

10 – 2. освидетельствование баллонов
1. Проверка качества, освидетельствование и приемка изготовленных баллонов производятся работниками отдела технического контроля завода-изготовителя в соответствии с требованиями настоящих Правил, ГОСТов на баллоны и технических условий. Все баллоны на заводе-изготовителе подвергаются гидравлическому испытанию пробным давлением: стандартные баллоны – согласно ГОСТам, нестандартные – по техническим условиям, но не менее чем полуторным рабочим давлением.
2. Баллоны, за исключением баллонов для ацетилена, после гидравлического испытания должны подвергаться пневматическому испытанию давлением, равным рабочему давлению. При пневматическом испытании баллоны должны быть погружены в ванну с водой. Баллоны для ацетилена должны подвергаться пневматическому испытанию на заводах, наполняющих баллоны пористой массой.
Наименование газа | Окраска баллонов | Текст надписи | Цвет надписи | Цвет полосы |
| Азот | Черная | Азот | Желтый | Коричневый |
| Аммиак | Желтая | Аммиак | Черный | — |
| Аргон сырой | Черная | Аргон сырой | Белый | Белый |
| Аргон технический | Черная | Аргон технический | Синий | Синий |
| Аргон чистый | Серая | Аргон чистый | Зеленый | Зеленый |
| Ацетилен | Белая | Ацетилен | Красный | — |
| Бутилен | Красная | Бутилен | Желтый | Черный |
| Нефтегаз | Серая | Нефтегаз | Красный | — |
| Бутан | Красная | Бутан | Белый | — |
| Водород | Темно-зеленая | Водород | Красный | — |
| Воздух | Черная | Воздух | Белый | — |
| Гелий | Коричневая | Гелий | Белый | — |
| Закись азота | Серая | Закись азота | Черный | — |
| Кислород | Голубая | Кислород | Черный | — |
| Кислород медицинский | Голубая | Кислород медицинский | Черный | — |
| Сероводород | Белая | Сероводород | Красный | Красный |
| Сернистый ангидрид | Черная | Сернистый ангидрид | Белый | Желтый |
| Углекислота | Черная | Углекислота | Желтый | — |
| Фосген | Защитная | — | — | Красный |
| Фреон 11 | Алюминевая | Фреон 11 | Черный | Синий |
| Фреон 12 | Алюминевая | Фреон 12 | Черный | — |
| Фреон 13 | Алюминевая | Фреон 13 | Черный | 2 красные |
| Фреон 22 | Алюминевая | Фреон 22 | Черный | 2 желтые |
| Хлор | Защитная | — | — | Зеленый |
| Циклопропин | Оранжевая | Циклопропин | Черный | — |
| Этилен | Фиолетовая | Этилен | Красный | — |
| Все другие горючие газы | Красная | Наименование газа | Белый | — |
| Все другие негорючие газы | Черная | Наименование газа | Желтый | — |
| Примечание. Окраска баллонов и надписи на них могут производиться масляной, эмалевой или нитрокрасками. | ||||
3. При испытании баллонов. новых конструкций или баллонов, изготовленных из ранее не
применявшихся материалов, несколько баллонов из головной партии должно быть подвергнуто разрушению под действием гидравлического давления; при этом запас прочности по его пределу должен, быть не менее 2,6 с пересчетом на нижний предел прочности металла и наименьшую толщину стенки без прибавки на коррозию.
4. Результаты освидетельствования изготовленных баллонов заносятся ОТК завода-изготовителя в ведомость, в которой должны быть отражены следующие данные: а) номер по порядку; б) номер баллона; в) дата (месяц, год) изготовления (испытания) баллона и следующего освидетельствований; г) вес баллона, кг; д) емкость баллона, л; е) рабочее давление, кгс/см2; ж) пробное давление, кгс/см2; з) подпись представителя ОТК завода-изготовителя.Все заполненные ведомости должны быть пронумерованы, прошнурованы и храниться в делах ОТК завода.
5. Баллоны, находящиеся в эксплуатации, должны подвергаться периодическому освидетельствованию не реже чем через 5 лет. Баллоны, которые предназначены для наполнения газами, вызывающими коррозию (хлор, хлористый метил, фосген, сероводород, сернистый ангидрид, хлористый водород и др.), а также баллоны для сжатых и сжиженных газов, применяемых в качестве топлива для автомобилей и других транспортных средств, подлежат периодическому освидетельствованию не реже чем через 2 года.
Установленные стационарно, а также установленные постоянно на передвижных средствах баллоны и баллоны-сосуды, в которых хранятся сжатый воздух, кислород, аргон, азот и гелий с температурой точки росы – 35°С и ниже, замеренной при давлении 150 кгс/см2 и выше, а также баллоны с обезвоженной углекислотой подлежат техническому освидетельствованию не реже чем через 10 лет.
