

- Баллоны стальные малого и среднего объема гост 949-73
- Баллоны углекислотные 5л 10л 20л 40л 50л гост 949-73
- Газы для проведения сварки и резки металлов. сварка
- Кислородная резка: технология
- Кислородно-флюсовая резка
- Новости
- Применение при сварке и резке
- Техника безопасности
- Технология и способы газовой сварки
Баллоны стальные малого и среднего объема гост 949-73
БАЛЛОНЫ СТАЛЬНЫЕ МАЛОГО И СРЕДНЕГО ОБЪЕМА ДЛЯ ГАЗОВ НА РР£19,6 Мпа (200 кгс/см2)ГОСТ 949-73
Баллоны для технических газов из углеродистой и легированной стали, малого объема — до 12 литров и среднего объема — от 20 литров до 50 литров с рабочим давлением до 19,6 МПа — (200 кгс/см2), изготовленные из бесшовных труб и предназначенные для хранения и перевозки сжатых, сжиженных и растворенных газов при температурах от минус 50 до плюс 60°С.
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Газовые баллоны изготовливают на рабочее давление 9,8 МПа; 14,7 МПа; 19,6 МПа (100 кгс/см2; 150 кгс/см2 и 200 кгс/см2) из углеродистой и легированной стали.
Чертеж газового баллона
1 — опорный башмак; 2 — корпус баллона; 3 — кольцо горловины; 4 — вентиль; 5 — предохранительный колпак
Резьба горловины баллонов должна изготовляться в соответствии с ГОСТ 9909-81, при этом:
наружный диаметр резьбы в основной плоскости должен быть:
для баллонов малого объема — 19,2 мм, для баллонов среднего объема — 27,8 мм, для баллонов ацетиленовых — 30,3 мм;
Размеры в мм
| Объем баллона, литров | Диаметр цилиндрической части | Толщина стенки баллонов на давление, МПа (кгс/см2), не менее | Длина корпуса баллонов на давление, МПа(кгс/см2) | ||||||||
| из углеродистой стали | из легированной стали | из углеродистой стали | из легированной стали | ||||||||
| 9,8(100) | 14,7(150) | 19,6(200) | 14,7(150) | 19,6(200) | 9,8(100) | 14,7(150) | 19,6(200) | 14,7(150) | 19,6(200) | ||
| 0,4 | 70 | 1,6 | 2,2 | 2,9 | 1,6 | 1,9 | 165 | 170 | 175 | 165 | 165 |
| 0,7 | 255 | 260 | 270 | 255 | 255 | ||||||
| 1,0 | 89 | 1,9 | 2,8 | 3,6 | 1,9 | 2,5 | 240 | 250 | 255 | 240 | 245 |
| 1,3 | 295 | 305 | 315 | 295 | 300 | ||||||
| 2,0 | 425 | 440 | 455 | 425 | 435 | ||||||
| 2,0 | 108 | 2,4 | 3,4 | 4,4 | 2,4 | 3,0 | 320 | 330 | 340 | 320 | 325 |
| 3,0 | 445 | 460 | 480 | 445 | 455 | ||||||
| 3,0 | 140 | 3,1 | 4,4 | 5,7 | 3,1 | 3,9 | 310 | 325 | 335 | 310 | 320 |
| 4,0 | 385 | 400 | 415 | 385 | 395 | ||||||
| 5,0 | 460 | 475 | 495 | 460 | 470 | ||||||
| 6,0 | 535 | 555 | 575 | 535 | 550 | ||||||
| 7,0 | 610 | 630 | 660 | 610 | 625 | ||||||
| 8,0 | 680 | 710 | 740 | 680 | 700 | ||||||
| 10,0 | 830 | 865 | 900 | 830 | 850 | ||||||
| 12,0 | 975 | 1020 | 1060 | 975 | 1005 | ||||||
| 20,0 | 219 | 5,2 | 6,8 | 8,9 | 5,2 | 6,0 | 730 | 740 | 770 | 730 | |
| 25,0 | 890 | 900 | 935 | 890 | |||||||
| 32,0 | 1105 | 1120 | 1165 | 1105 | |||||||
| 40,0 | 1350 | 1370 | 1430 | 1350 | |||||||
| 50,0 | 1660 | 1685 | 1755 | 1660 | |||||||
| Объем баллона, литров | Диаметр цилиндрической части | Масса газового баллона на давление МПа (кгс/см2) | ||||
