями. Если предприятию не требуется пар относительно высокого давления (4,0-4,2 МПа), то предпочтительнее применять установки испарительного охлаждения как более дешевые и не требующие высококвалифицированного персонала для обслуживания при эксплуатации.
Одной из причин уменьшения срока службы котлов-утилизаторов и установок испарительного охлаждения является разрушение поверхности нагрева в результате образования настылей и химической коррозии металла. В процессе обжига на поверхностях змеевиков, ширм и экранов котлов-утилизаторов, в стояках и газоходах образуются настыли, состоящие из сульфата цинка (до 70%), окиси цинка (до 20%), феррита и сульфида, а также сульфатов меди и железа[2]. Сульфаты цинка и других металлов получаются при взаимодействии тонкодисперсного материала с обжиговыми газами в условиях низких температур (500-700° С), имеющих место во внутренних слоях настылей, прилегающих к металлу поверхностей охлаждения.
При попеременном понижении и повышении температуры газов часть сульфатов железа и меди разлагается с образованием серного ангидрида. Кроме того, окислению сернистого ангидрида до серного способствует повышение концентрации кислорода в газах в результате подсоса воздуха. Серный ангидрид взаимодействует с парами воды и образует серную кислоту, которая при понижении точки росы разрушает металл охлаждающих элементов. Таким образом, на коррозию металлических поверхностей теплоутилизационных установок в значительной мере влияет вторичное сульфатообразование, чему в большой степени способствует обогащение дутья кислородом.
Пылеулавливание
Очистка обжиговых газов от пыли необходима с целью возврата вынесенных из печей КС тонких фракций обожженного материала в технологический цикл, улавливания возгонов летучих соединений цветных металлов и подготовки газов к переработке на серную кислоту. Для этого газы из печей КС на пути от обжигового до сернокислотного цехов пропускают через систему охлаждающих и пылеулавливающих устройств, в которых улавливается вначале грубая, а затем более тонкая пыль. Наиболее распространена следующая схема движения газов. Из — под свода печи КС газы по двум коротким футерованным патрубкам поступают в охлаждаемые стояки. На некоторых предприятиях вместо стояков непосредственно у печей установлены котлы-утилизаторы. После стояков или котлов-утилизаторов газы направляются в аппараты грубого пылеулавливания — обычно циклоны, за которыми установлены эксгаустеры для отсоса газов из печей. Эксгаустеры подают газы в коллектор неочищенного («грязного») газа, а из него — в электрофильтры. После электрофильтров обжиговые газы также собираются в коллектор, по уже «чистого» газа, из которого их направляют в сернокислотный цех
По пути движения газов пыль улавливается в стояках или котлах-утилизаторах, затем вциклонах и электрофильтрах. Некоторое количество пыли оседает также в сборных газоходах (коллекторах) для «чистого» и «грязного» газа, откуда по мере накопления выпускается через разгрузочные воронки.
Количество и состав пыли, улавливаемой в каждом из этих сооружений, зависят от физико-химических свойств цинкового концентрата, режима обжига, скоростей газа в газоходной системе.
Различают два вида пыли: сравнительно крупную механическую пыль с размером частиц в несколько десятков микрометров и более топкую пыль — возгоны, состоящие из частиц с размером в десятые и сотые доли микрометров. Механическая пыль, мало отличающаяся по составу от обожженного продукта, разгружаемого через порог печи, улавливается в стояках, котлах-утилизаторах и циклонах, возгоны— в электрофильтрах. Чем тоньше частицы исходного цинкового концентрата, тем больше образуется механической пыли и улавливается в аппаратах для грубого пылеулавливания. Состав и количество возгонов в значительной мере зависят от содержания в сырье летучих соединений свинца, кадмия и других металлов. Состав пылей, улавливаемых в стояках и циклонах, приведен в гл. II. Состав пылей электрофильтров следующий, %: 42,06 Znобщ; 37,54 ZnHiSOi ; 16,93 ZnH20 ; 0,28 Сdобщ; 0,20 Cd раств; 1,67 Сu; 0,98 Pb; 9,8 Feобщ; 0,63 Fe раств; 9,66 Sобщ; 9,64 SSO4; 0,02 SS.
Котлы-утилизаторы, так же как и стояки, улавливают грубую пыль (более 50 мкм) в результате снижения скорости газов до величины, при которой оседают более крупные частицы обожженного материала. Конструкция стояков, в которые газ поступает из печей КС, описана выше. Выгрузку пыли из них производят с помощью консольных шнеков, обеспечивающих также минимальный подсос воздуха.
Более тонкую механическую пыль крупностью 5- 25 мкм улавливают в специальных аппаратах — циклонах. На цинковых заводах широко применяют циклоны конструкции Свердловского института охраны труда(СИОТ) № 10, 12 и НИИОгаза. Конструкция циклона НИИОгаз показана на рис. 21. Она состоит из наружного корпуса с цилиндрической и конической частью. По касательной к окружности цилиндрической части корпуса приварен патрубок для входа газа. На поверхности циклона имеется воздушная тепловая изоляция толщиной 150-200 мм.
Улавливание пыли в циклонах основано на действии центробежной силы. Газовый поток со скоростью 20 — 25 м/с входит черед патрубок вверху цилиндрической части циклона и, вращаясь, опускается к низу конической части. При этом под действием центробежных сил взвешенные в газовом потоке частицы пыли отбрасываются к стенкам корпуса циклона. Внизу конической части газы резко меняют направление движения, устремляясь вверх к выходу по внутренней вертикальной трубе, а частицы пыли, потеряв скорость, оседают в нижней части циклона.