Баллоны и баллоны-сосуды с некоррозионной средой, постоянно находящиеся не под давлением, но периодически опорожняемые под давлением свыше 0,7 кгс/см2, подлежат техническому освидетельствованию не реже одного раза в 10 лет. Периодическое освидетельствование баллонов должно производиться на заводах-наполнителях или на наполнительных станциях (испытательных пунктах) работниками этих заводов (наполнительных станций), выделенными приказом по предприятию.
6. Разрешение на освидетельствование баллонов выдается; заводам-наполнителям, наполнительным станциям и испытательным пунктам местными органами Госгортехнадзора СССР после проверки ими: а) наличия производственных помещений, а также технических средств, обеспечивающих возможность качественного проведения освидетельствования; б) специального назначения приказом по предприятию лиц, ответственных за проведение освидетельствований, из числа инженерно-технических работников, имеющих соответствующую подготовку; в) наличия инструкции по проведению технического освидетельствования баллонов.
7. Проверка веса и емкости бесшовных баллонов емкостью до 12 л. включительно и свыше 55 л, а также сварных баллонов независимо от емкости не производится.
8. Осмотр баллонов производится с целью выявления на их стенках коррозии, трещин, плен, вмятин и других повреждений (для установлений пригодности баллонов к дальнейшей эксплуатации). Перед осмотром баллоны должны быть тщательно очищены, и промыты водой, а в необходимых случаях промыты соответствующим растворителем или дегазированы.
9. Баллоны, в которых при осмотре наружной и внутренней поверхностей выявлены трещины, плены, вмятины, отдулины, раковины и риски глубиной белее 10% от номинальной толщины стенки, надрывы и выщербления, износ резьбы горловины, а также на которых отсутствуют некоторые паспортные данные, должны быть выбракованы.
Ослабление кольца на горловине баллона не может служить причиной браковки последнего. В этом случае баллон может быть допущен к дальнейшему освидетельствованию после закрепления кольца или замены его новым. Баллон, у которого обнаружена косая или слабая насадка башмака, к дальнейшему освидетельствованию не допускается до перенасадки башмака.
10. Емкость баллона определяют по разности между весом баллона, наполненного водой, и весом порожнего баллона или
при помощи мерных бачков.
11. Бесшовные стандартные баллоны емкостью более 12 до 55 л при потере в весе от 7,5 до 10% или увеличении их емкости в пределах 1,5 – 2% переводятся на давление, сниженное против первоначально установленного на 15%, При потере в весе от 10 до 15% или увеличении емкости в пределах от 2 до 2,5% баллоны переводятся на давление, сниженное против установленного не менее чем на 50%.
12. На баллонах, переведенных на пониженное давление, должны быть нанесены клеймением: вес, емкость, рабочее и пробное давление, дата освидетельствования и клеймо испытательного пункта. Старые клейма, за исключением номера баллона, товарного знака завода-изготовителя и даты изготовления, должны быть забиты.
13. Все баллоны, кроме баллонов для ацетилена, при периодических освидетельствованиях подвергаются гидравлическому испытанию пробным давлением, равным полуторному рабочему.
14. После удовлетворительных результатов освидетельствования на каждом баллоне наносят следующие клейма: а) клеймо завода-наполнителя, на котором произведено освидетельствование баллона (круглой формы диаметром 12 мм); б) дата произведенного и следующего освидетельствований (в одной строке с клеймом завода-наполнителя).
15. Результаты освидетельствования баллонов, за исключением баллонов для ацетилена, записываются лицом, освидетельствовавшим баллоны, в журнал испытания, имеющий следующие графы: номер по порядку; товарный знак завода-изготовителя; номер баллона; дата (месяц и год) изготовления баллона; дата произведенного и следующего освидетельствования; вес, выбитый на баллоне, кг, вес баллона, установленный при освидетельствовании, кг; емкость, выбитая, на баллоне, л; емкость баллона, установленная при освидетельствовании, л; рабочее давление Р, кгс/см2; отметка о пригодности баллона; подпись лица, производившего освидетельствование баллонов.
16. Освидетельствование баллонов для ацетилена должно производиться на заводе-наполнителе ацетиленом не реже чем через 5 лет; оно включает: а) осмотр наружной поверхности; б) проверку пористой массы; в) пневматическое испытание.
17. Состояние пористой массы в баллонах для ацетилена должно проверяться на заводах-наполнителях не реже чем через 12 месяцев. После проверки пористой массы на каждом баллоне должны быть нанесены клейма: а) год и месяц проверки пористой массы; б) клеймо завода-наполнителя; в) клеймо, удостоверяющее проверку пористой массы (диаметром 12 мм с изображением букв «ПМ»).
18. Баллоны для ацетилена, наполненные пористой массой, при освидетельствовании испытывают азотом под давлением 35 кгс/см2; при этом баллоны должны быть погружены в воду на глубину не менее 1 м. Чистота азота, применяемого для испытания баллонов, должна быть не ниже 97% по объему.