| из углеродистой стали | из легированной стали | |||||
| 9,8(100) | 14,7(150) | 19,6(200) | 14,7(150) | 19,6(200) | ||
| 0,4 | 70 | 0,6 | 0,8 | 1,0 | 0,6 | 0,7 |
| 0,7 | 0,9 | 1,2 | 1,5 | 0,9 | 1,0 | |
| 1,0 | 89 | 1,2 | 1,8 | 2,3 | 1,2 | 1,6 |
| 1,3 | 1,5 | 2,2 | 2,8 | 1,5 | 1,9 | |
| 2,0 | 2,1 | 3,1 | 4,0 | 2,1 | 2,7 | |
| 2,0 | 108 | 2,5 | 3,7 | 4,7 | 2,5 | 3,1 |
| 3,0 | 3,4 | 5,0 | 6,4 | 3,4 | 4,3 | |
| 3,0 | 140 | 4,1 | 6,0 | 7,9 | 4,1 | 5,3 |
| 4,0 | 5,0 | 7,3 | 9,6 | 5,0 | 6,5 | |
| 5,0 | 5,8 | 8,5 | 11,4 | 5,8 | 7,6 | |
| 6,0 | 6,7 | 9,8 | 13,1 | 6,7 | 8,8 | |
| 7,0 | 7,6 | 11,1 | 14,9 | 7,6 | 9,9 | |
| 8,0 | 8,5 | 12,4 | 16,6 | 8,5 | 11,1 | |
| 10,0 | 10,2 | 13,0 | 20,1 | 10,2 | 13,4 | |
| 12,0 | 10,9 | 17,6 | 23,5 | 11,9 | 15,6 | |
| 20,0 | 219 | 28,5 | 32,3 | 42,0 | 28,5 | |
| 25,0 | 34,0 | 38,7 | 50,5 | 34,0 | ||
| 32,0 | 42,0 | 47,7 | 62,5 | 42,0 | ||
| 40,0 | 51,5 | 58,5 | 76,5 | 51,5 | ||
| 50,0 | 62,5 | 71,3 | 93,0 | 62,5 | ||
Примечания:
Масса баллонов указана без вентилей, колпаков, колец и башмаков и является справочной величиной и номинальной при изготовлении баллонов с ограничением по массе.
Длины баллонов указаны как справочные и принимаются номинальными при изготовлении баллонов с ограничением по длине.
Ориентировочная масса колпака металлического — 1,8 кг; кольца — 0,3 кг; башмака — 5,2 кг.
По заказу потребителя баллоны из легированной стали могут изготовляться с ограничениями по массе.
При этом масса баллонов не должна превышать более чем на 10% массу, указанную в табл.
Примеры условных обозначений:
баллона объемом 40л на давление 14,7 МПа (150 кгс/см2), из углеродистой стали, обычной точности изготовления, для воздуха:
Баллон для воздуха 40-150У ГОСТ 949-73
то же, из легированной стали, повышенной точности изготовления, с ограничением по объему, без ограничения по массе, для азота:
Баллон для азота 40п-150Л ГОСТ 949-73
то же, 40 литровый баллон обычной точности изготовления, с ограничением по массе, для воздуха:
Баллон для воздуха 40-150 Л-М ГОСТ 949-73
то же, повышенной точности изготовления по объему, с ограничением по массе, для медицинского кислорода:
Баллон для медицинского кислорода 40П-150 Л-М ГОСТ 949-73
то же, повышенной точности изготовления, длиной корпуса баллона 400 мм, с ограничением по массе, для азота:
Баллон для азота 4-150Л-400-М ГОСТ 949-73
то же, короткого объемом 2 л на давление 14,7 МПа (150 кгс/см2), из углеродистой стали, повышенной точности изготовления с ограничением по длине, без ограничения по массе, для воздуха:
Баллон для воздуха К2-150У-330 ГОСТ 949-73
МАТЕРИАЛЫ КОРПУСА ВЕНТИЛЕЙ БАЛЛОНОВ И НАПРАВЛЕНИЕ РЕЗЬБЫ БОКОВОГО ШТУЦЕРА
| Наименование газов | Материал корпуса вентиля | Направление резьбы бокового штуцера | Наименование газов | Материал корпуса вентиля | Направление резьбы бокового штуцера |
| Азот | Латунь | Правое | Метан | Латунь | Левое |
| Аммиак | Сталь | Правое | Пропан и другие горючие газы | Сталь или латунь | Левое |
| Аргон | Латунь | Правое | Сернистый ангидрид | Сталь | Правое |
| Бутан | Латунь или сталь | Левое | Углекислота | Латунь | Правое |
