
- Как варить нержавейку полуавтоматом в среде углекислого газа
- Виды нержавеющих сталей
- Свойства и свариваемость нержавейки
- Расходные материалы
- Некоторые особенности технологии
- Подготовка к сварочным работам
- Правила и методы сварки
- Устранение деформаций
- Сварка нержавейки углекислым газом
- Что понадобится для сварки нержавейки углекислым газом
- Сварка нержавеющей стали аргоном и углекислым газом
- Способы сварки нержавейки полуавтоматом
- Сварка нержавейки полуавтоматом
- Можно ли варить нержавейку полуавтоматом
- Достоинства и недостатки
- Особенности сварки нержавейки полуавтоматом
- Защитный газ – как применять и всегда ли нужен
- Оборудование и материалы
- Средства защиты
- Выбор сварочной проволоки
- Подготовительные работы
- Основные правила выполнения работ
- Сваривание нержавейки полуавтоматом с другими металлами
- Сварочные смеси из аргона и углекислого газа
- Сварочная смесь из аргона с 3-10% углекислого газа
- Сварочная смесь из аргона с 11-20% углекислоты
- Сварочная смесь из аргона с 21-25% углекислого газа
- Сварочные смеси из аргона и кислорода
- Сварочные смеси из аргона, углекислого газа и кислорода
- Газовая смесь из углекислого газа и кислорода
- Сварочная смесь из аргона, углекислого газа и водорода
- Сварочная смесь из аргона, углекислого газа и гелия
- Газовая смесь из углекислого газа с 10-30% аргона и 5-15% гелия
- Газовая смесь из углекислого газа с 20-30% аргона и 60-70% гелия
- Газовая смесь из углекислого газа с 7-8% аргона и 90% гелия
- Сварочная смесь аргона и гелия
- Газовая смесь аргона с гелием и кислородом
- Газовая смесь аргона с азотом
- Что лучше углекислота или сварочная смесь?
- Недостатки однокомпонентных защитных газов при сварке полуавтоматом
Как варить нержавейку полуавтоматом в среде углекислого газа
Сварка нержавейки полуавтоматом может представлять достаточно высокую сложность не только для новичка, но и для опытного специалиста. Такие сложности в первую очередь связаны с особенностями самого металла, для качественной сварки которого необходимо правильно подобрать рабочие режимы сварки и соответствующие расходные материалы.

Полуавтомат для сварки металла в среде защитного газа
Виды нержавеющих сталей
Основным легирующим элементом сталей, относящихся к категории нержавеющих, является хром. Именно благодаря данному элементу, которого в нержавейке должно содержаться не менее 12%, на ее поверхности создается оксидная пленка. Несмотря на очень незначительную толщину такой пленки, иногда не превышающую размеров нескольких атомов, она обеспечивает надежную защиту металла от воздействия коррозии. Кроме того, если случайно или преднамеренно повредить эту защитную пленку методом механического воздействия, то через некоторое время она восстановит свою целостность.
В химическом составе преимущественного большинства марок нержавеющих сталей, кроме железа, углерода и хрома, могут содержаться такие химические элементы, как никель, титан, ниобий и молибден. Эти элементы, находящиеся в составе нержавейки в достаточно незначительных количествах, улучшают как антикоррозионные, так и механические характеристики сплава.
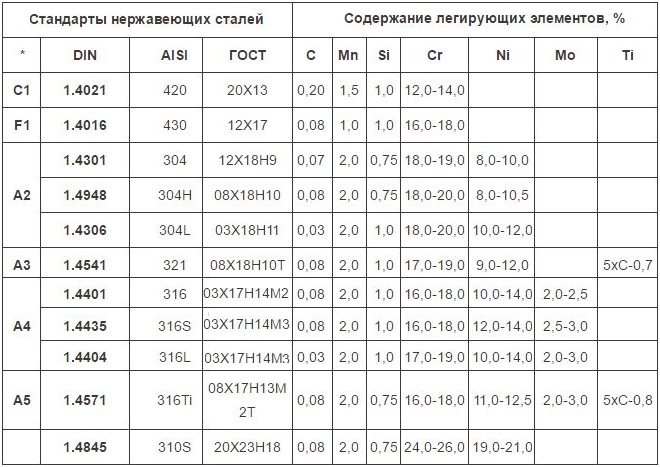
Химический состав основных марок нержавеющей стали
Нержавеющие стали в зависимости от особенностей своей внутренней структуры могут относиться к одному из следующих типов.
Это сплавы, содержащие в своем составе 17% хрома и 0,5% углерода. Нержавейка с такой структурой отличается твердостью и высокой хрупкостью и может успешно эксплуатироваться только в слабоагрессивных средах.
В химическом составе таких сталей, кроме хрома и углерода, также содержится никель, который и увеличивает аустенитную область в их структуре. Отличительными качествами таких сплавов, относящихся к категории немагнитных, являются высокая коррозионная устойчивость, прочность, оптимально сочетающаяся с хорошей пластичностью.
Сюда относятся нержавеющие стальные сплавы, содержащие в своем составе не более 0,12% углерода и до 30% хрома. Такая нержавейка, отличающаяся хорошим соотношением высокой прочности и пластичности, устойчива к термической закалке и может успешно эксплуатироваться в условиях воздействия агрессивных сред.

Сварка нержавеющей стали в защитной среде полуавтоматом обеспечивает качественное соединение изделий
Свойства и свариваемость нержавейки
Стали, относящиеся к категории нержавеющих, являются трудно свариваемым материалом, что объясняется рядом их физических и химических характеристик. Решив варить нержавейку полуавтоматом, вы должны учитывать ряд важных параметров. Только в таком случае можно рассчитывать на то, что полученное сварное соединение будет отличаться требуемым качеством и надежностью.
По сравнению со сталями других категорий, нержавейка отличается достаточно низкой (в среднем в два раза) теплопроводностью. Из-за этого тепло из сварочной зоны отводится очень плохо, в результате металл подвергается значительному перегреву, что отрицательно сказывается на его коррозионной устойчивости. Чтобы избежать таких негативных последствий, сварка нержавейки с помощью полуавтомата выполняется на пониженном токе (на 15–20%), а соединяемые детали подвергают дополнительному охлаждению.
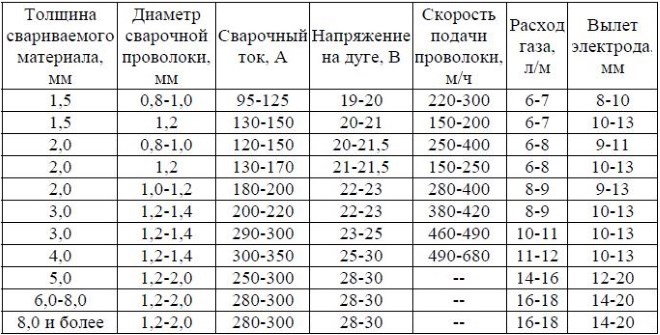
Ориентировочные режимы полуавтоматической сварки в среде защитного газа
При значительном нагреве (свыше 500°) на границах кристаллической решетки нержавеющего металла формируются карбидные соединения, которые становятся причиной возникновения такого явления, как межкристаллитная коррозия. В результате происходит расслоение внутренней структуры металла и развиваются коррозионные процессы. Чтобы избежать этого, прибегают к более интенсивному охлаждению соединяемых изделий, для чего может использоваться обычная вода.
Варить нержавейку (в том числе и в среде защитного газа) сложно еще и потому, что она имеет склонность к тепловому расширению. Значительное расширение соединяемых изделий, происходящее в процессе сварки полуавтоматом, приводит к образованию трещин как в сварном шве, так и в основном металле. Между тем можно избежать такого явления, если между свариваемыми деталями оставлять более широкий зазор.