Запыленность газов перед циклонами составляет 100-130 г/м3 (здесь и далее – при нормальных условиях), после выхода из циклонов 10 г/м3. К. п. д. циклонов находится в пределах 88-93%. Обычно на обжиговую печь устанавливают за каждым стояком по циклону СИОТ. Для эффективной работы циклонов необходимо следить за отсутствием в них подсоса наружного воздуха, так как при этом возникают восходящие потоки, препятствующие осаждению пыли. Необходимую плотность затвора обеспечивает консольный шнек, устанавливаемый для выгрузки пыли под конической частью Циклона. На некоторых заводах для более полной очистки Циклонов от пыли применяют пневматические молотки для обстукивания стенок корпуса циклона.
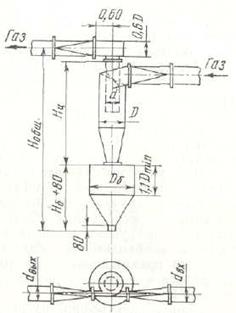

Рис. 21. Циклонный пылеуловитель типа НИИОгаз
Отсос газов из печей КС, создание оптимальной скорости их в циклонах и подача в электрофильтры обеспечиваются работой эксгаустеров, установленных за циклонами. Повсеместно применяют эксгаустеры типа Э-4 изготовленные в жаростойком исполнении, допускающей поступление в них газов с температурой 400-450° С. Производительность эксгаустера составляет 80 тыс. м3/ч, создаваемый напор 1,9 кПа.
Электроосаждение наиболее тонких частиц, пыли, возгонов из обжиговых газов основано на следующем принципе. Если между двумя металлическими электродами различной поверхности, например между листом и проводом, создать электрическое поле высокого напряжения (50-80 тыс. В), то пространство вокруг проводника наэлектризуется, частицы газа приобретут электрический заряд, в результате чего возникает голубое свечение. Происходит так называемое явление коронирования. Частицы пыли, находясь в межэлектродном пространстве, также заряжаются и, отталкиваясь от одноименно заряженного коронирующего электрода, оседают па другом электроде, называемом осадительным. Для электроосаждения пыли применяют постоянный ток. Один из электродов присоединяют к отрицательному полюсу, второй заземляют.
Для улавливания пыли используют электрофильтры различной конструкции: ГК-ЗО-ШГ, ОГП-4х16, У1Т1-4С и др. Могут быть трехпольные двухсекционные электрофильтры (ГК-30) и четырехпольные односекционные (ОГП-4х16). Однако в любом случае при выборе конструкции и числа электрофильтров исходят из объема газов и необходимости создания в электрофильтрах оптимальной скорости прохождения газов (0,5-0,8 м/с). Для этого после электрофильтров в системе газоходов поддерживают разрежение 0,10- 0,15 кПа.
Корпус электрофильтра выполнен из кирпича или бетона и покрыт снаружи листовой сталью для герметизации сооружения. Внутри корпуса (полей) подвешены коронирующие и осадительные электроды; внизу корпуса находятся бункера со шнеками для сбора и выгрузки пыли. Коронирующие электроды выполнены из нихромовой проволоки диаметром 2 мм, осадительные электроды — из отрезков стальной проволоки диаметром 8 мм, вставленных с шагом 15 мм в стальные полосы. Расстояние между коронирующими и осадительными электродами равно 130 мм.
Процесс очистки в электрофильтрах происходит следующим образом. Газ обжиговых печей, охлажденный до температуры 350- 400° С, поступает через входное отверстие в каждую секцию электрофильтра на газораспределительную решетку и далее в три (четыре) последовательно расположенных поля с подвешенными на них электродами. Если температура газа выше 420°С, он предварительно охлаждается за счет подсоса холодного воздуха. При прохождении газа между электродами частицы пыли под воздействием электрических сил направляются к осадительным электродам и, разряжаясь, оседают на них. Некоторое количество пыли оседает и на коронирующих электродах. Осевшая на электродах пыль, если ее не удалять, ухудшает улавливающую способность фильтра. Для удаления пыли электроды периодически встряхивают с помощью специальных механизмов.
Встряхивание коронирующих электродов осуществляется автоматически примерно один раз в минуту. Осадительные электроды встряхиваются реже. Обычно в фильтрах ГК-30 встряхивание осадительных электродов первого поля производится через 30 мин, второго через 60 мин, а третьего — через 180 мин.
Запыленность газов на входе в электрофильтр составляет 8-10 г/м3 Сухие электрофильтры работают с высоким К. П. Д. – 95-98%, благодаря чему на выходе из них запыленность не превышает 0,15-0,20 г/м3. Особое внимание при обслуживании электрофильтров уделяется температуре входящих газов. Она должна составлять не менее 350-400° С. При более холодных газах температура на выходе из электрофильтров может понизиться до 250° С и вызвать тем самым конденсацию паров серной кислоты и разрушение фильтра.
После каждого встряхивания электродов пыль падает вниз и накапливается в бункерах электрофильтра, из которых ее при помощи шнека периодически, обычно один раз в сутки, выгружают и направляют на переработку совместно с огарком и циклонными пылями. Для облегчения выгрузки пыли из бункеров на последних устанавливаются электромагнитные вибраторы.