| Бутилен | Латунь | Левое | Фосген | Сталь | Правое |
| Водород | Латунь | Левое | Хладон | Сталь или латунь | Правое |
| Воздух | Латунь | Правое | Хлор | Сталь | Правое |
| Гелий | Латунь | Правое | Хлорметил | Латунь | Левое |
| Кислород | Латунь | Правое | Хлорэтил | Латунь | Левое |
| Ксенон | Латунь | Правое | Этилен | Латунь | Левое |
Баллоны углекислотные 5л 10л 20л 40л 50л гост 949-73
Баллоны углекислотные, малого и среднего объема, из углеродистой и легированной стали ГОСТ 949-73. (Баллон СО2)
Корпус углекислотного баллона окрашивается эмалью черного цвета, надпись » УГЛЕКИСЛОТА » желтого цвета. Масса баллонов под углекислоту указана без вентилей, колпаков, колец и башмаков. Ориентировочная масса: колпака металлического — 1,8 кг; кольца — 0,3 кг; башмака — 5,2 кг
| Рабочее давление, МПа (кгс/см2) | Баллоны УГЛЕКИСЛОТНЫЕ 50 литров | Баллоны УГЛЕКИСЛОТНЫЕ 40 литров | Баллоны УГЛЕКИСЛОТНЫЕ 20 литров | ||||||||||||
| Сталь 45,Д | Сталь 30ХГСА | Сталь 45,Д | Сталь 30ХГСА | Сталь 45,Д | |||||||||||
| Диаметр, мм | Длина, мм | Вес, кг | Диаметр, мм | Длина, мм | Вес, кг | Диаметр, мм | Длина, мм | Вес, кг | Диаметр, мм | Длина, мм | Вес, кг | Диаметр, мм | Длина, мм | Вес, кг | |
| 14,7 (150) | 219 | 1685 | 71,3 | 219 | 1660 | 62,5 | 219 | 1370 | 58,5 | 219 | 1350 | 51,5 | 219 | 740 | 32,3 |
| 19,6 (200) | 219 | 1755 | 93,0 | 219 | 1660 | 62,5 | 219 | 1430 | 76,5 | 219 | 1350 | 51,5 | 219 | 770 | 42,0 |
| Рабочее давление, МПа (кгс/см2) | Диаметр, мм | Баллоны 12 литров УГЛЕКИСЛОТНЫЕ | Баллоны 10 литров УГЛЕКИСЛОТНЫЕ | Баллоны 8 литров УГЛЕКИСЛОТНЫЕ | Баллоны 5 литров УГЛЕКИСЛОТНЫЕ | Баллоны 4 литра УГЛЕКИСЛОТНЫЕ | Баллоны 2 литра УГЛЕКИСЛОТНЫЕ | ||||||
| Сталь 45,Д | Сталь 45,Д | Сталь 45,Д | Сталь 45,Д | Сталь 45,Д | Сталь 45,Д | ||||||||
| Длина, мм | Вес, кг | Длина, мм | Вес, кг | Длина, мм | Вес, кг | Длина, мм | Вес, кг | Длина, мм | Вес, кг | Длина, мм / диаметр, мм | Вес, кг | ||
| 14,7 (150) | 140 | 1020 | 17,6 | 865 | 13,0 | 710 | 12,4 | 475 | 8,5 | 400 | 7,3 | 330/108 | 3,7 |
Баллоны малого объема могут поставляться с плоским дном. Хотите купить углекислотные баллоны ?
Остальное мы сделаем все сами. Доставим в транспортную компанию или привизем в Ваш город.
Газы для проведения сварки и резки металлов. сварка
Газы для проведения сварки и резки металлов
Кислород при газовой сварке способствует интенсивному горению горючих газов и получению высокотемпературного пламени. При горении газов в воздухе температура пламени значительно ниже, чем при горении в кислороде. При газовой сварке применяют газообразный технический кислород трех сортов.
Первый сорт характеризуется чистотой не ниже 99,7 % по объёму, второй сорт – не ниже 99,5 %, а третий сорт – не ниже 99,2 %. Технический кислород содержит примеси, состоящие из азота и аргона. Следует учесть важное значение чистоты кислорода при сварке и резке металла. Снижение чистоты кислорода на 1 % не только ухудшает качество сварного шва, но и требует увеличения расхода кислорода на 1,5 %.