19. Результаты освидетельствования баллонов для ацетилена заносят в журнал испытания, имеющий следующие графы: номер по порядку; номер баллона; товарный знак завода-изготовителя и дата ( месяц и год) изготовления баллона; дата произведенного и следующего освидетельствования; дата наполнения пористой массой; водяная емкость баллона, л; вес баллона без пористой массы, вентиля и колпака, но с башмаком и кольцом, кг; вес баллона без колпака, но с пористой массой; башмаком, вентилем и растворителем (тара),кг; полое пространство, см3;, пробное давление азотом, кгс/см2; рабочее давление, кгс/см2, подпись лица, производившего освидетельствование баллонов.
20. Забракованные баллоны независимо от их назначения должны быть приведены в негодность (путем нанесения насечек на резьбе горловины или просверливания отверстий на корпусе), исключающую возможность их дальнейшего использования.
21. Освидетельствование баллонов должно проводиться в отдельных специально оборудованных помещениях. Температура воздуха в этих помещениях должна быть не ниже 12˚С.Для внутреннего осмотра баллонов допускается применение электрического освещения с напряжением не выше 12 в.
22. Наполненные газом баллоны, находящиеся на длительном складском хранении, при наступлении очередных сроков периодического освидетельствования подвергаются представителем администрации освидетельствованию в выборочном порядке в количестве не менее 5 штук из партии до 100 баллонов, 10 штук из партии до 500 баллонов и 20 штук из партии свыше 500 баллонов.
При удовлетворительных результатах освидетельствования срок хранения баллонов устанавливается лицом, производившим освидетельствование, но не более, чем 2
года. Результаты выборочного освидетельствования оформляются соответствующим актом. При неудовлетворительных результатах освидетельствования производится повторное освидетельствование баллонов в таком же количестве.
В случае неудовлетворительных результатов при повторном освидетельствовании дальнейшее хранение всей партии баллонов не допускается; газ из баллонов должен быть удален в срок, указанный лицом (представителем администрации), производившим освидетельствование, после чего баллоны должны быть подвергнуты техническому освидетельствованию каждый в отдельности.
Горючие
Основные характеристики двухкомпонентных ЖРТ при pк/pа=7/0,1 МПа
По физико-химическому составу их можно разбить на несколько групп.
Углеводородные горючие.
Низкомолекулярные углеводороды.
Простые вещества: атомарные и молекулярные.
Для этой темы пока практический интерес представляет лишь водород (Hydrogenium).
Na, Mg, Al, Bi, He, Ar, N2, Br2, Si, Cl2, I2 и др. я не буду рассматривать в этой статье.
Гидразиновые топлива («вонючки»).Поиски оптимального горючего начались с освоения энтузиастами ЖРД.
Первым широко использовавшимся горючим стал спирт (этиловый), применявшийся на первых
советских ракетах Р-1, Р-2, Р-5 («наследство» ФАУ-2) и на самой Vergeltungswaffe-2.
Вернее раствор 75% этилового спирта (этанол, этиловый спирт, метилкарбинол, винный спирт или алкоголь, часто в просторечии просто «спирт») — одноатомный спирт с формулой C2H5OH (эмпирическая формула C2H6O), другой вариант: CH3-CH2-OHУ этого горючего два серьёзных недостатка, которые очевидно не устраивали военных: низкие энергетические показатели и низкая стойкость личного состава к «отравлению» таким горючим.
Сторонники здорового образа жизни (спиртофобы) пытались использовать фурфуриловый спирт-ядовитая, подвижная, прозрачная, иногда желтоватая (до темно-коричневого), со временем краснеющая на воздухе жидкость.
Хим. формула:C4H3OCH2OH, Рац. формула:C5H6O2. Отвратительная жижа.
К питью не предназначена.
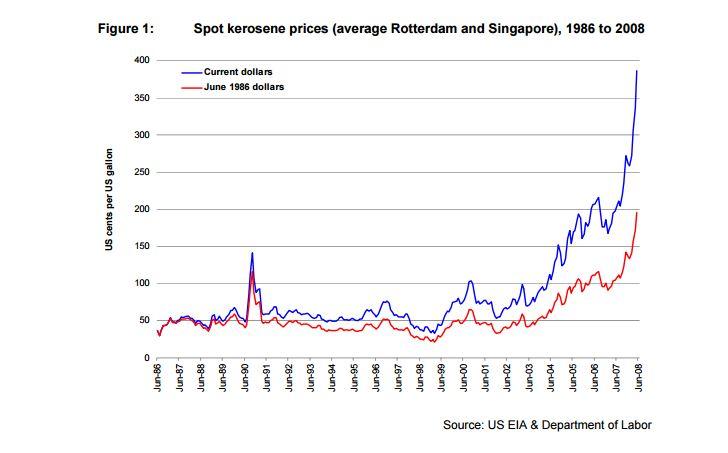
Группа углеводородов.Керосин
Условная формула C7,2107H13,2936
Горючая смесь жидких углеводородов (от C8 до C15) с температурой кипения в интервале 150—250 °C, прозрачная, бесцветная (или слегка желтоватая), слегка маслянистая на ощупь
плотность — от 0,78 до 0,85 г/см³ (при температуре 20°С);
вязкость — от 1,2 – 4,5 мм²/с (при температуре 20°С);
температура вспышки — от 28°С до 72°С;
теплота сгорания — 43 Мдж/кг.