Качественный сварной шов нержавейки может быть слегка сероватым, но не темным
Нержавеющая сталь из-за особенностей своего химического состава отличается достаточно высоким электрическим сопротивлением, что становится причиной значительного нагрева электродов, используемых для выполнения сварки полуавтоматом. В связи с этим для сварки нержавейки применяют электроды, изготовленные из проволоки с определенным химическим составом, а длина прутков, если в их состав входят хром и никель, не должна превышать 350 мм.
Расходные материалы
Хороших результатов соединения деталей из нержавейки позволяет добиться сварка, выполняемая в среде защитного газа. Чтобы варить по такой технологии, естественно, потребуется как специальное оборудование, так и соответствующие расходные материалы, в качестве которых выступают присадочная проволока и сам газ.
Назначением газа при сварке полуавтоматом является защита расплавленного металла в сварочной ванне от окисления. Газ, используемый для такой защиты, сам не должен вступать в реакцию с расплавленным металлом, чтобы не оказывать на него вредного влияния. Именно поэтому в качестве защитной среды преимущественно используют инертный аргон, смешанный с небольшим количеством углекислого газа.

Слева сварной шов, выполненный в среде углекислого газа. Справа – в аргоне (98%)
Стандартный состав газовой смеси, используемой при сварке нержавейки полуавтоматом, включает в себя 98% аргона и 2% углекислого газа. В отдельных случаях, чтобы снизить себестоимость выполнения сварки, допускается применять газовую смесь, состоящую из 70% аргона и 30% углекислого газа.
Чтобы варить нержавейку, получая при этом качественный и надежный сварной шов, очень важно правильно подобрать присадочную проволоку, которая также должна быть изготовлена из нержавеющей стали. В тех случаях, когда нет возможности воспользоваться защитным газом, сварку полуавтоматом проводят в обычной среде, но для ее выполнения используют специальную порошковую проволоку. Между тем использование последней приводит к тому, что сварные швы со временем могут покрыться слоем ржавчины.
Некоторые особенности технологии
Значительно повысить качество сварки нержавейки, а также упростить процесс ее выполнения позволяет использование специальных сварочных полуавтоматов, упомянутых выше. Использование такого оборудования позволяет решить сразу несколько технологических задач, к числу которых относятся:
- подача присадочной проволоки в зону формирования соединения;
- подача в зону сварки защитного газа;
- охлаждение сварочной горелки;
- обеспечение удобства выполнения сварных соединений в труднодоступных местах.
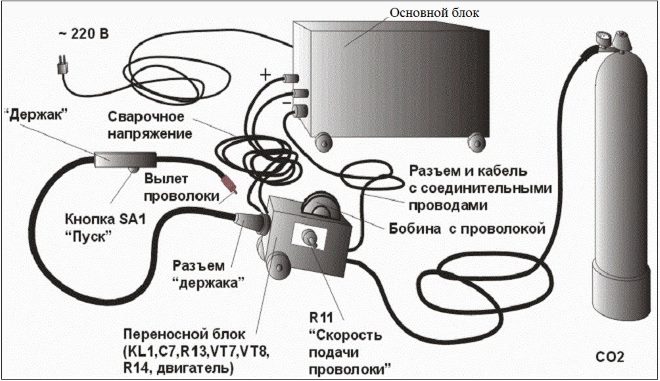
Оборудование для сварки полуавтоматом
В изделиях из нержавеющих сталей в процессе сварки образуются значительные внутренние напряжения, которые снимаются их дальнейшей термической обработкой – нагревом до температуры 660–760° и медленным охлаждением на открытом воздухе.
Подготовка к сварочным работам
Прежде чем варить с помощью полуавтомата изделия, изготовленные из нержавейки, их необходимо правильно подготовить, чтобы получить качественное и надежное соединение. Процесс такой подготовки заключается в следующем.
- Поверхность соединяемых деталей тщательно зачищается с применением металлической щетки, а затем обезжиривается, для чего можно использовать наиболее распространенные растворители.
- Чтобы удалить с поверхности изделия остатки влаги, его нагревают до температуры 100°.
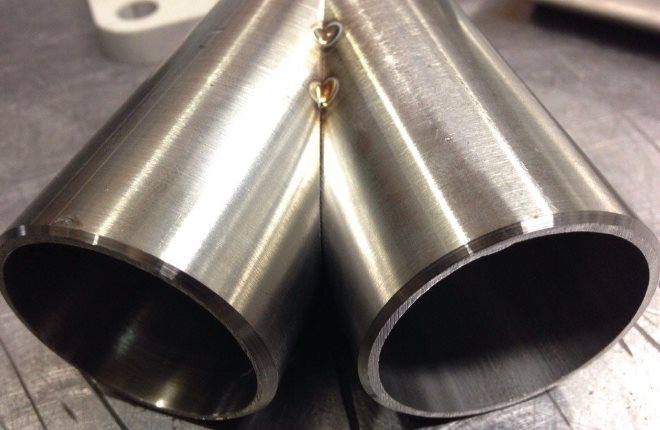
Подготовка нержавейки для сварки коллектора
Правила и методы сварки
Как уже говорилось выше, чтобы качественно варить нержавейку с помощью полуавтомата, необходимо правильно подобрать присадочную проволоку, из которой и будет формироваться сварной шов. Оптимально, если степень легирования проволоки превышает аналогичный параметр основного металла. Объясняется это тем, что легирующие элементы, содержащиеся в химическом составе проволоки, будут выгорать из металла в процессе его плавления, поэтому их содержание и должно быть учтено с запасом.