Кислород при атмосферном давлении и нормальной температуре представляет собой газ без цвета и запаха с плотностью 1,43 кг/м3. Его получают из воздуха методом низкотемпературной ректификации, основанным на разности температур кипения основных составляющих воздуха – азота (–195,8 °C) и кислорода (–182,9 °C). Воздух переводят в жидкое состояние и затем постепенным повышением температуры испаряют азот (78 %). Оставшийся кислород (21 %) очищают многократным процессом ректификации.
Ацетилен в газосварочном производстве получил наибольшее распространение благодаря важным для сварки качествам – высокой температуре пламени, большой теплоте сгорания. Он представляет собой химическое соединение углерода с водородом (С2Н2). Это бесцветный газ с характерным запахом, обусловленным наличием примесей – сероводорода, фтористого водорода и др. Ацетилен взрывоопасен при следующих условиях: нагревании до 480–500 °C, давлении 0,14–0,6 МПа, наличии 2,3–80,7 % ацетилена в смеси с воздухом, наличии 2,8–93 % ацетилена в смеси с кислородом.
Ацетилен получают при взаимодействии карбида кальция с водой по реакции:
СаС2 3Н2О = С2Н2 Ca(OH)2.
карбид кальция получают путем сплавления в электропечах кокса и обожженной извести:
СаО 3С = СаС2 СО.
Карбид кальция очень активно вступает в реакцию с водой, реагируя даже с парами воды, насыщающими воздух. Поэтому его хранят и транспортируют в герметически закрытых стальных барабанах, содержащих 50–130 кг карбида. Из 1 кг карбида кальция в зависимости от сорта и грануляции получают 235–280 л ацетилена. Следует иметь в виду, что мелкий и пылеобразный карбид кальция применять запрещается – он взрывоопасен. Для взаимодействия 1 кг карбида кальция теоретически необходимо 0,56 л воды, практически берут 7–20 л воды для обеспечения охлаждения ацетилена и безопасной работы генератора.
Водород – газ без цвета и запаха. В смеси с кислородом или воздухом он образует взрывчатую смесь (гремучий газ), поэтому требует строгого соблюдения правил техники безопасности.
Водород хранится и транспортируется в стальных баллонах при максимальном давлении 15 МПа. Получают его электролизом воды или в специальных водородных генераторах путем воздействия серной кислотой на железную стружку или цинк.
Пиролизный газ – смесь газообразных продуктов термического разложения нефти, нефтепродуктов или мазута. Содержит вредные сернистые соединения, вызывающие коррозию мундштуков горелок и резаков, поэтому требует тщательной очистки.
Нефтяной газ – смесь горючих газов, являющихся побочным продуктом нефтеперерабатывающих заводов. Его применяют для сварки, резки и пайки сталей толщиной до 3 мм и сварки цветных металлов.
Природный газ получают из газовых месторождений. Он состоит в основном из метана (93–99 %).
Пропанабутановую смесь получают при добыче и переработке естественных нефтяных газов и нефти. Хранят и транспортируют в сжиженном состоянии в баллонах вместимостью 40 и 55 л под давлением 1,6–1,7 МПа. Жидкой смесью заполняют только половину баллона, так как при нагреве значительное повышение давления может привести к взрыву.
Бензин и керосин используют при газопламенной обработке в виде паров. Для этой цели горелки и резаки имеют специальные испарители, которые нагреваются от вспомогательного пламени или электрическим током.
Данный текст является ознакомительным фрагментом.
Кислородная резка: технология
Сущность кислородной резки заключается в сгорании разрезаемого металла в струе кислорода. Далее, этой же струёй удаляются образовавшиеся продукты горения (оксиды). Процесс кислородной резки представлен на рисунке.
В процессе резки поток кислорода делится на две части:
- режущий. Это — чистый кислород из центрального канала мундштука, который предназначен для окисления разрезаемого металла и удаления оксидов;
- подогревающий. Он поступает в смеси с горючим газом из боковых каналов мундштука и образует подогревающее пламя.
Все виды кислородной резки состоят из двух этапов. На первом этапе, разрезаемый металл (в точке начала линии реза) предварительно нагревается подогревающим пламенем резака, которое образуется в результате сгорания горючего газа в смеси с подогревающим кислородом.
Подробно этот процесс рассмотрен в статье «Кислородно-пропановая резка металла» . При достижении температуры воспламенения металла (нагреваемое пятно становится «мокрым»), на резаке открывается вентиль чистого кислорода (чистота 99,0…99,8%) и начинается второй этап — процесс резки.
На этом этапе струя режущего кислорода вытесняет в разрез расплавленные оксиды, которые, в свою очередь, нагревают следующий слой металла, способствуя его интенсивному окислению и т. п. В итоге, разрезаемый лист подвергается окислению (прожиганию) по всей толщине, а расплавленные оксиды удаляются из зоны резки под действием мощной струи режущего кислорода.