Моё мнение: о точной молярной массе писать бессмысленно
Керосин является смесью из различных углеводородов, поэтому появляются страшные дроби (в хим формуле) и «размазанная» температура кипения.
Удобное высококипящее горючее. Используется давно и успешно во всём мире в двигателях и в авиации. Именно на нем до сих пор летают «Союзы». Малотоксичен (пить настоятельно не рекомендую), стабилен. Всё же керосин опасен и вреден для здоровья (употребление внутрь).
Однако и он требует осторожности в обращении при эксплуатации: авария пассажирского самолётаСущественные плюсы: сравнительно недорог, освоен в производстве.
Пара керосин-кислород идеальна для первой ступени. Ее удельный импульс на земле 3283 м/с, пустотный 3475 м/с. Недостатки. Относительно малая плотность. 

Относительно дешёвый (был):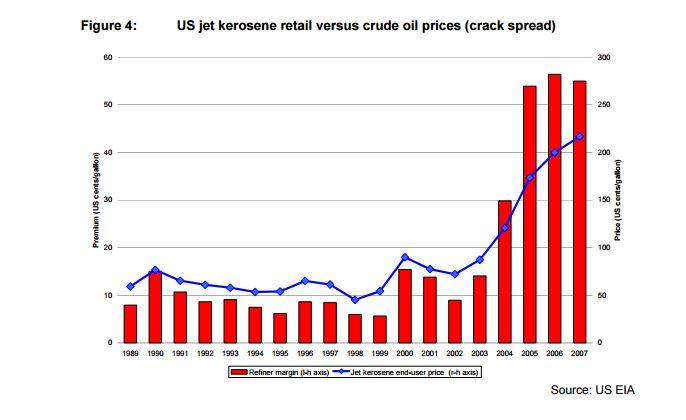
Для повышения плотности лидерами освоения космоса были разработаны синтин (СССР) и RJ-5 (США).
Синтез синтина.
Керосин имеет склонность к отложению смолистых осадков в магистралях и тракте охлаждения, что отрицательно сказывается на охлаждении. На это его свойство педалируют Мухин, Велюров @Co.Керосиновые двигатели наиболее освоены в СССР.
Шедевр человеческого разума и инженерии наша «жемчужина» РД-170/171:
«Где делают самые лучшие ракетные двигатели в мире».
Теперь более корректным названием для горючих на основе керосина стал термин УВГ-«углеводородное горючее», т.к. от керосина, который жгли в безопасных керосиновых лампах И. Лукасевича и Я. Зеха, применяемое УВГ «ушло» очень далеко.Как пример:нафтил.
Низкомолекулярные углеводороды
Метан-CH4
Молярная масса: 16,04 г/моль
Плотность газ (0 °C) 0,7168 кг/м³;
жидкость (−164,6 °C) 415 кг/м³
Т. плав.=-182,49 °C
Т. кип.=-161,58 °C
Всеми сейчас рассматривается как перспективное и дешёвое топливо, как альтернатива керосину и водороду.
Главный конструктор
Владимир Чванов:
— Удельный импульс у двигателя на СПГ высокий, но это преимущество нивелируется тем, что у метанового топлива меньшая плотность, поэтому в сумме получается незначительное энергетическое преимущество. С конструкционной точки зрения метан привлекателен. Чтобы освободить полости двигателя, нужно только пройти цикл испарения — то есть двигатель легче освобождается от остатков продуктов. За счет этого метановое топливо более приемлемо с точки зрения создания двигателя многоразового использования и летательного аппарата многоразового применения.
Недорог, распространен, устойчив, малотоксичен. По сравнению с водородом имеет более высокую температуру кипения, а удельный импульс в паре с кислородом выше, чем у керосина: около 3250-3300 м/с на земле.
Неплохой охладитель.
Недостатки. Низкая плотность (вдвое ниже чем у керосина). При некоторых режимах горения может разлагаться с выделением углерода в твердой фазе, что может привести к падению импульса из-за двухфазности течения и резкому ухудшению режима охлаждения в камере из-за отложения сажи на стенках КС. В последнее время идут активные НОР и НИОКР в области его применения (наряду с пропаном и природным газом) даже в направлении модификации уже сущ. ЖРД (в частности такие работы были проведены над РД-0120).