Для полуавтоматической сварки нержавейки используется проволока со сверхнизким содержанием углерода и высоким содержанием кремния, устойчивая к окисляющим средам
Для сварки изделий, изготовленных из нержавейки, используются три основные метода:
- метод короткой дуги (применяется в тех случаях, когда свариваются изделия небольшой толщины);
- метод струйного переноса (позволяет выполнять сварку деталей даже очень значительной толщины);
- импульсный (наиболее универсальная технология, позволяющая выполнять сварочные работы с высокой производительностью и при этом экономить затрачиваемые ресурсы).
Каждый из перечисленных методов отличается определенными особенностями, но есть и общие правила, которых следует придерживаться, используя каждый из них. Рассмотрим эти правила.
- Корпус горелки располагается под противоположным углом к ходу шва, чтобы обеспечить качественный обзор последнего.
- Сопло горелки, через которое подаются защитный газ и сварочная проволока, располагают на расстоянии приблизительно 12 мм от поверхности изделий.
- Присадочная проволока, расплавленная в результате горения электрической дуги, подается в зону формируемого сварного шва небольшими каплями.

Положение горелки – примерно на 11 часов
Кроме того, существуют общие рекомендации по выполнению сварочных работ, для осуществления которых используется защитный газ.
- Варить нержавейку следует только на обратной полярности.
- Угол, под которым располагается сопло сварочного аппарата, должен обеспечивать хороший провар места соединения и небольшую ширину формируемого шва.
- Вылет проволоки из сопла сварочного аппарата не должен превышать 12 мм.
- Расход газа, который формирует защитную среду, должен находиться в интервале 6–12 м 3 /мин.
- Газ, который подается в зону сварки, должен предварительно пропускаться через осушитель, в качестве которого используется медный купорос.
- Чтобы минимизировать разбрызгивание расплавленного металла из зоны выполнения сварки, поверхность соединяемых изделий обрабатывают водным раствором мела.
- Чтобы получить красивый и качественный сварной шов, его не следует начинать и заканчивать на самом краю соединяемых деталей. Лучше отступить на некоторое расстояние. Сама сварка, что важно, выполняется без колебательных движений в стороны от формируемого шва.
Устранение деформаций
В процессе сварки изделия из нержавейки могут деформироваться, что связано с их значительным нагревом в процессе выполнения этой процедуры. Для того чтобы исправить такие дефекты, можно воспользоваться одним из двух способов.
- Используя молоток и гладилку, образовавшийся на поверхности нержавейки «пузырь» просто простукивают, двигаясь от края детали.
- Выправление сформировавшегося коробления при помощи простукивания будет более эффективным, если совместить его с прогревом деталей, для чего можно использовать обычную газовую горелку.
Для того чтобы качественно варить нержавеющую сталь с помощью полуавтомата, недостаточно просто познакомиться с теоретической базой, очень желательно посмотреть и обучающее видео на эту тему.
Сварка нержавейки углекислым газом

Сварка нержавейки в среде углекислого газа и аргона
Варить нержавейку лучше всего полуавтоматом, поскольку она боится сильных перегреваний. Использование полуавтоматической сварки с применением углекислого газа при сварке нержавейки поможет получить высококачественный, прочный и надежный сварочный шов.
Если перегреть нержавейку, используя для сварки обычный электрод, то при температуре свыше 500 градусов на сварочном шве образуются карбидные отложения. Такие отложения ведут к межкристаллитной коррозии и порчи нержавеющего изделия со временем.
Как и любой другой металл, нержавеющая сталь склонна к тепловому расширению при нагревании. Однако полуавтоматическая сварка, это наиболее гуманный способ соединения, который не приводит к тем необратимым процессам, которые появляются при сварке нержавейки электродом.
Что понадобится для сварки нержавейки углекислым газом
Само собой разумеется, что для сварки нержавеющей стали в среде углекислого газа потребуется инверторный полуавтомат. Также нужна будет присадочная проволока и газ. Основная функция газа при сварке нержавейки заключается в защите металла от окисления.
В качестве такого, для сваривания нержавеющей стали, применяется смесь аргона и углекислого газа. Что касается пропорций, то для сварки нержавейки понадобится смесь аргона (98%) и углекислого газа (2%). Иногда, в целях экономии применяется сварка нержавейки составом газа состоящего на 70% из аргона и 30% из углекислого газа.

Что касается присадочной проволоки для сварки нержавейки в среде углекислого газа, то она также должна быть изготовлена из нержавейки. Если возможности использовать защитную среду газа, нет, то наилучшим вариантом станет применение порошковой проволоки, которая оказывает те же самые функции по защите, что и смесь аргона с углекислым газом.
При этом нужно отметить то, что использование порошковой проволоки может привести со временем к появлению ржавчины на сварочном шве.
Сварка нержавеющей стали аргоном и углекислым газом
Сварку нержавейки начинают с тщательной подготовки свариваемых изделий. Для этих целей места соединения заготовок хорошо зачищаются, а после этого обезжириваются с использованием обычного растворителя.

Очень часто перед свариванием нержавейки полуавтоматом заготовку приходится прогреть, чтобы испарилась вся влага. Достаточно температуры в 100 градусов, чтобы правильно подготовить деталь к свариванию.

Важно, чтобы получить качественный шов, показатель легирования присадочной проволоки должен быть больше, чем у основного металла. Таким образом, легирующие элементы проволоки не будут выгорать быстрее металла, что обеспечит хорошее качество сварного соединения.
Способы сварки нержавейки полуавтоматом
Варить нержавейку углекислым газом можно тремя способами:
- Короткой дугой — способ применяется для сварки тонкостенных изделий;
- Струйным переносом металла — для сварки достаточно больших по толщине заготовок;
- Импульсным способом — когда нужна высокая скорость сварки и максимальное обеспечение экономии.
Рассмотрим коротко каждый из вышеперечисленных способов сварки нержавейки:

- Сварка короткой дугой — сопло горелки размещается противоположным углом к сварному соединению;
- Струйный перенос — сопло горелки располагается к сварному соединению на расстоянии в 12 мм;
- Импульсный способ — сварка ведётся короткими швами, таким образом, чтобы расплавленная проволока формировала тончайшие капли металла.
При сварке нержавеющей стали следует также придерживаться и общих рекомендаций.
Во-первых, сварку нержавейки полуавтоматом выполняют только на обратной полярности. Во-вторых, вылет проволоки должен быть не больше 12 мм. В-третьих, важно соблюдать правильный расход газа, он должен находиться в пределах 6-12 м³/мин.
Сварка нержавейки полуавтоматом