Техника кислородной резки металла имеет некоторые особенности:
- начинать следует с очистки обрабатываемой детали от окалины, краски, масла, ржавчины и прочей грязи. Причём, особое внимание необходимо уделить очистке поверхности от окалины. Вызвано это тем, что она препятствует контакту металла с пламенем и, в дальнейшем, струей режущего кислорода. Для этого требуется, во-первых, незначительный прогрев поверхности разделываемого металла подогревающим пламенем резака. Достигается это перемещением пламени со скоростью, приблизительно соответствующей скорости резки. В результате, значительная часть окалины отделится от обрабатываемой поверхности. Остатки удаляются механическим способом с помощью карчётки;
- после воспламенения металла (признаки смотри выше) начинается его раскрой. После пуска струи режущего кислорода и начала процесса окисления металла по толщине листа, резак перемещают по линии реза. Важно правильно выбрать скорость перемещения резака. В процессе работы следите за давлением газа на манометре редуктора, т. к. при недостатке газа пламя может потухнуть и процесс разогрева придётся начинать сначала;
- следует иметь в виду, что прямолинейная кислородная резка стальных листов толщиной до 50 мм выполняется вначале с установкой режущего сопла мундштука в вертикальное положение. Далее, рекомендуется его наклонить в сторону, противоположную направлению резки (обычно на 20…30º). Это значительно ускорит процесс окисления металла и увеличит скорость кислородной резки. Соответственно, возрастёт производительность. При большей толщине стального листа резак в начале резки наклоняют на 5º в сторону, обратную движению резки.
Кислородно-флюсовая резка
Чтобы расширить перечень разрезаемых кислородом металлов, необходимо повышать температуру в зоне его раскроя. Один из способов – это кислородно-флюсовая резка, при которой в зону разреза вводят порошок флюса. Он сгорает в кислороде и выделяет дополнительную теплоту, которая и повышает результирующую температуру в зоне реза.
Продукты сгорания флюса образуют с тугоплавкими окислами разрезаемого материала жидкотекучие шлаки. Они удаляются из разреза струей режущего кислорода.Кроме того, частицы порошка флюса производят абразивную обработку поверхностей кромок. Происходит это следующим образом. Частицы порошка:
- сгорают не сразу;
- в процессе горения перемещаются в глубину реза;
- перемещаясь, стирают (за счёт эффекта ударного трения) с поверхности кромок тугоплавкие окислы. Это, с одной стороны, способствует их удалению из реза, а с другой — это абразивное действие флюса увеличивает количество выделяющейся теплоты.
Такая «термическая добавка» позволяет применять кислородно-флюсовую резку для раскроя материалов, окисление которых (сжигание в среде кислорода) приводит к образованию вязких и тугоплавких сплавов. Современный математический аппарат позволяет производить теоретический расчет состава флюса для резки конкретных металлов.
Аппараты для кислородно-флюсовой резки состоят из следующих узлов:
- резак;
- флюсопитатель;
- устройство для подачи флюса в резак.
Резаки для кислородно-флюсовой резки отличаются от резаков для кислородной резки, в принципе, только тем, что каналы для подачи режущего кислорода сделаны большим диаметром. Существуют три схемы подачи флюса: внешняя, однопроводная под высоким давлением и механическая. Они приведены на рисунке.
Пояснение к рисунку.
Схемы подачи флюса:
А – внешняя;
Б — однопроводная под высоким давлением;
В – механическая.
1 – бачок;
2 – кислород;
3 – шланг;
4 – резак;
5 – головка;
6 – режущий кислород;
7 – шнек;
8 – электромеханический привод шнека.
Описание принципа действия:
- во внешней схеме «А» в верхнюю и нижнюю часть бачка 1 с флюсом подают кислород 2. В верхней части создается давление, а в нижней — кислород вдувается в шланг 3, засасывая (инжектируя) флюс. Газофлюсовая смесь подается по шлангу 3 в надетую на резак 4 головку 5, выходя из отверстий которой, засасывается струей режущего кислорода и поступает в зону реза. При этой схеме может использоваться любой кислородный резак, на него надо только надеть головку для подачи флюса;
- в однопроводной схеме «Б» флюс 3 инжектируется из бачка непосредственно струей режущего кислорода 6. Флюсокислородная смесь поступает по шлангу 3 через центральный канал резака 4;
- в механической схеме подачи «В» в нижней части флюсового бачка 1 установлен шнек 7 с электромеханическим приводом 8. При вращении шнека 7 флюс захватывается им и по шлангу 3 проталкивается в головку резака 4, где и подхватывается струей режущего кислорода 6.