§
В обязанность производственного персонала (мастеров, бригадиров, рабочих ведущих профессий), обслуживающего печи КС и связанные с ними теплотехнические и пылеулавливающие сооружения, входят: контроль технологического процесса и соблюдение заданного режима обжига, подготовка печей к остановке на капитальный ремонт и обеспечение успешного пуска печей в работу после капитального ремонта.
Контроль технологического процесса охватывает весь комплекс производственных операций, начиная от подготовки шихты и кончая передачей в цех выщелачивания продуктов обжига, а в сернокислотный цех — обжиговых газов.
Контроль количества и качества шихты
Для обеспечения планового выпуска металла необходимо постоянно знать количество шихты, которое загружают в печь, и содержание в ней цинка, т. е. производительность печи по перерабатываемому материалу (в сухой массе) и по основному металлу. Суточную производительность печи при влажности шихты 10% подсчитывают по формуле
Q = vhBy24·0,9,
где Q — производительность печи, т/сут сухой шихты;
v — скорость ленты питателя, м/ч;
h — средняя толщина слоя на ленте, м;
В — средняя ширина слоя материала на ленте,
y — объемная масса шихты, т/м3;
0,9 — коэффициент, учитывающий влажность шихты.
Практически контроль за количеством поступающей в печь шихты осуществляют несколько раз в смену путем замера толщины слоя материала на ленте питателя и периодического взвешивания 1 пог. м шихты. Суточную загрузку шихты контролируют по данным конвейерных весов. Влажность шихты определяют не реже одного раза в смену. Необходимо иметь в виду, что автоматическое регулирование питания печи шихтой не освобождает персонал от регулярного контроля этого параметра указанным способом.
Контроль качества шихты учитывает как физическое состояние, так и химический состав. Для этого ежесменно определяют ситовый состав шихты, в основном на содержание зерен крупнее и мельче 3 мм, а также на наличие комков величиной 10 мм. Наряду с содержанием цинка в шихте, которое необходимо знать по указанным выше причинам, в ней ежесуточно определяют содержание серы, железа, свинца, кремнезема, меди, а на некоторых предприятиях и натрия.
По содержанию серы технолог цеха устанавливает соответствующий расход воздуха, подаваемого в печь, а знание содержания железа, свинца и кремнезема помогает правильно выбрать температурный режим обжига, в частности несколько снизить его температуру, если замечено существенное отклонение в сторону увеличения содержания свинца и кремнезема по сравнению с технологической инструкцией. Безусловно, режим обжига в зависимости от состава шихты ежесуточно не меняется, так как сырье поступает на завод более или менее стабильного состава, но в ряде случаев возможны серьезные отступления по качеству сырья, тогда контроль состава шихты поможет предотвратить нежелательные последствия и в процессе обжига, и в процессе выщелачивания. Характерным в этом отношении является пример с влиянием натрия на процесс обжига, имевший место на одном из заводов несколько лет назад. В шихту обжига поступал сульфид пинка, полученный на свинцовом производстве в результате содовой электроплавки свинцовых пылей с последующим разложением плавов водой. Так как контроль на содержание натрия в шихте отсутствовал, то большое разовое поступление этого материала в шихту (до 0,23% Na) не было своевременно обнаружено и привело к резкому укрупнению материала в печи КС, залеганию слоя на подине и забиванию газоходной системы пылями, сцементированными сульфатами.
Подробный анализ исходных материалов и процессов, происходящих в кипящем слое, позволил следующим образом объяснить причины укрупнения и залегания концентрата в печи КС при наличии в нем натрия. Известно, что все соединения натрия легкоплавки, поэтому при содержании в цинковом концентрате даже 0,2% Na в виде сульфата, хлорида или окиси на поверхности частиц огарка может образоваться слой жидкости, состоящий из легкоплавких соединений натрия. Так, в системе Na2SO4 -ZnSO4 образуется легкоплавкая смесьс температурой плавления 472° С; смеси в системе NaCl-ZnSO4 плавятся при 370° С; в системе Na2O-ZnO-SiO2 смесь имеет температуруплавления 750° С.
Таким образом, во всех случаях температура плавления смесей, содержащих соединения натрия, заметно ниже обычной температуры обжига цинковых концентратов в печи КС. Вследствие этого образующаяся на поверхности частиц огарка вязкая жидкость из легкоплавких смесей способствует их слипанию между собой, постепенному укрупнению и залеганию слоя с образованием так называемого козла.
Содержание меди, а также кремнезема в шихте необходимо знать для того, чтобы своевременно предвидеть возможные последствия для выщелачивания огарка: снижение рН пульпы, увеличение расхода цинковой пыли, ухудшение процесса отстаивания и фильтрации и другие трудности, которые может повлечь за собой увеличение количества этих компонентов в шихте.
Цинковым заводам, исходя из баланса сырья на планируемый год, устанавливают номенклатуру и количество концентратов, поставляемых горно-обогатительными предприятиями. Поэтому качество сырья и шихты является более или менее постоянным. Однако, как это было замечено в практике, иногда на завод могут поступать концентраты иного состава. Контроль за качеством поступающего сырья возлагается на отделы технического контроля, которые обязаны своевременно предупредить в этих случаях технический персонал обжигового цеха и руководство завода.