К этим топливам можно отнести пропан и природный газ. Основные их характеристики, как горючих, близки (за исключением большей плотности и более высокой температуры кипения)к УВГ. И имеются такие же проблемы при их использования.
Особняком среди горючих позиционируется Водород-H2 (Жидкий: LH2).
Молярная масса водорода равна 2 016 г / моль или приближенно 2 г / моль.
Плотность (при н. у.)=0,0000899 (при 273 K (0 °C)) г/см³
Температура плавления=14,01K (-259,14 °C);
Температура кипения=20,28K (-252,87 °C);
Использование пары LOX-LH2 предложено еще Циолковским, но реализовано другими:

Такая схема реализована в Aerojet Rocketdyne RL-10-просто шикарный (с инженерной точки зрения) движок: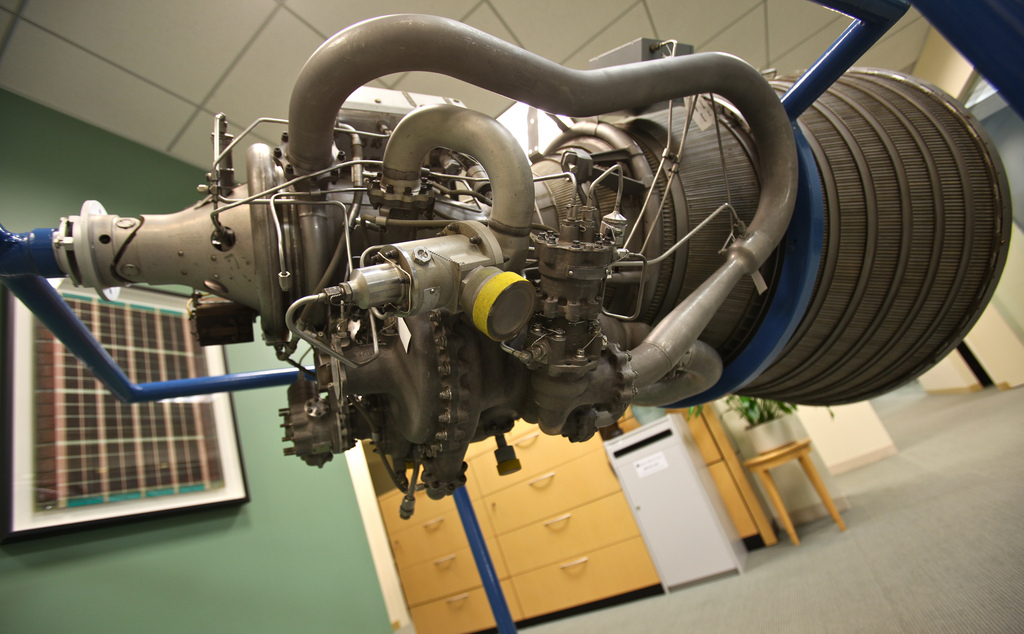

Сварка, резка и пайка металлов
При ремонте сельскохозяйственной техники широко применяются газовая сварка и резка.
Накопленный производственный опыт показал, что пропан и бутан являются хорошими заменителями ацетилена и керосина для газопламенной обработки металла. Сжиженный газ дешевле ацетилена, а качество резки пропан-бутан-кислородным пламенем выше, чем ацетилено-кислородным.
Газовая сварка производится сварочным пламенем, образующимся при сгорании смеси кислорода с горючим газом, который может являться сжиженным газом (пропан или пропан-бутановая смесь). Сварочное пламя в зависимости от соотношения кислорода и пропан-бутана бывает нормальным, окислительным и науглероживающим.
Для сварки большинства металлов используют нормальное пламя с небольшим избытком кислорода. Сварка малоуглеродистой стали пропан-бутан-кислородной смесью производится при соотношении газа и кислорода 1 : 3.
Уменьшением содержания пропан-бутана или увеличением количества кислорода получают окислительное пламя, а при увеличении количества пропан-бутана науглероживающее пламя.
Газокислородная сварка и резка металла может производиться как в условиях мастерских, так и в полевых условиях, для чего обычно используются одиночные баллоны.
Питание передвижного поста от баллона ввиду небольшого количества отбираемого газа может осуществляться без испарителя при температуре воздуха до минус 25—30 °С. При питании нескольких постов от газовой сети, т. е. при белое значительном расходе газа, может быть применена групповая баллонная установка.
Газы доставляются на рабочее место или по трубопроводу от стационарных емкостей, или в стальных баллонах.
Для снижения давления сжиженного газа могут быть использованы обычные редукторы типа РДК, РДГ-6 и другие.
Применяя ацетиленовый редуктор, надо притяжной хомут заменить переходным штуцером с накидной гайкой.
