
Желаю успехов во благом.
В настоящее время существует более 50-и способов сварки. Мы же рассмотрим самые распространенные виды сварки в быту и профессиональной сфере: ручную электродуговую (MMA), в среде защитного газа (MIG-MAG) и аргонодуговую (TIG). В чем принципиальное отличие оборудования? Какими достоинствами и недостатками обладает тот или иной тип сварки? Давайте разберемся по порядку и постараемся дать краткую характеристику для перечисленных способов, понятную даже новичку.
Обработкой металлов человечество занимается с доисторических времен. Как только люди открыли для себя металл, встал вопрос о его обработке.
Сейчас же сварка является «незаметной», но ключевой технологией в ведущих отраслях мировой индустрии. С применением сварочных технологий производится более половины валового национального продукта промышленно развитых стран.
Существует более 50 способов сварки, а пока идет этот ролик, возможно, изобрели еще один.
Бессмысленно и даже вредно в коротком рассказе охватить все виды. Разберемся с самыми популярными способами, с которыми Вы встречаетесь каждый день и от которых зависит выбор сварочного аппарата.
В строительстве, ремонте, авторемонте, самые распространённые способы сварки – это ручная электродуговая сварка (ММА), сварка в среде защитного газа (MIG-MAG), аргонодуговая сварка (TIG) и контактная сварка.
Аргон нетоксичен и невзрывоопасен, однако представляет опасность для жизни: при его вдыхании человек мгновенно теряет сознание, и через несколько минут наступает смерть. В смеси аргона с другими газами или в смеси аргона с кислородом при объемной доле кислорода в смеси менее 19 % развивается кислородная недостаточность, при значительном понижении содержания кислорода — удушье.
Газообразный аргон тяжелее воздуха и может накапливаться в слабо проветриваемых помещениях у пола и в приямках, а также во внутренних объемах оборудования, предназначенного для получения, хранения и транспортирования газообразного и жидкого аргона. При этом снижается содержание кислорода в воздухе, что приводит к кислородной недостаточности, а при значительном понижении содержания кислорода — к удушью, потере сознания и смерти человека.
Взято здесь: http://www.pgz.com.ua/info/index.php?v=16&id=10
чувство лёгкой эйфории- вызывает «веселящий газ»-закись азота или оксид азота (оба названия правильные), хим. формула N2O, про то что мыши от него дохнут не знаю, знакомых мышей не было
П.Я.- это почтовый ящик, так раньше назывались заводы, ННИ, лаборатории и режимные(военные) обьекты которые работали на МО СССР
Ребята, расскажу Вам то, что сам вообщем то изобрел.
Варить чистым аргоном можно полу автоматом нержавейку.
Все дело в сопле. Его следует заказать токарю на выходе что бы размер был его 22 мм, у стандартных 14 идет. Тем самым защита лучше и еще, не забываем открывать подачу аргона побольше,для этого подойдет наш кислородный редуктор, еще советского образца, импортные не подойдут для этого, так как имеют выходную подачу база максимальную ниже, чем наш. Поверьте, не один километр заварил. Емкости, просто листы толщина 6-12мм, как в потолочном угловой и нахлесточный, так и вертикал, можно и поднимать и отпускать, только когда сверху вниз сложность заключается в том,что бы подобрать ток, скорость сварки и подачу проволоки.
Спорил со мной один технолог с не без известного завода Комсомолец, пока сам своими глазами не увидел швы, просто Он не хотел мне делать сопло,
Говоря,это тебе ни че не даст, заказал сам, и показал вещи!
Тот говорит,всю жизнь живу Но такое первый раз вижу. Век живи век учись, сам себе Он добавил.