Контроль температуры, тяго-дутьееого режима
При постоянном равномерном питании печей КС Шихтой определенного состава технологический процесс обжига цинковых концентратов протекает достаточно стабильно, если при этом соблюдаются такие важнейшие параметры, как температура, упругость и расход воздуха, тяговый режим в газоходной системе, теплотехнических и пылеулавливающих сооружениях. Контроль температуры важен не только в кипящем слое, но и по всей технологической цепочке, вплоть до сернокислотного цеха. Температуру измеряют стационарными термопарами, установленными в определенных местах, а приборы, регистрирующие показания термопар, выносят на щиты пульта управления. Поэтому печевой может наблюдать за температурным режимом, находясь в помещении пульта и следя за шкалой электронных потенциометров.
Температуру в зоне кипящего слоя контролируют обычно в шести точках, причем отклонение между ними допускается не более 15—20° С. В этом случае персонал уверен, что массообмен и теплообмен в кипящем слое происходят нормально, а процесс обжига идет равномерно с одинаковой интенсивностью во всей массе материала. Значительные отклонения температуры имеют место чаще всего при залегании слоя в какой-нибудь части подины. Эта причина должна быть срочно выявлена и устранена в соответствии с рабочей инструкцией.
При стабильном и равномерном «кипении» отклонения от заданного температурного режима в зоне кипящего слоя могут быть в меньшую или большую сторону. Резкое падение температуры слоя может произойти вследствие прекращения подачи шихты в печь или поступления воды через вышедший из строя охлаждающий элемент (кессон или змеевик). Для восстановления заданной температуры необходимо в первом случае устранить зависание шихты в бункере или забивание загрузочной течки, а во втором — обнаружить прогоревший кессон или змеевик и прекратить подачу на него воды.
Причиной постепенного падения температуры кипящего слоя может являться также уменьшение содержания кислорода в дутье в результате снижения давления в кислородопроводе, из которого поступает кислород во всасывающее отверстие воздуходувки. В этом случае до окончательного выявления причины снижения давления кислорода необходимо перейти с автоматического на ручное управление задвижкой на кислородопроводе.
Повышение температуры кипящего слоя обычно происходит в результате увеличения загрузки печи шихтой, вследствие нарушения работы питающих устройств или неисправности автоматики. Для восстановления температуры до заданной величины необходимо прекратить подачу кислорода, уменьшить загрузку шихты в печь, а в особых случаях подать в печь воду через форсунку.
Поддержание оптимальной температуры под сводом печи необходимо для завершения реакций обжига наиболее тонкой фракции концентрата и обеспечения температурного режима в газоотводящих и пылеулавливающих устройствах. На практике чаще сталкиваются с повышением температуры в результате чрезмерно высокой температуры в зоне кипящего слоя и увеличенного расхода воздуха на форкамеры и подину печи. Иногда причиной этого является и пониженная влажность шихты.
Высокая (против заданной) температура газов под сводом может вызвать преждевременный выход из строя газоходной системы, особенно при воздушном охлаждении стояков, увеличение скорости газов, поступающих в циклоны и электрофильтры, и, как следствие, снижение эффективности пылеулавливания этих аппаратов. Для снижения температуры под сводом печи до нормы необходимо проверить и отрегулировать загрузку печи шихтой, довести влажность шихты до установленной кондиции и, если это не поможет несколько снизить количество дутья на подину и форкамеры печи.
Из сказанного понятно также значение количества и упругости дутья для правильного ведения процесса обжига. Роль этих факторов еще более возрастает, когда печь КС работает на дутье, обогащенном кислородом.
Снижение расхода воздуха и степени обогащения его кислородом могут привести к понижению температуры в зоне кипящего слоя, уменьшению производительности печи, ухудшению качества продуктов обжига, а падение давления воздуха под подиной печи неизбежно вызовет снижение скорости восходящего потока газов, вплоть до залегания слоя. Напротив, чрезмерный расход воздуха, увеличенная концентрация кислорода в дутье и высокое Давление воздуха под подиной приведут к повышению температуры в кипящем слое и под сводом печи (а также к увеличению пылевыноса).
Гарантией стабильности технологического процесса служит точное соблюдение всех параметров дутья. Для их контроля в распоряжении обслуживающего персонала имеются соответствующие измерительные и автоматические регулирующие устройства, показания которых внесены на щит управления печами. Решающее значение при этом имеет бесперебойная работа воздуходувных машин и кислородной станции. Наиболее характерным показателем расхода воздуха и кислорода, эффективного их использования служит содержание кислорода в отходящих из печи газах. Концентрация кислорода при правильном ведении технологического обжига должна быть не менее 4 и не более 6%. Анализ газов на содержание свободного кислорода следует проводить не реже одного раза в смену.
В обеспечении эффективной работы газоотводящих и пылеулавливающих сооружений немаловажное значение имеет тяговый режим. Как уже говорилось выше, для каждого пылеулавливающего аппарата есть своя оптимальная скорость движения газов. Эта скорость является функцией двух величин (при постоянном объеме дутья): температуры, которая определяет фактическим объем газов в каждой точке газоходной системы, и разрежения, создаваемого эксгаустерами обжигового цеха и нагнетателями сернокислотного цеха.
Разрежение должно быть минимально необходимым для поддержания оптимальной скорости газов. Снижение разрежения, помимо уменьшения скорости газов, создает повышенное давление их под сводом печи и выбивание газов через различные неплотности в газоходной системе. Слишком высокое разрежение наряду с повышением скорости газов приведет к большим, вредным! для технологического процесса, подсосам наружного воздуха.