Корпус водородного, кислородного или ацетиленового редуктора, используемого для снижения давления сжиженного газа, и корпус манометра окрашиваются в красный цвет. На циферблате манометра надписи «Водород», «Кислород», «Ацетилен» заменяются надписью «Пропан».
Правила обращения с редукторами для сжиженного газа такие же, как и с кислородными редукторами. Применение кислородного и водородного редукторов для кислорода, после использования их для сжиженного газа, во избежание взрыва категорически запрещается.
Отбор газа из баллона без редуктора запрещается.
При испытании поста газовой резки от газовой сети с давлением газа от 1 до 5 кГ/см2 установка редуктора также совершенно обязательна.
При работе с пропан-бутановыми смесями необходимо тщательно следить за резиновыми мембранами, так как при выходе из баллона газа в жидком виде и проникновении его в редуктор резиновая мембрана постепенно разъедается и приходит в негодность.
Пропускная способность редукторов по сжиженному газу составляет для РДК-00 — 1,3; для РД-1-0,25 — 5 м3/ч.
Для присоединения горелки (резака) к редуктору, установленному на баллоне, применяют резино-тканевые шланги по ГОСТ 8318—57, рассчитанные на рабочее давление 10 кГ/см2.
Конструкция газосварочной горелки проста и изготовить ее можно в условиях любых мастерских.
Для сварки малоуглеродистых сталей толщиной от 0,5 до 5 мм и других видов газопламенной обработки металлов (пайка, подогрев и др.) с применением в качестве горючего газа пропана или пропан-бутана можно использовать сварочную горелку «Уфа», схема которой показана на рис. 40.
Наконечник горелки «Уфа» отличается от существующих ацетилено-кислородных наконечников наличием камер предварительного и окончательного подогрева горючего газа перед инжектором.
При отборе газа из газовых сетей с давлением от 70 мм вод. ст. до 10 тыс. мм вод. ст. (1 кГ/см2) редуктор может не устанавливаться, а устанавливается предохранительный водяной затвор.
При давлении газа в газовых сетях от 70 до 200 мм вод. ст. на спуске к рабочему посту устанавливается водяной затвор ЗГГ-3 конструкции ВНИИавтоген. При давлении от 200 до 1000 мм вод. ст. устанавливаются водяные затвори открытого типа ВЗНД-3 с предельной пропускной способностью 3 м3/ч.
При давлении газа от 1000 до 7000 мм вод. ап. устанавливаются водяные затворы закрытого типа (среднего давления ЗСД-З-07 и высокого ВЭС-10) на 1,5 кГ/см2 и с пропускной способностью в 3 и 10 м3/ч. Поминальная пропускная способность водяного затвора должна соответствовать наибольшему возможному отбору газа.
Собранная горелка вставляется в гнездо ствола и крепится гайкой, причем предварительно между венчиком сместителя и уплотнительной шайбой следует подмотать асбестовый шнур.
Выполнив эту операцию, можно открыть вентили на баллонах с кислородом и сжиженным газом, затем открыть вентили сжиженного газа и кислорода на стволе, зажечь смесь на наконечнике. После 2—3 мин горения горелки производится регулировка необходимого пламени кислородным и газовым вентилями на стволе. Подбор пламени производится в течение нескольких секунд.
Кислород и пропан-бутан, проходя через ствол, вентили, попадает в камеру смешения. Часть смеси попадает в горелку для подогрева камеры, а основная масса смеси идет в камеру подогрева, заполненную катализатором (никелевая лента толщиной 0,2 мм, свернутая в виде пружины), где подогревается до 270° С.
Сварка в зависимости от толщины свариваемого материала ведется при давлении кислорода 3,5 —5 кГ/см2 и давлении газа 0,8—1,3 кГ/см2. При удлинении шлангов давление несколько увеличивается.
Длина пламени горелки должна быть в пределах 12—23 мм. Его цвет должен быть бледно-голубым.
Сварщику необходимо следить за процессом в сварочной ванночке и вести более интенсивное перемешивание расплавленного металла. Пламя следует держать под углом 60—80° относительно поверхности металла, ведя сварку слева направо, выдувая возможный шлак из ванночки (незачищенные торцы). При зачищенных торцах шлаковые отложения незначительные.
При необходимости замены большего номера мундштука на меньший размер в комплект горелки должен входить переходник.
В зависимости от номера мундштука заменяется и наконечник. При большем номере мундштука ставится больший номер наконечника, и наоборот. Соответственно изменяется и кислородный инжектор.
Необходимо упомянуть, что при освоении сварщиком сварки стали пропан-бутан-кислородной смесью в первое время возможны трудности и недостатки в сварке, но когда сварщик освоит регулировку пламени, в зависимости от толщины свариваемого металла, сварка проходит нормально и швы получаются хорошими.
Из практики сварки пропан-бутан-кислородной смесью известно, что для более интенсивного парообразования желательно баллон ставить в отапливаемое помещение.