Для соединения заготовок из нержавеющей стали в арсенале сварщиков есть несколько методов: аргоновая, ручная или полуавтоматическая сварки. Наиболее надежные и долговечные соединения получаются при работе с полуавтоматами. Именно благодаря им удается получить сварные швы высокого качества.
Можно ли варить нержавейку полуавтоматом
Сваривание нержавеющей стали с помощью полуавтоматической установки подразумевает выполнение работ в среде инертного газа. В наши дни применяется два способа: MIG – сваривание заготовок в защитном облаке из инертного газа; MAG – использование активного газа.
Помимо газа для выполнения работ по данной технологии потребуется и присадочная проволока. В рабочую зону она подается непрерывно. То есть, присадочный материал образует расплав с металлом заготовок, который, остывая, превращается в сварной шов. Защитный газ необходим для того, чтобы атмосферный кислород не поступал в зону сваривания. Благодаря этому, предотвращается окисление металла.
Достоинства и недостатки
Работа с полуавтоматическими установками имеет свои положительные и отрицательные стороны. Полуавтоматическая сварка имеет такие плюсы:
- высокая производительность труда. При этом качество сварного шва не страдает;
- нет большого количества дыма во время выполнения работы. Сваривать заготовки можно в помещении;
- минимальное образование брызг. Достигается такой эффект из-за постепенной подачи сварной проволоки;
- сваривать можно заготовки разной толщины;
- сварочные материалы расходуются экономно.

К недостаткам следует отнести использование газового баллона. Дополнительный груз необходимо доставить к месту работ, разместить и подключить. Это занимает время и требует приложения определенных усилий. С другой стороны, достоинства заметно перекрывают этот недостаток.
Особенности сварки нержавейки полуавтоматом
Сваривание заготовок из нержавеющей стали полуавтоматом, как и любой другой способ, имеет свои особенности. Основные из них:
- состав газовой смеси регламентирован и должен состоять на 30% из аргона и на 70% из углекислого газа;
- чтобы металл лучше плавился, следует выдерживать угол сварки по отношению к рабочей поверхности в пределах 5-10 градусов. Это особенно важно при работе с толстостенными заготовками;
- подключение – обратная полярность;
- присадочный материал из отверстия подачи должен выходить на 6-12 мм;
- нужно выдерживать минимальное расстояние между металлом и соплом для формирования качественного шва.
Различают три метода сваривания заготовок полуавтоматом:
- Струйный перенос. Используется в случаях, когда нужно соединить толстостенные материалы. В качестве расходного материала служит порошковая проволока. Используется специальная головка для ее подачи.
- Короткая дуга. Метод является оптимальным при работе с тонкой нержавейкой: исключаются прожиги металла.
- В защитной среде. Самый распространенный способ. Защитным газом чаще всего выступает аргон, углекислота, а также их смесь.

Защитный газ – как применять и всегда ли нужен
Уже упоминалось, что есть три варианта инертного газа, который можно использовать при сваривании нержавеющей стали полуавтоматом. А именно:
- В среде аргона. Преимущество такого способа заключается в том, что шов получается эстетичным. Недостаток – большое количество брызг расплавленного металла. Дуга горит нестабильно, а стоимость аргона высока.
- В среде углекислого газа. Самый бюджетный из трех вариантов способ сваривания. Однако брызг получается еще больше, чем при работе с аргоном. Да и шов получается очень грубым и непривлекательным.
- Смесь углекислого газа и аргона. Оптимальный вариант, позволяющий собрать воедино достоинства обоих инертных газов – высокое качество шва в сочетании с невысокой стоимостью.
Если требования к качеству шва невысоки, то процент содержания углекислоты в смеси можно доводить до 30. Но чаще всего применяются сочетания аргона и углекислоты в соотношениях 95-98% и 5-2% соответственно.
Относительно вопроса, всегда ли требуется использовать инертный газ, есть однозначный ответ – нет, не всегда. Защитная среда нужна, но обеспечить ее можно и без газа. Альтернатива решению – порошковая проволока. Она представляет собой тонкостенную узкую трубку, внутри которой содержится флюс. Покрытый защитным металлическим слоем флюс освобождается в процессе сварочных работ и обеспечивает защиту расплавленному металлу от атмосферного кислорода.

Следует иметь ввиду, что степень защиты рабочей зоны при использовании проволоки с флюсом меньше, нежели при работе с газом. Швы получаются не такими надежными и эстетичными. Поэтому данный метод сваривания менее востребован и прибегают к нему реже.
Подводя итоги, можно подчеркнуть, что среди достоинств использования защитного газа с присадочной проволокой (назовем данный вариант классическим) – высокая производительность и минимальное количество брызг расплавленного металла. Его недостатками является необходимость тащить баллон с самим газом и связанные с этим некоторые ограничения при использовании вне стационарных сварочных постов.
Порошковая проволока дает возможность избавиться от этих недостатков. Можно выполнять сварочные работы где угодно и нет необходимости тащить за собой тяжелый баллон с инертным газом. Но у этого способа свои минусы. И заключаются они в высокой стоимости расходного материала, обильном образовании шлака на поверхности шва и необходимость в дополнительной его защите от коррозии после завершения сварочных работ.
Оборудование и материалы
Список оборудования, без которого при сварке нержавеющей стали не обойтись:
- Полуавтомат для сварки.
- Редуктор. Необходим, если работы ведутся с использованием защитного газа. С его помощью регулируется давление на подачу инертного газа в зону сварочных работ. Важно учесть, что для каждого газа предусмотрен отдельный редуктор.
- Проволока сплошная или порошковая в зависимости от способа выполнения работ. Чтобы качество шва было максимально высоким расходный материал по составу должен быть идентичен свариваемым деталям.
- Баллон м защитным газом.

Средства защиты
Помимо основного оборудования требуются также индивидуальные средства защиты:
- Сварочная маска. Обязательно должна быть при выполнении любых сварочных работ. Защищает глаза и лицо. Они производятся нескольких видов: сплошные, с небольшой площадью защиты; с большим экраном, защищающим голову, шею и волосы; с регулируемым или подымающимся светофильтром, а также другие.
- Краги. Еще один незаменимый атрибут сварщика. Защищают руки от возможных ожогов. Чаще всего производятся из брезентовой ткани. Отличаются по количеству «пальцев».
- Костюм сварщика. Изготовлен из брезентовой или другой негорючей ткани. Защищает все тело от окалины.
Выбор сварочной проволоки
В зависимости от требований к готовой конструкции и условий работы сварщик может использовать присадочную проволоку:
- сплошную. При невысокой стоимости расходного материала получается шов хорошего качества;
- порошковую. Шов менее качественный, но работы производятся без использования защитного газа из баллонов;
- омедненную. Предназначена для работы в защитной среде из углекислого газа. Данный тип проволоки обеспечивает устойчивое горение электрической дуги.