Новости
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Где заказать лифт Запчасти для септиков
Запчасти для септиков Изготовление печатей
Изготовление печатей Доска необрезная
Доска необрезная Ручки мебельные интернет магазин
Ручки мебельные интернет магазин Кабинет агента
Кабинет агента Флаги
Флаги Календарь деревянный настольный
Календарь деревянный настольный Вращательно вибрационное сито
Вращательно вибрационное сито

Применение при сварке и резке
В зависимости от химического состава флюсы для электрошлаковой сварки бывают следующих видов:

Наряду с требованиями по надежной защите расплавленного металла, оптимального металлургического и химического взаимодействия и обеспечения необходимых механических свойств сварного соединения к флюсу для электрошлаковой сварки предъявляется и ряд технологических требований:
Данные требования являются наиболее важными и обеспечиваются, прежде всего, соответствующим выбором значений электропроводности и вязкости флюсов.
При электрошлаковой сварке выделение тепла осуществляется не дугой, а шлаковой ванной в результате прохождения через нее тока. Поэтому стабильность процесса определяется не наличием элементов с низким потенциалом ионизации, как при дуговой сварке, а электропроводностью флюса. Чем выше (до определенного уровня) электропроводность жидкого флюса, тем более устойчив процесс электрошлаковой сварки. Однако при чрезмерно высоких значениях электропроводности флюса (например, керамического, содержащего значительное количество ферросплавов) снижается тепловыделение в шлаковой ванне, что может привести к образованию непроваров.
На приведенном ниже графике видно, что наибольшей электропроводностью обладают фторидные флюсы. Они обеспечивают наилучшую устойчивость процесса электрошлаковой сварки, но получили ограниченное применение (например, для сварки высоколегированных аустенитных сталей) из-за необходимости в низком напряжении сварки, что затрудняет получение требуемого провара кромок.
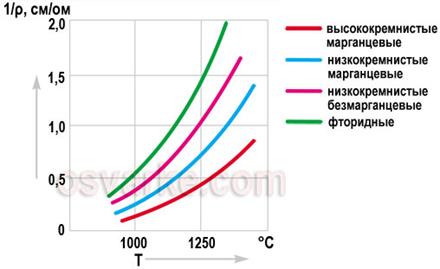
Рисунок. Зависимость электропроводности флюсов от температуры
В то же время должна быть оптимальной и вязкость расплавленного флюса. С одной стороны, он не должен быть слишком жидкотекучим, чтобы не вытекать в зазор между изделием и подвижным ползуном. С другой стороны, при высокой вязкости расплавленного флюса и быстром его затвердевании при снижении температуры может происходить отжимание ползунов от свариваемых кромок, а также возможно появление подрезов у поверхности шва и шлаковых включений. Поэтому, с точки зрения данного требования, необходимо подбирать флюсы с не очень «коротким» шлаком, т. е. вязкость которого медленно изменяется с уменьшением температуры. При этом фторидные флюсы (например, АНФ-П) оказываются наихудшими, поскольку имеют «короткий» шлак (с быстрым возрастанием вязкости при снижении температуры).

Рисунок. Зависимость вязкости флюсов от температуры
Отделяемость шлаковой корки зависит от толщины окисной пленки на поверхности металла шва и, главным образом, от содержания во флюсе оксидов марганца Mn2O3 и MnO. Чем меньше их количество во флюсе, тем лучше отделимость шлаковой корки.
Для начала электрошлакового процесса может использоваться флюс АН-25. Он является электропроводным даже в твердом состоянии в отличие от многих других флюсов, предназначенных для электрошлаковой сварки. При отсутствии флюса АН-25 возможно начало сварки с дугового процесса, который прекращается после засыпки флюса и его расплавления и переходит в электрошлаковый процесс в результате шунтирования дуги расплавленным электропроводным флюсом («твердый» старт). Часто применяется «жидкий» старт, когда заливается предварительно расплавленный флюс.
Для сварки используются как специальные флюсы (АН-8, АН-8М, АН-22 и др.), так и некоторые флюсы для дуговой сварки, пригодные для электрошлакового процесса (АН-348А, АНФ-1, ФЦ-7, 48-ОФ-6 и др.). Как и при дуговой сварке, чем более легированная сталь, тем больше фторидов CaF2 и меньше оксидов MnO и SiO2 должно содержаться во флюсе.