Скажу честно, не у каждого это получается, металл очень капризный и с ним приходится туго, Но и его можно понять в среде аргона и привыкнуть, правда коптит конечно, Но варить друзья, МОЖНО!
- В чем отличия и какой вид сварки нужен именно вам?
- Есть, конечно, и минусы
- Несомненные достоинства сварки методом MIG/MAG
- Ручная электродуговая сварка (MMA) – легкий старт для новичка
- Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – производительность и перспектива
- Аргонодуговая сварка (TIG) – исключительное качество сварного шва
- Какие из основных видов сварки предпочтительнее?
- Сварка TIG
- Выводы
В чем отличия и какой вид сварки нужен именно вам?
Самый простой и доступный способ, с которого начинается знакомство со сваркой у подавляющего большинства – это ручная дуговая сварка MMA.
Ручная дуговая сварка ММА производится штучными электродами, которые постепенно плавятся, и оставляют за собой скрепляющий шов. Между поверхностью металла и электродом возникает дуга, которая выдерживает расстояние около трех миллиметров. Сварочная дуга оплавляет кромки свариваемых деталей и расплавляя металлический стержень электрода и его покрытие.
При остывании (кристаллизации) расплавленного металла образуется неразъемное соединение – сварной шов.
Несомненные плюсы метода ручной дуговой сварки MMA:
— Простота и доступность процесса сварки ММА – «легкий старт» для новичка. Базовые сварочные аппараты (инверторы) стоят недорого. А хороший производитель оснащает их функциями, облегчающими процесс сварки.
— Минимальный стартовый набор: кроме сварочного инвертора MMA нужны только электроды. Ну и средства защиты, конечно. Ни газовых баллонов, ни редукторов, ни проволоки.
Включил аппарат в сеть, подготовил детали – и работай.
— Сварка в любых положениях. Размеры сварочного инвертора позволяют проводить сварку ММА в самых труднодоступных местах и на высоте. Также с этой сваркой есть возможность делать швы в любых пространственных положениях – главное подобрать нужный электрод.
Рис.1 — Преимущества сварки ММА
Допустимы работы практически при любых температурных условиях. Сварочный инвертор может варить методом ММА и жару и в мороз.
Есть, конечно, и минусы
Ограничения по видам и толщинам свариваемых металлов. MMA сварка идеально работает со всеми видами сталей толщиной от 2 до 10 мм. Если стоит задача варить алюминий, цветные металлы, очень тонкие или, наоборот, заготовки с большой толщиной, то MMA сваркой не обойтись.
Ограниченная производительность. По сравнению с полуавтоматической сваркой, производительность сварки MMA недостаточно высока.
Необходимость удаления шлака с деталей. При сварке инверторным аппаратом дуговой сварки ММА неизбежно образование шлака и окалины, которые нужно счищать с заготовок.
На самом деле, нужно понимать специфику использования. Если сварка не будет постоянным рабочим процессом, то невысокая по сравнению с MIG-MAG производительность вообще не важна. А для большинства ремонтных и строительных задач тот же инвертор – идеальное решение.
Достоинства же этого метода безусловны – экономичность, мобильность, и простота, благодаря функциям современных инверторов.
Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – высокопроизводительный и, пожалуй, самый быстроразвивающийся вид сварки. На сегодняшний день нет ни одной отрасли промышленности, где бы этот вид сварки не использовался: машино- , приборо- , судостроение, производство металлоконструкций. Аппараты MIG-MAG сварки незаменимы в слесарных мастерских или при ремонте автомобилей.
Рис.2 — Сварка полуавтоматом MIG/MAG
По своим возможностям полуавтоматов существует великое множество – от простых в управлении и надежных аппаратов, которые могут решать оперативные задачи в быту, на строительной площадке (FUBAG IRMIG 160),