Присадочная проволока производится разных диаметров: от 0,13 до 6 миллиметров.
Подготовительные работы
Перед началом сварочных работ следует выполнить подготовку:
- Поверхность соединяемых заготовок зачистить абразивными материалами до блеска.
- При условии, что толщина стенок заготовок составляет 4 мм и больше, нужно снять фаски.
- Обезжирить стыки спиртом, ацетоном, бензином либо растворителем.
- Горелкой прогреть кромки до 100 градусов Цельсия с тем, чтобы испарить влагу.
- Иногда требуется устранить внутреннее напряжение металла. В этом случае заготовки прогреваются до 200 градусов Цельсия.
Основные правила выполнения работ
Независимо от способа сварки и вида используемого защитного газа, следует придерживаться основных правил и рекомендаций:
- Работы выполняются при подключении с обратной полярностью.
- Удерживать горелку нужно под оптимальным углом относительно поверхности, чтобы обеспечить провар металла на всю глубину и оптимально по ширине.
- Подача проволоки регулируется таким образом, чтобы вылет не превышал 12 мм.
- Для работы расход газа настраивается в диапазоне от 6 до 12 кубических метров за час.
- Защитный газ перед подачей в зону сварки просушивают. Для этого его достаточно пропустить через осушитель на основе медного купороса. Перед использованием купорос прокаливают при температуре порядка 200 градусов Цельсия на протяжении 20 минут.
- Поверхность, которая прилегает к стыку, желательно защитить от раскаленных брызг. С этой целью ее следует обработать растворенным в воде мелом.
- Не следует начинать вести шов от края стыка. Лучше отступить примерно 5 мм от края, а потом вернуться и заварить пропущенный отрезок. Таким нехитрым способом удается предотвратить образование водородных трещин.
- Вести электрод нужно строго вдоль шва. Не стоит делать поперечных движений. Если нарушить данное правило, то расплавленный металл окажется за пределами защитной среды.