При сварке углеродистых и низколегированных сталей флюсы АН-8, АН-8М, АН-22, 48-ОФ-6 предпочтительнее, чем флюсы ФЦ-7 и АН-348-А. Последние менее пригодны при сварке с повышенной скоростью подачи проволоки, а также для сварки протяженными швами. Флюсы АН-22 и 48-ОФ-6, кроме того, лучше способствуют снижению содержания серы в шве. При сварке углеродистых сталей положительные результаты достигаются и с применением флюсов АН-47 и АН-348-В.
Для средне- и высоколегированных сталей используют флюсы 48-ОФ-6, АНФ-1, АНФ-7 и др. При сварке коррозионностойких сталей могут применяться флюсы марок 48-ОФ-6, АНФ-6, АНФ-7, АНФ-8, АНФ-14, а жаростойких сталей – флюсы АНФ-7, АНФ-8, АНФ-Ш, АН-292 и др. Для легированных сталей повышенной прочности (20Х2М, 25ХНЗМФА и др.) может использоваться флюс АН-9.
Электрошлаковая сварка и наплавка чугуна может выполняться с помощью флюсов АН-75, АНФ-14. Для сварки титана используют флюсы марок АНТ-2, АНТ-4 и др., для алюминия – флюсы АН-А301, АН-А302 и др.
Расход флюса при электрошлаковой сварке примерно в 10–20 раз меньше по сравнению с дуговой сваркой.
Таблица. Химический состав некоторых флюсов, применяемых при электрошлаковой сварке
| Флюс | Химический состав, % | ||||||||
| кремнезем SiO2 | глинозем Al2O3 | MnO | CaO | MgO | CaF2 | Fe2O3** | S | P | |
| АН-8 * | 33–36 | 11–15 | 21–26 | 4–7 | 5–8 | 13–19 | 1,5–3,5 | ≤ 0,10 | ≤ 0,12 |
| АН-22 * | 18–22 | 19–23 | 7–9 | 12–15 | 12–15 | 20–24 | ≤ 1,0 | ≤ 0,05 | ≤ 0,05 |
| АН-348-А * | 40–44 | ≤ 6 | 31–38 | ≤ 12 | ≤ 7 | 3–6 | 0,5–2,0 | ≤ 0,12 | ≤ 0,12 |
| АН-348-В * | 40–44 | ≤ 8 | 30–34 | ≤ 12 | ≤ 7 | 3–6 | 0,5–2,0 | ≤ 0,12 | ≤ 0,13 |
| ФЦ-7 | 46–48 | ≤ 3 | 24–26 | ≤ 3 | 16–18 | 5–6 | ≤ 2 | ≤ 0,1 | ≤ 0,1 |
| ФЦ-21 | 17–21 | 15–20 | 9–13 | 10–14 | 2–5 | 32–40 | ≤ 2,0 | ≤ 0,02 | ≤ 0,02 |
| 48-ОФ-6 | 3,5–6,0 | 20–24 | ≤ 0,3 | 16–20 | ≤ 2,0 | 50–60 | ≤ 1,0 | ≤ 0,025 | ≤ 0,025 |
| АНФ-1 | ≤ 1,5 | – | – | 4–6 | – | 92–96 | – | ≤ 0,05 | ≤ 0,05 |
| * – согласно ГОСТ 9087-81 «Флюсы сварочные плавленые. Технические условия» | |||||||||
| ** – для значений по ГОСТ 9087-81 содержание оксидов железа приведено в пересчете на Fe2O3 | |||||||||
| *** – для флюса АН-348-В содержание TiO2 составляет 0,5–6% по массе |
Таблица. Области применения флюсов при электрошлаковой сварке
Техника безопасности
Устройство кислородного баллона очень простое, но надежное. Главное – точно соблюдать параметры закачиваемого внутрь газа, чтобы не произошел разрыв емкости. При эксплуатации и хранении нужно соблюдать некоторые очень жесткие требования.
- Если кислородный баллон используется в стационарном сварочном посту, то его устанавливают вертикально и закрепляют жестким хомутом.
- Перед установкой редуктор должен быть осмотрен на предмет отсутствия жировых и масляных пятен.
- Обязательно производится продувка штуцера, после чего накручивается и сам редуктор.
- После полного отбора газа необходимо внутри оставлять немного кислорода под минимальным давлением 0,5 кг/см². Причина – чтобы за станции заправки могли провести анализ ранее заправленного газа и сверить его с имеющимся в наличии.
- Нельзя перевозить кислород с другими горючими газами.