Давление газов под сводом печи, разрежение по всему газоходному тракту измеряют тягонапоромерами с выносом показателей на щит управления печами. Регулирование разрежения производят дроссельной задвижкой на всасывающем патрубке эксгаустера.
Контроль качества твердых продуктов обжига
Точное соблюдение технологического режима работы печи КС должно обеспечивать получение плановых показателей качества как твердых продуктов обжига, так и серусодержащих газов. За основу для контроля этих показателей в твердых продуктах обжига принимают содержание соединений серы. В огарке и циклонной пыли определяют содержание сульфидной и сульфатной серы. Сульфидная сера характеризует полноту обжига цинкового концентрата и до известной степени (при прочих равных условиях) растворимость цинка в огарке, сульфатная — наличие растворимых в воде сульфатов.
Пробы огарка и циклонной пыли отбирают через каждые 2 ч и обязательно от каждой печи. Из разовых проб составляют затем сменные пробы по печам и в целом по цехуили отделению. Важно, чтобы результаты анализа огарка и циклонной пыли на соединения серы быстро доводились до печевых для оперативного вмешательства в работу печей в случае необходимости.
При отклонениях от заданного технологического режима повышенное содержание сульфидной серы обнаруживается прежде всего в циклонной пыли, что указывает на большой пылевынос вследствие чрезмерного большого количества дутья, пониженной влажности шихты или завышенной загрузки печи шихтой. Для доведения содержания сульфидной серы до нормы эти причины необходимо устранить в первую очередь.
Наряду с анализом па соединения серы, но значительно реже определяют ситовый состав огарка по граничному зерну. 0,25 мм. Циклонную пыль на этот показатель не анализируют ввиду малой крупности частиц.
Контроль отходящих из печи газов
Количество и объем отходящих из печей газов должны строго соответствовать расчетным, так как принять большее количество газов сернокислотное производство не может. Для соблюдения этого условия необходимо постоянно устранять возможные подсосы воздуха в газоходную систему. Качество обжиговых газов, направляемых в производство серной кислоты, определяется их запыленностью и содержанием сернистого ангидрида. Высокая запыленность газов служит источником различных нежелательных последствий в сернокислотном цехе. Главное из них — забивание пылью оборудования промывного отделения. При снижении концентрации сернистого ангидрида ниже допустимой величины возникает Угроза уменьшения выпуска серной кислоты, а также перерасхода топлива на подогрев газа перед контактными аппаратами.
Запыленность газов определяют ежесуточно на входе в пылеулавливающие аппараты (циклоны, электрофильтры) и на выходе из них, а конечный показатель запыленности определяют в «товарной» точке газоходной системы между обжиговым и сернокислотными цехами. Иногда запыленность контролируют разовыми пробами и в других точках, если в этом возникает необходимость Высокая запыленность газов после циклона является следствием нарушения режима работы циклона. Здесь могут быть две причины: зарос пылью входной патрубок циклона или образовались подсосы воздуха через лючки и разгрузочный шнек. Для устранения этих причин необходимо очистить от пыли патрубок и устранить подсосы воздуха.
Повышенная запыленность газов после электрофильтров появляется чаще всего в результате несвоевременной разгрузки пыли из бункеров электрофильтров, нарастания «колбас» на электродах (в этом случае электрофильтр не держит нагрузку) и обрыва коронирующих электродов. Для восстановления к. п. д. электрофильтра нужно соответственно тщательно очистить бункера от пыли, несколько понизить температуру газов на входе в фильтр, наладить режим встряхивания электродов и удалить обгоревший электрод.
Концентрацию сернистого ангидрида в газах определяют автоматическими газоанализаторами только в «товарных» точках. Кроме того, практикуют проверку показаний газоанализаторов с помощью ручного отбора проб и последующего химического анализа газов. Если при нормальном ходе обжига концентрация SO2 в газах стала понижаться, то это является обычно следствием подсосов воздуха в газоходной системе и на дросселях неработающих секций электрофильтров, которые должны быть устранены.
Остановка печи на ремонт
Кратковременные (продолжительностью до 12 ч) остановки печей КС допускаются для чистки форкамер или устранения продувов в кипящем слое. Для этого температуру в печи снижают до 300° С, но огарок из печи не выгружают. При появлении течи в кессонах, змеевиках, аэроводохолодильнике для огарка или неполадок в системе котла-утилизатора печь срочно останавливают по распоряжению технолога цеха для устранения возникших неполадок.
Более длительные остановки печей на срок 3-5 сут вызываются иногда необходимостью чистки всего газоходного тракта от пыли. В этот же период обычно про’ изводят и средний ремонт печи. Работы по очистке от настылей подины и шахты обжиговой печи, стояков, циклонов, газоходного тракта должны выполняться с соблюдением правил техники безопасности, предусмотрены специальной инструкцией. Особое внимание следует обращать также на опрессовку систем водяного и испарительного охлаждения, проверку и замену контрольно-измерительных приборов и средств автоматики.
Перед остановкой печи на средний или капитальный ремонт, прежде всего, прекращают подачу кислорода к всасывающему отверстию воздуходувки, одновременно останавливают работу загрузочных устройств. При снижении температуры в зоне кипящего слоя до 850° С расход воздуха снижают до минимума (4-6 тыс. м3/ч), а печь отключают от газоходной системы. На этом дутьевом режиме печь охлаждают в течение двух суток, после чего огарок из печи выгружают через донные отверстия в подине (если таковые имеются) или через кессонные окна и дверки печи.