По данным ВНИИавтогена хорошие результаты при сварке малоуглеродистой стали можно получить, применяя и присадочную проволоку марок СВ-08ГС и СВ-082ГС.
Можно еще отметить, что с повышением содержания пропана в пропан-бутан-кислородной смеси качество сварки улучшается.
Практически пропан-бутан-кислородная смесь в сельской местности может быть использована для сварки водогазопроводных труб диаметром до 4″, листовой малоуглеродистой стали толщиной до 5—6 мм, сварки емкостей и бидонов для молока, деталей сельскохозяйственных машин, крыльев и капотов автомашин и для пайки цветных металлов.
Невысокая температура плавления алюминия позволяет в условиях сельскохозяйственных мастерских использовать для их сварки пропан-бутановые смеси.
Челябинским межотраслевым научно-исследовательским и проектно-технологическим институтом автоматизации и механизации машиностроения была проведена серия опытов по сварке и резке пропаном в совхозе «Степной» Челябинской области. Эти опыты показали, что применение пропана вместо ацетилена дает положительные результаты.
Для резки использовались ацетиленовые резаки РР-53 с переделкой (увеличивались отверстия в инжекторе и смесительной камере соответственно до 1 и 3 мм, увеличивался кольцевой зазор между внутренним и наружным мундштуком). Аналогичные изменения в инжекторе и смесительной камере делались и у ацетиленовой горелки ГС-53 (для наконечника № 5). После этих переделок и с применением пропана можно было производить сварку цветных металлов и чугуна.
Пропан-кислородным пламенем производилась приварка алюминиевых фланцев всасывающего коллектора трактора «Белорусь», ремонт алюминиевых емкостей, трубопроводов и бидонов для молока на маслозаводе. Производительность при сварке алюминиевых листов толщиной 3—4 мм пропан-кислородным пламенем выше, чем ацетилен-кислородным: за 6 ч работы сваривается 46 пог. м шва.
Основная трудность сварки алюминия, как известно, заключается в образовании пленки тугоплавких окислов алюминия на поверхности металла, препятствующей сплавлению. Эти окислы не восстанавливаются пропан-кислородным пламенем; они тяжелее алюминия и тонут в нем.
При сварке алюминия толщиной до 3 мм горелке дают только поступательное движение, а прутком совершают колебательные движения, чем удаляются пленка и шлак и облегчается всплывание газовых пузырей на поверхность. Пламя горелки направляют на присадочный стержень под углом 40—60° и одновременно охватывают свариваемые кромки.
При сварке ядро пламени должно находиться на расстоянии не более 3 мм от поверхности ванны. При выполнении этих требований качество сварки высокое, пористости нет, кристаллизационные трещины не образуются. Прочность алюминиевых швов, полученных при сварке с использованием пропана и ацетилена, практически одинакова.
Сварка свинца
. Сварка свинца ведется нейтральным пламенем с минимально возможным углом наклона пламени к поверхности детали. При толщине металла свыше 2 мм шов накладывается в несколько слоев (отдельные участки перекрывают друг друга).
Практика показала, что сварку свинца пропан-кислородным пламенем можно с успехом производить горелкой ГСМ без ее переделки. Сварные швы обладают достаточно высоким качеством. Такой метод успешно применен для сварки свинцовых клемм кислотных аккумуляторных батарей.
Сварка меди
. В связи с большой теплопроводностью меди при ее сварке требуется большой подвод тепла, поэтому пламя горелки следует держать перпендикулярно к поверхности сварочной ванны; горелку выбирают на два номера большую, чем для сварки стали такой же толщины, а в ряде случаев сварку производят двумя горелками.
Сварка производится нейтральным пламенем, по возможности без перерывов. Кромки и проволоку необходимо расплавлять одновременно. Не следует доводить ванну до очень подвижного состояния. В качестве флюса применяется бура или смесь буры и борной кислоты.
В качестве присадочного прутка хорошие результаты дает медная проволока, раскисленная фосфором (содержание фосфора 0,03—0,08%), а также кремнием (содержание кремния 0,5—1,0%). Для лучшего качества шва при толщине изделия до 5 мм производится проковка.
Проковку ведут в холодном состоянии, а при больших толщинах — при температуре 400—500° С. Для уменьшения хрупкости после остывания сваренной детали до 500° С изделие быстро охлаждают погружением в воду. Скорость сварки пропан-кислородным пламенем медных листов толщиной 4— 5 мм одинакова со скоростью сварки ацетиленом.
Сварка латуни
. Бронза и латунь также легко свариваются пропан-кислородным пламенем. Главное затруднение при сварке латуни газо-кислородным пламенем состоят в испарении цинка (до 20%), вследствие чего шов получается пористым. Угар цинка при пропан-кислород ном пламени менее 1 %, благодаря чему шов получается плотным.