Сваривание нержавейки полуавтоматом с другими металлами
Современные технологии дают возможность соединять нержавейку с алюминием, низко- и высоколегированной сталью, другими сплавами.
Отличительные особенности другими видами металлов при помощи полуавтомата:
- при соединении с черными металлами уменьшается предел текучести металла. Под воздействием окружающей среды на поверхности образуется тонкий защитный слой;
- для сваривания нержавейки и Ст40 нужно использовать проволоку 08Г2С. Тем самым удастся предотвратить разрыв в месте стыка двух типов металлов после остывания заготовки;
- для соединения нержавейки с медью следует применять флюс и легкосплавные припои;
- на случай, если требуется свести воедино нержавеющую сталь и алюминий, полуавтоматическую сварку выставляют на импульсный режим. Благодаря ему обеспечивается качественный провар стыка, а соединение отличается высокой устойчивостью к коррозии;
- при сваривании нержавейки и алюминия (а также ряда других металлов) в качестве защитного газа используется аргон. Также рекомендуется применять медно-порошковую проволоку.
Сварочные смеси применяются в сварочном производстве относительно недавно и связано это в первую очередь с высокой стоимостью отдельных компонентов: аргона и гелия. До середины 90-х годов повсеместно в странах СНГ для сварки полуавтоматом углеродистых сталей применяли углекислый газ, поскольку он тяжелее воздуха и хорошо обеспечивает защиту сварочной ванны, а для сварки алюминия и нержавеющих сталей — аргон, так как он, являясь инертным газом препятствует окислению и выгоранию легирующих элементов. Но по ряду отрицательных характеристик, однокомпонентные газы заменяются двух-, трех- и даже четырехкомпонентными сварочными смесями, чтобы полностью использовать все положительные качества каждого отдельно взятого газа.
Сварочная смесь — это простонародный термин, в нормативных документах на сварку, а точнее в ISO 14175 и ГОСТ Р ИСО 14175 используют термин «газовая смесь» поэтому в тексте будем применять оба этих наименования.
газ, состоящий из основного газа и одного или более компонентов
газ, составляющий большую часть объема газовой смеси, или единственный компонент чистого газа
Стоимость защитных газов и сварочных смесей составляет менее 10% от общей стоимости всех затрат на сварку, но это не означает, что их выбору не стоит уделять должного внимание. Правильный выбор защитного газа или сварочной смеси позволяет снизить затраты на ручной труд, а также на исправление дефектов сварных швов. Выбор защитного газа является критичным для снижения стоимости сварки углеродистых сталей, нержавеющих сталей и цветных металлов.
В настоящее время сварка в среде защитных газов является достаточно востребованным технологическим процессом. Для газопитания оборудования используют газовые баллоны с заранее приготовленной смесью, специальные смесители, а в редких случаях — специальные двойные сопла.
В качестве компонентов газовой смеси используют инертные и активные газы. Напоминаем, что к инертным газам, применяемым в сварке, относятся:
Активными газами являются:
Защитные газы и газовые смеси применяют в следующих процессах:
- сварка вольфрамовым электродом TIG
- полуавтоматическая сварка в активных газах MAG
- полуавтоматическая сварка в инертных газах MIG
- плазменная сварка
- плазменная резка
- лазерная сварка
- лазерная резка
- дуговой пайкосварки
- защиты корня шва или других вспомогательных целей
Сварочные смеси из аргона и углекислого газа
Двойные сварочные смеси аргона и углекислого газа оптимальны при полуавтоматической сварке большинства марок углеродистых и нержавеющих сталей, когда используют обычный или импульсно-струйный перенос металла.
Благодаря добавке углекислоты в аргон наблюдается снижение поверхностного натяжения жидкого металла расплавляемой сварочной проволоки, уменьшается размер, образующихся и отрывающихся от электрода капель. Расширяется диапазон токов при сохранении стабильного ведения процесса сварки. Обеспечивается лучшее формирование металла шва и меньшее разбрызгивание, лучшая форма провара и меньшее излучение дуги, по сравнению со сваркой в чистом аргоне, а также в чистом углекислом газе.
При использовании сочетания с углекислотой достигается лучшее проплавление с меньшей пористостью по сравнению со смесями с кислородом. В тоже время для обеспечения смачивания валика сварного шва требуется примерно в два раза больше углекислого газа, чем при использовании в комбинации с кислородом.
Применение газовых смесей легко позволяет реализовать режим струйного переноса металла через дугу и достичь практически идеальной формы сварного шва. Благодаря снижению значения плотности сварочного тока и, как результат, падение давления электрической дуги на сварочную ванну уменьшается вероятность образования прожога тонкостенных деталей даже при большой силе тока и скорости сварки.
При выборе оптимального состава необходимо учитывать, что при наличии углекислого газа до 35-40% интенсивно выгорает марганец (Mn), кремний (Si), титан (Ti) и некоторое уменьшение потерь углерода. Снижение потерь углерода объясняется тем, что из-за роста доли углекислоты в смеси увеличивается парциальное давление СО в газовой фазе и, как следствие, тормозится реакция окисления углерода в жидкой фазе. Повышение доли углекислоты более 40% не вызывает дальнейшего роста потерь элементов, и они становятся аналогичными сварке в чистом углекислом газе.
Сварочная смесь из аргона с 3-10% углекислого газа
Данное сочетание газов применяется для струйного переноса металла дуги или короткими замыканиями углеродистых сталей различной толщины. Она является универсальной и довольно популярной из-за того, что может успешно использоваться оба типа переноса металла. Смесь с 5% углекислоты часто применяется для импульсной сварки полуавтоматом толстостенных конструкций из низколегированных сталей во всех пространственных положениях. При наличии от 5% до 10% углекислого газа столб дуги становится жестким и имеет четкий контур. Возникающее сильное давление дуги делает ее устойчивой к окалине и позволяет хорошо контролировать ванну расплавленного металла.
Сварочная смесь из аргона с 11-20% углекислоты
На данный момент — это самая популярная комбинация газов, которую применяют для сварки углеродистых и низколегированных сталей во всех пространственных положениях. Применение данного сочетания позволяет достичь максимальной производительности при сварке тонкостенных деталей в т.ч. и за счет минимального разбрызгивания.
Оптимальный считается состав 75-82% аргона (Ar) и 18-25% углекислоты (CO2). При содержании менее 15% углекислого газа и отклонении параметров режима сварки от оптимальных в швах возможно появление пор. В общем случае одного баллона стандартной сварочной смеси (18% углекислоты и 82% аргона) достаточно, чтобы уложить в шов 22-24 кг сварочной проволоки диаметром 1,2 мм.
Сварочная смесь из аргона с 21-25% углекислого газа
Данное сочетание газов применяют при необходимости сварки полуавтоматом низкоуглеродистых и низколегированных сталей с короткозамкнутым переносом металла. Первоначально ее применяли для полуавтоматической сварки сплошной проволокой диаметром 0,8 — 1,0 мм и сейчас чаще используется при сварке порошковой проволокой.
Данное сочетание имеет ограниченное применение поскольку при содержании углекислоты выше 30% процесс сварки протекает практически так же, как в чистом углекислом газе. При этом не обеспечивается надлежащее формирование сварного шва и проявляется усиленное разбрызгивание электродного металла, а проплавление узкое и глубокое. В швах с такой формой провара столбчатые кристаллиты встречаются в осевой зоне под углами, близкими к 180°. В данных местах значительно возрастает вероятность появление трещин.
Присутствие большого количества углекислоты в смеси оказывает существенное влияние на геометрические размеры швов. Например, при сварке током 100 А, напряжении дуги 25 В и введении 40% углекислоты в аргон высота усиления шва снижается с 2 до 1,6 мм, ширина шва увеличивается с 8,6 до 9,5 мм, а глубина проплавления — от 1,6 до 1,9 мм. Более заметное влияние на форму проплавления наблюдается при сварке большими токами. Снижение высоты усиления и увеличение ширины шва свидетельствует о рассредоточенном вводе тепла в основной металл. Этому способствуют процессы рекомбинации оксида углерода и кислорода, а также блуждание активного пятна дуги по поверхности сварочной ванны. В связи с присутствием в зоне дуги и сварочной ванне окиси углерода, которая рафинирует жидкий металл при своем выделении, в шве отсутствуют поры. Кроме того, на формирование шва влияет также напряжение дуги, вид переноса металла и интенсивность блуждания активного пятна дуги по поверхности сварочной ванны. Увеличение напряжения не только вызывает рост тепловой мощности сварочной дуги, но и способствует блужданию дуги (за счет удлинения дугового промежутка), а это, в свою очередь, увеличивает ширину проплавления. Вид переноса металла в основном сказывается на неравномерности проплавления дугой основного металла. При снижении диаметра капель стабилизируются размеры зоны проплавления.