Пуск печи в работу после ремонта
Несмотря на простоту конструкции печей КС, успешный запуск их в эксплуатацию после проведения среднего или капитального ремонта, а также вновь построенных требует тщательной подготовки и особого внимания обслуживающего персонала во время сушки и разогрева печи.
При подготовке печи к пуску вхолостую производят опробование всех транспортных и загрузочных устройств; проверяют исправность ручного и дистанционного управления дросселей, шиберов, задвижек на воздуховодах, кислородопроводе и газоходном тракте; испытывают световую сигнализацию, установленную на щите, работу питателей, шнеков, вентиляторов, эксгаустеров, транспортных механизмов; производят контрольную опрессовку всей системы водяного или испарительного охлаждения кипящего слоя, стояков; проверяют готовность котла-утилизатора к эксплуатации; открывают задвижки на выброс пара в атмосферу и одновременно подготавлива-1От к работе мазутную линию (включают подогреватель мазута и прокачивают кольцевую магистраль).
После этого печь ставят па сушку по специальному температурному графику. Сушку можно осуществлять как дровами, так и мазутом или газом, но при этом сопла подины перекрывают специальными листами. После окончания сушки стальные листы удаляют, подину тщательно очищают от золы или нагара, отверстия в соплах прочищают и продувают воздухом.
Наиболее ответственным этапом пуска печи является ее разогрев. Прежде всего печь загружают огарком. Эту операцию можно производить как без дутья, так и под дутьем. Важно при этом, чтобы огарок был определенного класса (не имел тонких фракций и не содержал крупных кусков — более 5-10 мм). Такой материал или заготавливают заранее и хранят в кюбелях на складе, или берут с работающих печей КС. Толщина слоя огарка па подине печи в спокойном состоянии может составлять в зависимости от местных условий 500-700 мм; необходимо только, чтобы этот слой обеспечивал упругость дутья под подиной 15-16 кПа при расходе воздуха примерно 1000 м3/ч.
Низ печи во время разогрева находится под разрежением. Поэтому перед началом разогрева для предотвращения подсоса воздуха закрывают плотно все дверки, кессонные окна, течки и другие отверстия в печи, а также все люки и дроссели в газоходной системе до и после эксгаустера. Эти меры необходимы для того, чтобы не охлаждать низ печи и не затягивать период разогрева. Топочные газы в период разогрева сбрасываются в атмосферу через свечи или люки стояков, а на ряде предприятий — через санитарную трубу. Особое внимание уделяют контролю температуры и давлению газов под сводом печи. Температура не должна превышать 1000° С, давление поддерживают в пределах 20-50 Па.
Разогрев печи и слоя огарка начинают с включения мазутных или газовых форсунок по одной с противоположных сторон печи и направленных на поверхность, слоя огарка, не допуская, однако, попадания на него мазута. График подъема температур на каждом предприятии устанавливают по-разному. Желательно, чтобы скорость нагрева материала в слое не превышала 100-110° С/ч. Для этого первый час форсунки должны работать на средней мощности, а затем, по достижении температуры под сводом 650-700° С, их переводят на полную мощность, подключают еще одну — две форсунки и начинают более интенсивный прогрев слоя огарка. Некоторые заводы предпочитают для этой цели кратковременно (на 2-3 мин) «поднимать» слой во время разогрева через каждый час на дутье 10000-18000 м3/ч, а затемснижать дутье до 6000-9000 м3/ч.
Загрузку концентрата в печь начинают при температуре огарка 500-600° С. При этом используют более сухой,чем обычно, концентрат с влажностью 7-8%. На одних предприятиях в печь вначале подгружают небольшие порции концентрата вручную до достижения температуры слоя 600-650° С, а затем пускают в работу загрузочные питатели, на других — разогревают огарок до 600° С и сразу же включают загрузочные устройства.
Принципиальной разницы в этих приемах нет. Необходимо только, чтобы дальнейшее увеличение расхода воздуха, степень обогащения его кислородом и величина загрузки печи шихтой соответствовали установленному графику подъема температуры в кипящем слое. Важно также обеспечить при этом тщательное наблюдение за состоянием «кипения» слоя, которое должно быть равномерным по всей площади печи, и своевременно устранять шуровками возможные залегания слоя, не допуская образования «козлов».
При температуре в слое 800° С и удовлетворительном его «кипении» форсунки начинают постепенно по одной отключать. Когда температура повысится до 880-900° С, подачу топлива в печь полностью прекращают, включают в работу эксгаустер, открывают дроссели на его выходном и входном отверстиях, а также после циклонов и перекрывают сброс газов в атмосферу. Одновременно печь вводят в общую газоотводящую систему и обжиговые газы направляют в сернокислотное производство.
Для определения оптимального питания печи полезно проверить наличие перегруза ее шихтой. С этой целью на 4-5 мин прекращают подачу шихты. Если при этом температура кипящего слоя начнет снижаться, перегрузки печи шихтой нет; если температура не падает, печь перегружена. В первом случае питание печи восстанавливается в прежнем размере, во втором — уменьшается до минимума.
В дальнейшем устанавливают заданный технологиями режим по количеству и давлению дутья, обогащению его кислородом, а также соответствующий температурный и тяговый режим в зоне кипящего слоя, под сводом печи, в газоотводящей и пылеулавливающей системе.