- На объектах кислородные баллоны должны транспортироваться в специальных тележках на мягких резиновых колесах.
- Расстояние от установленной емкости для кислорода до источника открытого огня или сварочного аппарата – 5 метров минимум.
- Должна присутствовать защита от атмосферных осадков и солнечных лучей при длительной эксплуатации на открытом воздухе.
- Если вентиль кислородного баллона замерз, то его оттаивать надо только чистой ветошью, смоченной в горячей воде.
- Хранить баллоны нужно в металлических ящиках с отверстиями, обязательно навешивается замок.
- Маленький баллон нужно переносить в специальном металлическом ящике, который снабжается ручкой и ремнем для переноски на плече.
Заправка кислородом – это сложный процесс, потому что в сварочные баллоны закачивается именно газ. А до распределительной станции он доходит в жидком состоянии. Такой кислород намного безопаснее, чем газообразный, но он быстро и в больших количествах испаряется, что невыгодно в финансовом плане.
Но производители идут на такие потери, потому что безопасность превыше всего. Тем более, жидкий кислород транспортируется в больших количествах (авто- и железнодорожные цистерны). Если такой объем загорится и взорвется, то потери будут в несколько раз больше.
Закачка газа в баллоны производится насосным и безнасосным способом. При этом заполнение происходит не переохлажденным кислородом. При любых действиях с баллоном очень важно соблюдать аккуратность и требования техники безопасности. Самое уязвимое место – это вентиль, чаще всего именно он выходит из строя, потому что подвергается многократному открытию и закрытию.
Ремонту он не поддается, можно только поменять на новый. Делать это своими руками запрещено, такую операцию позволяют проводить только в заводских условиях. Здесь важно соблюсти правила установки, в основе которых лежит запрессовка, то есть вкручивание под определенным давлением.
Затем сам баллон с вентилем проверяют испытательным давлением. Кстати, тестирование является гидравлическим. Внутрь баллона закачивается вода под давлением 225 или 300 кг/см², которая находится там в течение 5 минут. После чего давление снижают до рабочего – 150 или 200 кг/см².
Необходимо отметить, что по этой же технологии производится проверка самих баллонов на предмет обнаружения протечек. Если ничего не обнаружено: все стыки и стенки не стали мокрыми, значит, испытание прошло успешно, и само устройство может эксплуатироваться дальше.
Технология и способы газовой сварки

А также требуется металлической щёткой тщательно почистить края, подлежащие свариванию, чтобы не было загрязнений, окалины, шлака. Ещё произвести прихватку кромок для предотвращения деформации металла. Существует несколько способов сварки.
Левая (наиболее применяемая). Нужна для работы с легкоплавкими, тонкими конструкциями. Горелку двигают справа налево, впереди пламени проводят присадочную проволоку и направляют на несваренный отрезок шва. Правая характерна тем, что горелку введут слева направо и за горелкой двигают присадочную проволоку.
Жар пламени почти не рассеивается и угол открытия шва составляет 60-70 градусов. Считается целесообразней использовать правую при соединении металла толщиной свыше 3 мм и с высокой теплопроводностью. Советуют пользоваться присадочной проволокой с диаметром в половину толщины свариваемого полотна.
Сквозной валик. Листы крепятся вертикально зазору, который равен ½ толщины листа. При помощи горелки оплавляется кромка так, чтобы получилось круглое отверстие. Затем его со всех сторон расплавляют, пока не сварится шов.
Сварка ванночками подходит для крепления углов и стыков металла, толщина которых не превышает 3 мм. В образовавшуюся ванночку на шве вводится конец присадочной проволоки. Её слегка расплавляют и перемещают на другой отрезок шва. Такой вид сваривания подходит для тонких листов и труб из стали (низколегированной и малоуглеродистой) и даёт шов отличного качества.
Многослойная сварка: небольшая зона нагрева; нижележащие слои обжигаются при наплавке следующих; можно проковать любой шов перед следующим слоем.
Это повысит качество шва, но будет небольшая производительность: большой расход газа, в сравнении с однослойной сваркой, и применяется только при необходимости изготовления качественных изделий.
При работе горизонтальным швом пользуются правым способом. Это помогает легко его сформировать, а расплавленный металл ванночки не стекает. Левым способом ведётся сварка наклонных и вертикальных швов.
При толщине материала свыше 5 мм применяют двойной валик. Потолочные швы требуют нагревания кромок, пока те не расплавятся, потом в ванночку прокладывается присадочная проволока, у которой быстро оплавляется конец. Процесс проводится правым способом.