Рис.3 — Полуавтомат FUBAG IRMIG 160
до высокотехнологичных аппаратов с синергетическим управлением и мощных трехфазных полуавтоматов для поточного производства (INMIG 500 DW SYN).

Рис.4 — Полуавтомат FUBAG INMIG 500 DW SYN
Основной задачей при создании сварки полуавтоматом MIG/MAG была идея бесконечного электрода. Поэтому в качестве электрода здесь выступает тонкая проволока, которая через сварочную горелку автоматически подается в зону образования сварочного шва.
Рис. 5 — Сварочная проволока Fubag в катушке
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить чистое, надежное, эстетичное соединение в несколько миллиметров.
Ее плавление происходит от тепла дуги. Сама зона сварки (сварочная ванна, электрод и зона дуги) защищены потоком защитного газа.
Принципиально метод сварки MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе.
MIG (Metal Inert Gas) сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Мигом варят алюминий, титан, медь, никель, их всевозможные сплавы.
MAG (Metal Activ Gas) – сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода. Здесь используется азот, углекислый газ и т.п. MAG варят низколегированные, нелегированные и коррозийнопрочные стали.
MIG/MAG сваркой можно варить и без газа, но тогда нужно использовать флюсовую проволоку (проволока в специальной защитной оболочке).
Несомненные достоинства сварки методом MIG/MAG
— Высокая производительность. Здесь мы не тратим время на смену электрода и можем работать с более высокими токами.
— Качественный, чистый, прочный шов – за счет высокой степени защиты зоны сварки обеспечивается высокое качество сварного соединения. Мы экономим время на зачистке и обработке поверхности металла.
— Удобство эксплуатации. MIG-MAG дает возможность работы в любом положении и позволяет визуально прослеживать процесс сварки, формировать шов и при необходимости править его.
Недостатки сварки методом MIG/MAG:
— Из недостатков отмечаем невысокую мобильность – газовые баллоны плюс катушка со сварочной проволокой весят значительно больше электрода.
— По сравнению с MMA выполнять сварку в труднодоступных местах сложнее. Сварочная горелка гораздо объемнее электрододержателя с электродом.
— Более серьезный стартовый комплект. Для этого типа сварки понадобятся горелка, катушка с проволокой, газовые баллоны, редукторы и шланги.
— Ну, и конечно, стоимость аппарата — это уже существенное вложение денег, которое должно быть обусловлено необходимостью – частое использование, требования к качеству шва, толщине и виду металла.
Ручная электродуговая сварка (MMA) – легкий старт для новичка
Первое, что отличает данный способ – доступность и простота. Именно он является базой для многих сварщиков-новичков. Для проведения ручной дуговой сварки необходим сам аппарат, горелка и штучные электроды. Под действием теплоты электрической дуги электрод плавится, оставляя на месте соприкосновения с деталью неразъемное соединение – скрепляющий шов.
Когда пригодится сварочный аппарат для электродуговой сварки? Если оборудование необходимо периодически и производительность не играет особой роли, то инвертор прекрасно подойдет для решения ремонтных и строительных задач. Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.

Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – производительность и перспектива
– шаг в сторону профессиональных сварочных агрегатов. Конечно же, полуавтоматы можно встретить и в быту, но чаще ими пользуются в промышленных предприятиях для производства и мастерских по ремонту автомобилей или слесарным работам.

Основные особенности вида сварки: использование тонкой проволоки вместо электрода и защитного газа для изоляции от окружающей среды. Во время варочного процесса проволока подается автоматически, а сам механизм работы позволяет добиться качественного и эстетичного сварного шва.

В зависимости от газа полуавтоматическая сварка может быть:
В ряде случаев можно не использовать газ вовсе. Для этого понадобится флюсовая проволока, которая изначально имеет достаточную защитную оболочку.
Резюмируя скажем: данный вид сварки предполагает частое использование и уже является настоящим вложением, которое требует отдачи. Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится и его старшие аналоги.

Аргонодуговая сварка (TIG) – исключительное качество сварного шва
Данный вид сварки не принесет результата, если у сварщика нет должного опыта и подготовки. Начинать с него не стоит, все же инвертор или полуавтомат станут более взвешенным решением.