При остановках и пусках печей КС описанным способом неизбежно приходится сбрасывать в атмосферу некоторое количество запыленных газов с низким содержанием SO2, что вызывает загрязнение воздушного бассейна в районе деятельности предприятия.
На Усть -Каменогорском свинцово-цинковом комбинате освоен новый метод остановок печей КС, сушки и разогрева их без загрязнения окружающей среды вредными выбросами.
Этот метод заключается в следующем. При остановках печей, их сушке и разогреве сульфидный материал (цинковый концентрат) постепенно и в полном соответствии с количеством подаваемого дутья и содержанием в нем кислорода заменяется элементарной серой, определенной крупности, исключающей вынос се из зоны кипящего слоя. Углеродистое топливо в небольшом количестве применяется только для воспламенения серы.
Благодаря тому что температура воспламенения и горения серы значительно ниже, чем у сульфида цинка и сульфидов других металлов, создается возможность практически при самых низких температурах кипящего слоя обеспечивать такое содержание SO2 в газах, которое в смеси с обжиговыми газами других работающих печей КС удовлетворяет требованиям технологии сернокислотного производства.
Необходимо отметить, что пуск и остановка печей этим способом возможны лишь по четко разработанному и строго соблюдаемому температурному графику, увязанному с количеством дутья и концентрацией в нем кислорода. Учитывая, что собственно разогрев печи занимает при этом не более 4 ч, эффективность нового метода с экономической и экологической точек зрения является очевидной, и он заслуживает распространения на других цинковых заводах.
§
Техническое развитие процесса обжига в кипящей слое происходит как в направлении совершенствования технологии, так и внаправлении создания новых конструкций более производительных обжиговых печей.
В настоящее время в отечественной и мировой практике можно отметить три основных направления совершенствования технологии обжига цинковых концентра-т0В в кипящем слое: применение кислорода, высокотемпературный обжиг и обжиг концентратов ввиде пульпы.
Одним из главных путей совершенствования технологии обжига является повышение степени обогащения дутья кислородом. Ввиду резкого снижения объема газов дальнейшее увеличение концентрации кислорода в дутье позволит повысить производительность печей КС без реконструкции газоходной системы и пылеулавливающих устройств и передать очищенные газы с более высоким содержанием SO2 в сернокислотное производство. Учитывая технический уровень производства серной кислоты, а также проведенные научно-исследовательские работы в этой области, можно считать, что переработка высококонцентрированных сернистых газов не будет являться неразрешимой проблемой.
Однако переход на более обогащенное кислородом дутье тесно связан с решением вопроса об отводе тепла из зоны кипящего слоя, так как уже сейчас при содержании кислорода в дутье 30-34% охлаждение слоя с помощью кессонов вызывает определенные трудности. По-видимому, решение этого вопроса может быть найдено путем создания более совершенной конструкции испарительного охлаждения с развитой поверхностью охлаждения. Разместить в кипящем слое высотой 1,0-1,2 м много охлаждающих элементов по всей вероятности не удастся. Поэтому увеличение высоты слоя до 1,8-2,0 м, помимо положительного эффекта от увеличения объема материала в печи и толщины слоя, создаст также более благоприятные возможности для размещения системы испарительного охлаждения.
В отечественной и зарубежной практике максимальная температура обжига цинковых концентратов обычно не превышает 1000° С. Гинцветмет на Беловском цинковом заводе провел испытания обжига концентратов при 1080-1120° С для последующей гидрометаллургическойпереработки огарка [7]. При этом наблюдалось спекание мелких частиц концентрата (средний диаметр зерен 0,8 мм), благодаря чему пылевынос не превышал 25%. Наряду с повышением степени растворимости цинка в огарке до 95-96% за счет изменения структуры феррита цинка увеличилось относительное содержание Растворимых форм железа (10-15%) и кремнезема
Обжиг этого материала в аналогичных условиях при 950° С показал степень растворимости цинка, железа и кремнезема соответственно 91,7; 4,7 и 38,5%. Таким образом, преимущество, создаваемое высокотемпературным обжигом, в отношении растворимости цинка в огарке и снижения пылевыноса в значительной мере сводится на нет увеличенным переходом в раствор железа и кремнезема при последующем выщелачивании огарка. Поэтому высокотемпературный обжиг цинковых концентратов не нашел широкого распространения в мировой практике и, по литературным данным, применяется лишь на одном заводе «Ла-Оройа» (Перу) для переработки малокремнистых концентратов.
Обжиг цинковых концентратов в виде пульпы применяется на некоторых заводах Японии и Югославии. При этом способе упрощается схема подготовки концентратов к обжигу, уменьшаются капиталовложения и эксплуатационные расходы, сокращаются потери металла за счет упразднения переделов фильтрации и сушки. Вместе с тем усложняется переработка влажных сернистых газов, увеличивается коррозия оборудования и газоотводящих систем, съем пара на 1 т обжигаемого концентрата уменьшается на 15-20%. Поэтому обжиг пульпы для сухих привозных цинковых концентратов нецелесообразен. В отдельных случаях, когда обогатительная фабрика и цинковый завод находятся на одной территории, преимущества этого метода могут быть реализованы в конкретных условиях данного предприятия. Здесь уместно сказать об опыте Лениногорского цинкового завода по выводу загрязненной промывной кислоты из процесса путем подачи ее в обжиговые печи через форсунку. В ряде случаев промывная кислота может быть использована как для репульпации концентрата, так и для снижения температуры в кипящем слое при соблюдении условий, предохраняющих разрушение газоходной системы от коррозии.