В одном совхозе таким способом наплавлялись бронзой изношенные бронзовые вкладыши подшипников и различные детали из латуни. Качество сварки и наплавки во всех случаях было хорошее.
Пропан-бутановые смеси являются также полноценными заменителями ацетилена и при пайке твердыми припоями ПМЦ-54 и Л-02.
Сварка чугуна
. Серый чугун широко используется в деталях тракторов и сельскохозяйственных машин. Все сложные детали: блоки цилиндров, головки блоков, картеры, коробки передач и сцепления, выпускные и впускные трубы, шкивы, звездочки цепные и рад других деталей, отливаются из чугуна.
Как известно, в случае ремонта чугунных деталей сложной геометрической формы, например головок блоков, требуется предварительный нагрев детали. Однако многие детали сельскохозяйственных машин — кронштейны, рычаги, ценные звездочки — могут быть отремонтированы без предварительного подогрева.
При сварке чугуна имеет место большое выгорание углерода и кремния. Поэтому сварочные прутики должны иметь повышенное содержание этих элементов. Хорошие результаты получены при использовании в качестве присадочного материала изношенных чугунных поршневых колец двигателей.
При заварке дефектов сложных чугунных деталей целесообразно производить пайку чугуна латунью. Графит с поверхности удаляют выжиганием, сварочной горелкой с окислительным пламенем, причем деталь нагревается до температуры 750—900° C. Затем ремонтируемое место посыпают флюсом и покрывают слоем латуни.
Как показала практика, для ремонта чугунных деталей, в основном для заварки трещин, может быть с успехом применен пропан.
Резка металла
. Для разделительной резки сжиженным газом металлов применяются резаки типов РЗР-01-55, УРЗ и РЗП, а также резаки бензиновые и керосиновые.
При отсутствии этих резаков можно использовать обыкновенный резак УР, увеличив диаметр отверстия инжектора до 0,3—0,9 мм.
Наружный мундштук № 2, имеющий диаметр 5,5 мм, следует применять вместо мундштука № 1, а мундштук № 1 с отверстием 0,5 мм — вместо мундштука № 2. Для резки листа большой толщины диаметр сопла инжектора увеличивается до 0,95 мм, а диаметр отверстия наружного мундштука — до 7 мм. Диаметр канала смесительной камеры при резке больших толщин можно увеличить до 3 мм.
Уход за резаками, работающими на пропан-бутановой смеси, аналогичен уходу за ацетилено-кислородными резаками.
Подготовка рабочего места к работе, редукторов, шлангов, резака и горелки, продувка баллонов, установка редуктора, заливка водяного затвора водой, крепление шлангов резака и горелки, проверка наличия подачи в резаке, зажигание и тушение резака и горелки производятся в той же последовательности, как и при ацетилено-кислородной резке и сварке.
Правильно отрегулированное пламя при горении пропан-бутановой смеси в струе кислорода имеет ярко очерченное ядро, горит спокойно и устойчиво. Длина пламени пропан-бутановой смеси больше длины пламени ацетилено-кислородной смеси.
Подогревательное пламя регулируется в резаке на максимальную температуру (с небольшим избытком кислорода) по пламени на мундштуке.
Применение пропан-бутановой смеси вполне возможно для резки углеродистых и конструкционных (низколегированных) сталей, а также чугуна, хромо-никелевых сталей и цветных металлов.
https://www.youtube.com/watch?v=sageoy7IxhQ
Величина давления кислорода устанавливается в зависимости от толщины разрезаемого металла в пределах от 2 до 15 кГ/см2. Давление пропан-бутановой смеси может быть в пределах от 0,007 до 0,5 кГ/см2, при длинных шлангах и в стационарных сетях — до 1 кГ/см2.
Резку обычно начинают с кромки, предварительно очищенной от грязи и окалины. Если надо начать резку с середины (при большой толщине металла), то необходимо просверливать или прожигать отверстие диаметром 5—10 мм.
Для увеличения скорости нагрева металла в начальный период (при круглых сечениях металла) необходимо сделать надрубы зубилом или подставить в месте начала реза металлический пруток. Подогревательным пламенем вначале нагревают металл в том месте, откуда начинается резка, до температуры его воспламенения (для стали 100—1200° С, светло-красное каление), потом пускают режущую струю кислорода и перемещают резак по линии разреза.
Расстояния резака от линии разреза должны быть по возможности равномерными. Для выполнения этого условия необходимо применять приспособления (направляющую линейку и др.). При очень большой скорости перемещения резака резка может прекратиться, а при малой скорости — верхние кромки разрезаемого металла оплавляются.
При резке труб на фаску угол опережения резака должен составлять 5—10°, а при резке труб без фаски — 10—15°.
В остальном технология резки стали пропан-бутановой смесью не отличается от технологии резки ацетилено-кислородным пламенем.
При сварке и резке металла необходимо соблюдать мероприятия по технике безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl Enter.