В отличие от предыдущих способов, здесь вместо проволоки или расходного электрода, используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Процесс проходит в среде защитного газа – аргона. Сам по себе электрод для аргонодуговой сварки не поддается плавлению. Поэтому для шва может использоваться присадочный материал из того, же металла, что и заготовка. В некоторых случаях шов формируется в результате расплавления кромок.
Тем не менее, данный способ сварки не имеет конкурентов в работе с тонкостенным материалом. Поэтому он всегда остается востребованным для специфических задач.
Что нужно знать о TIG аппаратах? В зависимости от конструкции устройства могут варить на постоянном и (или) переменном токе. Выбирать сварочник на постоянном токе стоит для стали, нержавейки, титана и меди. Агрегаты на переменном токе подойдут для работы с алюминием и его сплавами.
Некоторые сварочные аппараты обладают функцией импульсной сварки. Она важна при работе с алюминием и материалами, содержащими данный вид металла. При помощи функции можно контролировать тепловложение.
Какие из основных видов сварки предпочтительнее?
Итак, обобщим все вышесказанное. Воспользуйтесь таблицей ниже, чтобы подобрать идеальный вариант сварочного аппарата под ваши запросы.
https://youtube.com/watch?v=3GbEjMrKR0I%3Ffeature%3Doembed
Получите 10 самых читаемых статей + подарок!
Сварка TIG
TIG сварка – или аргонодуговая сварка (Tungsten Inert Gas) получает все большее распространение благодаря исключительному качеству сварных соединений. Этот метод сварки уже требует опыта и подготовки.
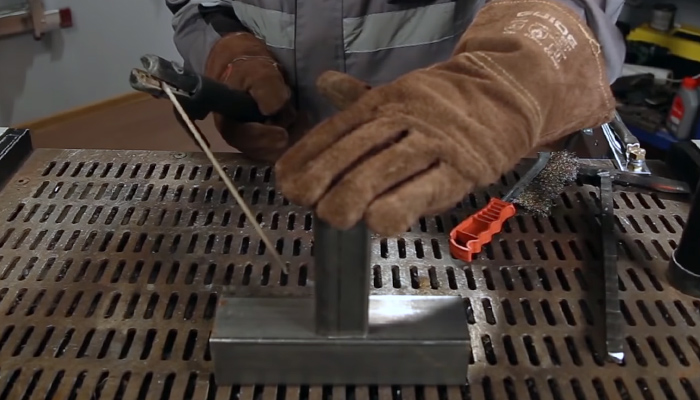
Рис.6 — Аргонодуговая сварка TIG
В отличие от MIG-MAG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Сварка также проходит в среде защитного газа (аргона), который защищает область сварки от окисления на открытом воздухе.
Если расстояние между свариваемыми деталями небольшое, то шов формируется за счет расплавления кромок. Если между деталями есть зазор, то в сварочную зону подается специальный присадочный материал — пруток из аналогичного свариваемым деталям металла.
Пожалуй, два самых главных преимущества TIG сварки – возможность сваривать практически любые виды металлов малых толщин и ювелирное качество шва.
Современные аппараты аргонодуговой сварки TIG позволяют работать в широких диапазонах сварочного тока и очень точно регулировать параметры тока. Функции улучшенного поджига обеспечивают быстрый старт и простоту процесса.
При этом виде сварки придется мириться с:
— Невысокой по сравнению с другими методами скоростью сварки;
— Ручной подачей сварочного прутка;
— Необходимостью работать в закрытых помещениях (чтобы исключить перерасход газа).
Подготовка деталей при этом виде сварки должна быть особо тщательной.
Ну, и конечно, стартовый комплект тоже не мал:
— сам аппарат;
— шланги подачи газа от баллонов;
— газовые баллоны с редукторами и манометрами;
— горелка и тугоплавкие вольфрамовые электроды;
— присадочная проволока по составу близкая к рабочему материалу.
При этом, надо понимать, что во-первых, аргонодуговая сварка – единственный вид сварки, позволяющий работать с тонкостенным материалом, алюминием, нержавейкой, цветными металлами и сплавами. Поэтому выбор его изначально обусловлен необходимостью. Ну и во-вторых, это очень красиво.
Сварочные аппараты аргонодуговой TIG сварки может варить как на постоянном, так и на переменном токе. На постоянном токе (INTIG 160 DC) свариваются следующие материалы: сталь, нержавейка, медь, титан.

Рис. 7 — Сварочный аргонодуговой аппарат INTIG 160 DC
На переменном токе свариваются алюминий и его сплавы. (Пример INTIG 200 АС/ DC PULSE).

Рис. 7 — Сварочный аргонодуговой аппарат INTIG 200 AC/DC PULSE
Аргонодуговые аппараты могут оснащаться функцией импульсной сварки. Может быть как на переменном, так и на постоянном токе (INTIG 200 DC PULSE). Она актуальна, когда требуется контролировать тепловложение (особенно это актуально для алюминия и его сплавов).
Выводы
Если Вы только учитесь варить и работать сварочным аппаратом планируете не полный рабочий день;
Если предстоит сварка в труднодоступных местах и аппарат должен быть мобильным и простым в использовании;
Если металлы, с которыми предстоит работать – стали (углеродистая, низколегированная, высоколегированная – не важно)
то ваш выбор – сварочный инвертор ручной дуговой сварки, MMA-инвертор. В зависимости от задач можно подобрать как компактный и несложный аппарат, так и прокачанный, мощный инвертор.
Если работать планируете часто и продолжительно и мобильность аппарата не так важна;
Если к качеству шва предъявляются высокие требования
Если металлы, с которыми предстоит работать – сталь, нержавеющая сталь, алюминий
То стоит присмотреться к сварочным полуавтоматам. Здесь рынок предоставляет огромный выбор – в зависимости от функционала и мощности можно подобрать как вполне бюджетный сварочный аппарат для периодической работы, так и промышленную модель, способную решать широкий круг задач.
Если главное не скорость работы, а высокое качество сварного соединения,
Если большая часть работы – сварка алюминия и сплавов цветных металлов, то однозначно надо выбирать аппараты аргонодуговой сварки TIG. Конечно, без профессиональных знаний здесь уже не обойтись, но ведь учиться никогда не поздно.
Сохраните эту таблицу в закладки, она пригодится вам при выборе нужного аппарата.