При разработке новых конструкций печей КС учитывают следующие обстоятельства. Удельная производительность печей определяется, как уже отмечалось ранее, количеством дутья, подаваемого в печь, на единицу площади пода. При использовании только воздушного дутья (а в мировой практике наметилась тенденция создания новых, более производительных печей без применения кислорода) на каждый 1 м2 площади пода можно при существующей практике подать только 600-675 м3
дутья в час. Больший расход дутья неизбежно приводит к увеличению пылевыноса и высокой температуре под сводом и, как следствие, к получению циклонной пыли
низкого качества по содержанию сульфидной серы.
В связи с этим одно из направлений повышения единичной мощности печи состоит в механическом расширении площади пода с 30 до 90-100 м2 при сохранении существующей напряженности дутья и соответственно удельной производительности печи 7-8 т/(м2·сут). Такие печи уже работают за рубежом, перерабатывая от 500 до 800 т концентрата в сутки. Одновременно с увеличением площади пода коренным образом изменяют способ загрузки печи шихтой. Печи строят без форкамер, применяя скоростные ленточные питатели для забрасывания шихты в печь.
При проектировании новых гидрометаллургических цинковых заводов предусматривают установку в обжиговом цехе только одной печи необходимой мощности, обеспечивающей выпуск всего запланированного цинка. На время капитального ремонта этого единственного печного агрегата создают на складе огарка запас обожженного материала на 20-30 дней. Ремонт сернокислотной системы (также большой мощности) приурочивают ко времени ремонта обжиговой печи.
Разработки новых конструкций печей направлены на уменьшение пылевыноса и снижение температуры газов под сводом при большей напряженности дутья. Для этого создают печи переменного сечения, когда площадь сечения печи в надслоевом пространстве значительно превосходит площадь пода. В такой печи происходит резкое снижение скорости газов в шахте печи, благодаря чему много вынесенных из слоя частиц материала, обжигаясь во взвешенном состоянии, снова возвращается в кипящий слой и выгружается из печи через сливной порог. Другое направление решения проблемы снижения пылевыноса состоит в сооружении циклонов возврата (рис. 22), примыкающих к верхней части печи, которые позволяют принять газы с высокой температурой и большой запыленностью. При этом вынесенные из печи частицы более грубой пыли осаждаются в циклонах и снова возвращаются в печь. Происходит циркуляция относительно крупных частиц огарка. Более тонкие его частицы(хорошо обожженные) уносятся газами далее в пылеулавливающие устройства и там улавливаются, а крупные, оборачиваясь несколько раз в печи, дополнительно обжигаются и разгружаются через порог.
Чтобы сохранить оптимальную температуру газов под сводом печи, разрабатывают печи со встроенными в шахту печи охлаждающими элементами. Такую конструкцию печи испытывают на одном из отечественных заводов. В случае положительных результатов испытания появится возможность, подбирая различную поверхность охлаждения, снизить температуру газов в шахте и под сводом печи до заданной по технологическому режиму.
Возможно, что ни одно из перечисленных направлений создания различных печей КС новой конструкции не сможет решить полностью проблему интенсификации процесса обжига, поэтому представляется более реальным создание такой конструкции печи, которая включала бы преимущества каждого направления. Эта печь, по-видимому, должна иметь зону кипящего слоя большой высоты с весьма развитой поверхностью испарительного охлаждения, шахту переменного сечения с максимально возможным по конструктивным соображениям отношением объема надслоевого пространства к площади пода (V/S), встроенным котлом-утилизатором и циклонами возврата пыли.
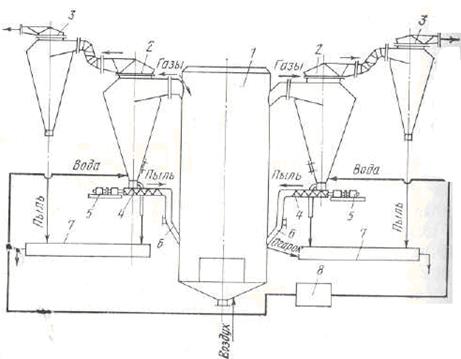
Рис. 22. Схема обжиговой печи КС с циклопами возврата:
1 — печь КС; 2 — циклоны возврата; 3 -циклоны «СИОТ»; 4 -шнеки возврата пыли; 5 -привода шнеков; 6 — течки возврата пыли; 7 — желоба для смыва огарка; 8 — насос для подачи воды
Очевидно, претерпит изменения и компоновка основного оборудования, входящего в комплекс печи КС. Так, будут значительно приближены к печи все пылеулавливающие устройства, особенно электрофильтры. При этом они должны быть модернизированы на прием газов с более высокой температурой. Такая компоновка оборудования позволит максимально герметизировать газоотводную систему, значительно сократить подсосы наружного воздуха, повысить концентрацию сернистого ангидрида в газах и исключить конденсацию паров серной кислоты в электрофильтрах.
[1] Алексеев Ю.В. – Цветные металлы.- 1970.- № 10.- с. 14-17.
[2] Огиенко, А.С., Ярыгин, В. И., Абрамовская, Л.А. — «Цветные металлы», 1974, №8, с. 20-21