Сварочные смеси из аргона и кислорода
При полуавтоматической сварке в смеси аргона и кислорода наблюдается снижение критического тока, при котором крупнокапельный перенос металла переходит в мелкокапельный, а также значительно стабилизируется сварочная дуга. Сварочная ванна остается в жидком состоянии более продолжительное время, что уменьшает вероятность образования подрезов сварного шва и улучшается форма усиления сварного шва.
Добавка небольшого количества кислорода к аргону обеспечивает такие же характеристики струйного переноса металла дуги, как и при добавлении небольшого количества аргона. Отличие в основном заключается в том, что для струйного переноса металла дуги в среде аргона с углекислотой необходим больший ток, по сравнению со смесью с кислородом.
Добавка кислорода к аргону значительно повышает стойкость шва против образования кристаллизационных трещин. При концентрации 3-14% кислорода стойкость шва против образования трещин практически одинакова, а при содержании более 14% кислорода она значительно снижается.
Кислород при определенных концентрациях улучшает стабильность дугового разряда и в тоже время способствует большему выгоранию углерода из металла сварочной ванны. Избыток кислорода в защитном газе вызывает образование пористости в металле шва, а при недостаточном содержании раскислителей в проволоке снижение прочностных показателей сварных соединений. Поэтому к аргону обычно добавляют небольшого количества кислорода от 1 до 5%.
Сварочная смесь с 1% кислорода применяется для сварки нержавеющих сталей. Данного количества кислорода обычно достаточно для стабилизации дуги, улучшение струйного переноса металла дуги и сплавления металла шва с основным металлом и как следствие улучшение внешнего вида валика сварного шва.
Газовые смеси с 2% кислорода применяют для сварки углеродистых, низколегированных и нержавеющих сталей. Механические свойства и коррозионная стойкость сварного шва при данном составе такие же, как и с 1% кислорода, а смачиваемость расплавленного металла шва намного лучше. Поверхность сварного шва после сварки нержавейки полуавтоматом в данной комбинации газов темнее и более окисленная.
Сварочная смесь с 5% кислорода применяется для полуавтоматической сварки углеродистых сталей. При этом, из-за повышенного содержания кислорода необходимо увеличивать скорость сварки.
Смесь аргона с 8-12% кислорода применяется довольно редко в основном для сварки углеродистых и низколегированных сталей больших толщин за один проход. При этом ухудшается формирование шва и необходимо применять сварочную проволоку с повышенным содержанием легирующих элементов, поскольку присутствие кислорода увеличивает окислительный потенциал и усиливает выгорание раскислителей.
Сочетание аргона с 12-25% кислорода имеет специальное предназначение. При её использовании ванна расплавленного металла имеет большую текучесть, а на поверхности сварного шва образуется плотная, плохо удаляемая шлаковая корка. Количество кислорода в шве при этом значительно возрастает.
Если двойная смесь содержит более 25% кислорода, то в швах появляются поры.
Сочетание аргона с кислородом, в котором содержится 3-11% О2, оптимальны как с точки зрения стойкости против образования трещин, так и по другим сварочно-технологическим характеристикам.
Сварочные смеси из аргона, углекислого газа и кислорода
Сварка полуавтоматом в смеси аргона с кислородом и углекислым газом обеспечивает более благоприятные условия кристаллизации металла шва. Форма провара в этом случае близка к треугольной, что способствует повышению стойкости швов против образования трещин. Её еще называют «универсальной» поскольку она позволяет производить сварку с короткими замыканиями, капельным, струйным и импульсными переносом металла.
Стоимость тройной газовой смеси, состоящей из аргона, углекислого газа и кислорода будет больше, чем стоимость двойной из аргона и углекислого газа. Количество ее в баллоне примерно равно количеству двойной комбинации Ar + CO2, и колеблется в зависимости от объема углекислого газа.
Тройные сварочные смеси более чувствительны к изменениям вылета сварочной проволоки и качеству подготовки поверхности. Сварочные смеси с кислородом обычно требуют более низкого напряжения дуги. Дуга менее стабильна при сварке и наплавке с высокой скоростью.
По всей совокупности сварочно-технологических характеристик оптимальным считается следующий состав тройной сварочной смеси:
- 70% (основа) — аргон (Ar)
- 25% — углекислый газ (CO2)
- 5% — кислород (O2)
При этом в производственных условиях незначительное колебание содержание газов в данном сочетании практически не влияет на стойкость шва против образования трещин.
Газовая смесь из углекислого газа и кислорода
Углекислый газ является основным компонентом данной смеси активных газов, а в качестве дополнительного компонента применяется кислород. Кислород повышает степень окисления защитного газа и увеличивает температуру жидкотекучести металла сварочной ванны. При его применении необходимо применять проволоку с повышенным содержанием раскислителей.
При применении сочетания из углекислого газа и кислорода для сварки с повышением содержания кислорода коэффициент перехода элементов значительно снижается. Особенно сильно уменьшается коэффициент перехода марганца, меньше других — углерода и хрома. При наплавке проволокой Св-18ХГСА добавка к углекислому газу 30% кислорода приводит к снижению коэффициентов перехода хрома с 0,79 до 0,64 и марганца с 0,72 до 0,45. Значительно снижаются коэффициенты перехода с увеличением расхода сварочной смеси и чистого углекислого газа.
Коэффициент перехода углерода с повышением содержания кислорода снижается в большей степени, чем с повышением расхода смеси. Это объясняется тем, что с увеличением расхода углекислоты (отдельно или в смеси) увеличивается количество диссоциирующейся окиси углерода и усиливается растворение образующегося при этом углерода.
Коэффициенты перехода отдельных элементов зависят от химического состава проволоки и увеличиваются с повышением сварочного тока и уменьшением напряжения дуги. Например, при наплавке проволокой Св-08Г2С коэффициенты перехода углерода значительно выше, а марганца ниже, чем при использовании проволоки Св-18ХГСА.
Добавка кислорода к углекислому газу оказывает ряд положительных эффектов:
- уменьшает разбрызгивание
- снижает прилипание брызг к изделию
- повышает стабильность горения дуги
- улучшает формирование шва
- уменьшает высоту усиления и чешуйчатость сварного шва
- швы имеют более плавный переход к основному металлу по сравнению со швами, выполненными в углекислом газе без кислорода
- связывает водород и уменьшает его влияние на образование пор
- снижает поверхностное натяжение сварочной ванны
- увеличивает время пребывания ванны в жидком состоянии из-за чего происходит более полное удаление неметаллических включений и лучшая дегазация металла ванны
Смесь углекислого газа с кислородом широко применяется для сварки углеродистых и низколегированных сталей.
Оптимальным считается состав 70-80 % углекислого газа и 20-30 % кислорода. При данном соотношении получается ровный сварной шов без грубой чешуйчатости, обеспечивается глубокое проплавление, увеличивается плотность шва. Наряду с этим на поверхности шва образуется тонкий слой шлаковой корки, после удаления которой шов имеет серебристый цвет. При дальнейшем увеличении содержания кислорода в смеси более 30 % поверхность сварного шва имеет грубую чешуйчатость. Сварка в смеси углекислоты с кислородом возможна во всех пространственных положениях.
Основными преимуществами сварки в комбинации углекислого газа с кислородом с увеличенным вылетом электрода по сравнению со сваркой в углекислом газе и обычным вылетом являются повышение производительности процесса на 20-25 %, сокращение затрат на зачистку швов от брызг, улучшение внешнего вида и качества швов.
Сварочная смесь из аргона, углекислого газа и водорода
Установлено, что небольшая добавка водорода (1-2%) улучшает стабильность дуги и смачиваемость расплавленного металла сварного шва при сварке нержавеющих сталей полуавтоматом в импульсном режиме. В данных смесях количество углекислоты должно быть в пределах 1-3% во избежание науглераживания металла и шва, и обеспечения стабильности дуги. Применение данной смеси не рекомендуется для сварки низколегированных сталей, поскольку наличие водорода в металле шва способствует образованию трещин и ухудшению механических свойств.
Сварочная смесь из аргона, углекислого газа и гелия
Добавление гелия и углекислого газа к аргону увеличивает тепловую мощность и стабильность сварочной дуги, улучшается профиль усиления сварного шва. При сварке углеродистых и низколегированных сталей применение гелия оказывает почти такое же влияние на увеличение тепловложение и улучшение текучести сварочной ванны, как и кислород, но гелий является инертным и не способствует выгоранию легирующих элементов.
Газовая смесь из углекислого газа с 10-30% аргона и 5-15% гелия
Данное сочетание чаще всего применяют для полуавтоматической сварки углеродистых и низколегированных сталей в нижнем положении, когда необходима большая скорость сварки с максимальным проплавлением.
Газовая смесь из углекислого газа с 20-30% аргона и 60-70% гелия
Применяется для сварки с короткозамкнутым переносом металла высокопрочных сталей во всех пространственных положениях. Небольшое количество углекислоты позволяет гарантировать хорошие показатели ударной вязкости металла шва.
Газовая смесь из углекислого газа с 7-8% аргона и 90% гелия
Применяется для сварки полуавтоматом короткой дугой нержавеющих сталей во всех пространственных положениях. Минимальное количество углекислого газа необходимо для предотвращения науглераживания и обеспечения коррозионной стойкости сварного шва. Аргон с углекислотой обеспечивают стабильность горения дуги, а высокое содержание гелия — подвод тепла и более глубокое проплавление.
Сварочная смесь аргона и гелия
Сварочные смеси гелия с аргоном применяются для сварки полуавтоматом (MIG) и сварки вольфрамовым электродом (TIG) в основном цветных металлов:
- алюминий
- медь
- никелевые сплавы
- магниевые сплавы
- химически активные металлы
Данная комбинация в полной мере реализуются преимущества обоих газов:
- аргон обеспечивает стабильность дуги
- гелий — высокую глубину проплавления
Как правило, чем толще свариваемые детали, тем больше необходим процент гелия в смеси. Малое содержание гелия, меньше 20%, не оказывает существенного влияние на сварочную дугу. С увеличением содержания гелия, напряжение дуги и отношение ширины сварного шва к глубине поправления, увеличивается. При сварке алюминия в среде аргона с 20% гелия, уменьшается пористость сварного шва. Стабильное горения и струйный перенос метала сварочной дуги происходит при условии наличия более 20% аргона.
Добавление 25% гелия в аргон необходимо если требуется увеличить тепловложение и улучшить внешний вид сварного шва при сваре цветных металлов.
При необходимости увеличения скорости сварки цветных металлов толщиной менее 20 мм механизированными способами, процент гелия повышают до 50%.
Добавление 75% гелия к аргону позволяет производить сварку алюминия толщиной более 25 мм в нижнем положении.
Сочетание аргона с 90% гелия используются для сварки меди толщиной более 12 мм и алюминия толщиной более 40 мм.
Оптимальным является соотношение 35-40% аргона и 60-65% гелия.
Для сварки цветных металлов и специальных сплавов наиболее эффективна двойная смесь, состоящая из аргона и гелия, которая обеспечивает хорошее формирование швов и глубокое проплавление основного металла. При ее использовании снижается разбрызгивание и улучшается стабильность дугового процесса.
Общая стоимость комбинации газов аргона с гелием значительно ниже, чем при использовании чистого гелия.
Газовая смесь аргона с гелием и кислородом
Добавка гелия к смеси аргона с кислородом увеличивает энергию дуги при сварке цветных металлов. Довольно редко данную комбинацию применяют при сварке низколегированных или нержавеющих сталей с целью уменьшения пористости и улучшения формы сварного шва.
Газовая смесь аргона с азотом
Смеси аргона с добавление азота имеют ограниченное применение, но об этом мы писали в статье об азоте и поэтому не будем здесь повторяться.
Что лучше углекислота или сварочная смесь?
Использование газовой смеси для сварки полуавтоматом вместо однокомпонентных газов позволяет без существенного изменения технологии и оборудования увеличить производительность сварки. При этом повышается стабильность электрической дуги, улучшается текучесть расплавленного металла и перенос электродного металла в сварочную ванну.
При сварке в сварочных смесях легко реализовать все виды переноса электродного металла:
- короткозамкнутого
- струйного
- импульсно-струйного
При этом улучшается стабильность дуги, уменьшается разбрызгивание и достигается лучшее смачивание верхней части шва.
К основным преимуществам сварки полуавтоматом в смеси из аргона и углекислого газа по сравнению со сваркой в углекислоте:
Уменьшения расхода электроэнергии происходит за счет обеспечения оптимальных режимов сварки. Практические испытания показали, что напряжение дуги на 2-3 В меньше при использовании сочетания аргона с углекислым газом и на 3-5 В — при использовании комбинации аргона с кислородом, чем при сварке в чистом углекислом газе.
Повышение механических свойств металла шва при сварке в газовых смесях, объясняется меньшим содержанием неметаллических включений в шве и более благоприятным формированием его первичной структуры. Сварка в сварочных смесях позволяет также получать швы без трещин, с хорошим формированием структуры при практически полном отсутствии разбрызгивания электродного металла.
Результаты практических исследований позволяют заключить, что газовые смеси могут быть использованы для многослойной сварки высокопрочных сталей без последующей термообработки, когда необходимо обеспечить высокую ударную вязкость литого металла шва при хорошем его формировании и отсутствии разбрызгивания электродного металла.
Применение газовой смеси взамен углекислого газа приводит к сокращению времени сварки и очистки, экономии потребления электроэнергии, уменьшение удельного износа оборудования, но возрастает стоимость газа. Зато в результате замены углекислого газа на сварочные смеси на основе аргона экономия составляет 10-40% в зависимости от объемов производства.
Таким образом, эффективность замены углекислоты защитными газовыми смесями при полуавтоматической сварке сталей для промышленного производства несомненна.
Но если сварочная смесь лучше, почему же до сих пор используют углекислоту в качестве защитного газа? У всех есть свои недостатки, и у сварочной смеси — это высокая стоимость. Даже недостаток в виде повышенного светового и теплового излучения сварочной дуги не оказывает особого влияния при выборе между смесью и углекислым газом. Многие делают свой выбор в пользу более дешевых защитных газов, но в результате тратят больше средств.
Недостатки однокомпонентных защитных газов при сварке полуавтоматом
Сварке полуавтоматом в углекислом газе присущи серьёзные недостатки, в первую очередь, потери электродного металла (10-12%) на разбрызгивание, значительные трудозатраты на зачистку поверхности основного металла от брызг. Кроме того, сварные швы, выполненные в углекислом газе, имеют грубую чешуйчатость, большую высоту усиления, с резким переходом к основному металлу. При использовании чистого углекислого газа мундштук загрязняется брызгами металла, а скорость подачи сварочной проволоки меньше, чем при использовании смеси газов. Все это резко снижает эффективность процесса.
Разбрызгивание электродного металла можно устранить, если добиться струйного переноса электродных капель. При сварке в углекислом газе это возможно только при значительных плотностях тока, что затрудняет проведение сварочных работ и не обеспечивает надежного управления процессом. Снизить потери электродного металла возможно следующими способами:
- использование источников питания инверторного типа
- применение активированных сварочных проволок и с дополнительным легированием редкоземельными элементами
- использования в качестве защитной среды смеси газов на основе аргона.
Сварку полуавтоматом в инертном газе аргоне целесообразно применять при сварке нержавейки. Применение аргона в качестве защиты зоны дуги от окружающего воздуха в данном случае вызвано стремлением сократить окисление легирующих элементов, входящих в состав жидкого металла, и тем самым сохранить эксплуатационные свойства сварного соединения. Однако использование для защиты зоны сварки чистого аргона затруднено не только по экономическим соображениям (высокая стоимость газа), но и по некоторым технологическим недостаткам, проявляющимся при сварке (блужданием дуги и возможностью появления пор в корне шва). При сварке дуга издает громкий звук и имеет голубой цвет. Подвижность дуги при сварке в аргоне особенно заметна при малых скоростях плавления сварочной проволоки. Причиной считают особенности ионизации аргона. Появление пор в корне шва является следствием недостаточно интенсивного выделения газов из жидкого металла сварочной ванны.
Дополнительные трудности при сварке в чистом аргоне и в чистом углекислом газе заключаются в предотвращении прожогов в стыковых соединениях. Для исключения прожога более предпочтительно нахлёсточное соединение, так как имеется больше металла для теплоотвода.