
Физико-химические основы процесса горения серы. печи для сжигания жидкой серы. утилизация теплоты горения серы.
Физико-химические основы процесса горения серы.
Сжигание S происходит с выделением большого количества теплоты: 0,5S2г О2г = SО2г, ΔН = -362,43 кДж
Горение – комплекс химических и физических явлений. В устройстве для сжигания приходится иметь дело со сложными полями скоростей, концентраций и температур, которые трудно поддаются математическому описанию.
Горение расплавленной S зависит от условий взаимодействия и сгорания отдельных капель. Эффективность процесса горения определяется временем полного сгорания каждой частички серы. Горению серы, которое происходит только в газовой фазе, предшествует испарение S, смешение её паров с воздухом и прогрев смеси до t, обеспечивающей необходимую скорость реакции. Поскольку интенсивнее испарение с поверхности капли начинается лишь при определенной t – каждая капля жидкой серы должна быть нагрета до этой t. Чем выше t, тем больше времени потребуется для прогрева капли. Когда над поверхностью капли образуется горючая смесь паров S и воздуха предельной концентрации и t, происходит воспламенение. Процесс горения капли S зависит от условий горения: t и относительной скорости газового потока, и физико-хим-х свойств жидкой S (например, наличие в S твердых примесей золы), и состоит из стадий: 1-смешение капель жидкой S с воздухом; 2-прогрев этих капель и испарение; 3-термическое расщепление паров S; 4-образование газовой фазы и её воспламенение; 5-горение газовой фазы.
Эти стадии протекают почти одновременно.
В результате прогрева капля жидкой S начинает испаряться, пары S диффундируют к зоне горения, где при высокой t начинают активно реагировать с О2 воздуха, происходит процесс диффузионного горения S с образованием SО2.
При высоких t скорость реакции окисления S больше скорости физических процессов, поэтому общая скорость процесса горения определяется процессами массо- и теплоотдачи.
Молекулярная диффузия определяет спокойный, сравнительно медленный процесс горения, а турбулентная ускоряет его. С уменьшением размера капель сокращается время их испарения. Мелкое распыление частиц серы и равномерное распределение их в воздушном потоке увеличивает поверхность контакта, облегчает нагрев и испарение частиц. При горении каждой единичной капли S в составе факела следует различать 3 периода: I-инкубационный; II-интенсивного горения; III-период догорания.
При горении капли с ее поверхности происходят выбросы пламени, напоминающие собой солнечные вспышки. В отличие от обычного диффузионного горения с выбросом языков пламени с поверхности горящей капли получило название «взрывного горения».

Горение капли S в диффузионном режиме осуществляется путем испарения молекул с поверхности капли. Скорость испарения зависит от физических свойств жидкости и t окружающей среды, а определяется характеристикой скорости испарения. В дифференциальном режиме S горит в I и III периодах. Взрывное горение капли наблюдается только в периоде интенсивного горения во II периоде. Продолжительность периода интенсивного горения пропорциональна кубу начального диаметра капли. Это вызвано тем, что взрывное горение является следованием процессов, протекающих в объеме капли. Характеристика скорости горения вычисл. по ф-ле: К=  /τсг;
/τсг;
dн – начальный диаметр капли, мм; τ – время полного сгорания капли, с.
Характеристика скорости горения капли равна сумме характеристик диффузионного и взрывного горения: К = Квз Кдиф; Квз = 0,78∙ехр(-(1,59∙р)2,58); Кдиф= 1,21∙р 0,23; КТ2 = КТ1∙ехр(Еа/R∙(1/Т1 – 1/Т2)); КТ1 – константа скорости горения при t1 = 1073 К. КТ2 – конст. скорости грения при t отличной от t1. Еа – энергия активации (7850 кДж/моль).
Т.О. основными условиями эффективного горения жидкой S являются: подвод всего необходимого количества воздуха к устью факела, мелкое и равномерное распыление жидкой S, турбулентность потока и высокая t.
Общая зависимость интенсивности испарения жидкой S от скорости газа и t: К1 = a∙V/(b V); a, b – константы, зависящие от t. V – скор. газа, м/с. При более высоких t зависимость интенсивности испарения S от скорости газа им вид: К1 = Ко ∙ Vn;
| t,оС | lgКо | n |
| 4,975 | 0,58 | |
| 5,610 | 0,545 | |
| 6,332 | 0,8 |
При увеличении t от 120 до 180оС интенсивность испарения S возрастает в 5-10 раз, а т 180 до 440оС в 300-500 раз.
Интенсивность испарения при скорости газа 0,104 м/с определяется:  = 8,745 – 2600/Т (при 120-140 оС); =7,346 –2025/Т (при 140-200 оС); =10,415 – 3480/Т (при 200-440 оС).
= 8,745 – 2600/Т (при 120-140 оС); =7,346 –2025/Т (при 140-200 оС); =10,415 – 3480/Т (при 200-440 оС).
Чтобы определить интенсивность испарения S при любой t от 140 до 440оС и скорости газа в пределах 0,026-0,26 м/с, её сначала находят для скорости газа 0,104 м/с и пересчитывают на другую скорость: lg =lg
=lg  n ∙ lgV«/V`; Сравнение значения интенсивности испарения жидкой серы и скорости горения говорит о том, что интенсивность горения не может превысить интенсивность испарения при температуре кипения серы. Это подтверждает правильность механизма горения, по которому сера сгорает только в парообразном состоянии. Константа скорости окисления паров серы (реакция протекает по уравнению второго порядка) определяется кинетическим уравнением: -dСS/d = К∙СS∙СО2; СS – концентрация паров S; СО2 – конц-я паров О2; К – константа скорости реакции. Общую концентрацию паров S и О2 оп-ют: СS = а(1-х); СО2 = b – 2ах; а – начальная концентрация паров S; b – начальная конц-я паров О2; х – степень окисления паров S. Тогда:
n ∙ lgV«/V`; Сравнение значения интенсивности испарения жидкой серы и скорости горения говорит о том, что интенсивность горения не может превысить интенсивность испарения при температуре кипения серы. Это подтверждает правильность механизма горения, по которому сера сгорает только в парообразном состоянии. Константа скорости окисления паров серы (реакция протекает по уравнению второго порядка) определяется кинетическим уравнением: -dСS/d = К∙СS∙СО2; СS – концентрация паров S; СО2 – конц-я паров О2; К – константа скорости реакции. Общую концентрацию паров S и О2 оп-ют: СS = а(1-х); СО2 = b – 2ах; а – начальная концентрация паров S; b – начальная конц-я паров О2; х – степень окисления паров S. Тогда:
К∙τ = (2,3 /(b – 2a)) ∙ (lg(b – ax/b(1 — x)));
Константа скорости реакции окисления S до SО2: lgK = В – А/Т;
| оС | 650 — 850 | 850 — 1100 |
| В | 3,49 | 2,92 |
| А |
Капли серы d < 100мкм сгорают в диффузионном режиме; d>100мкм во взрывном, на участке 100-160 мкм время горения капель не увеличивается.
Т.о. для интенсификации пр-са горения целесообразно распыливать серу на капли d=130-200имкм, что требует затрат дополнительной энергии. При сжигании одного и того же кол-ва S получ. SО2 тем концентрированней, чем меньше объем печного газа и чем выше его t.
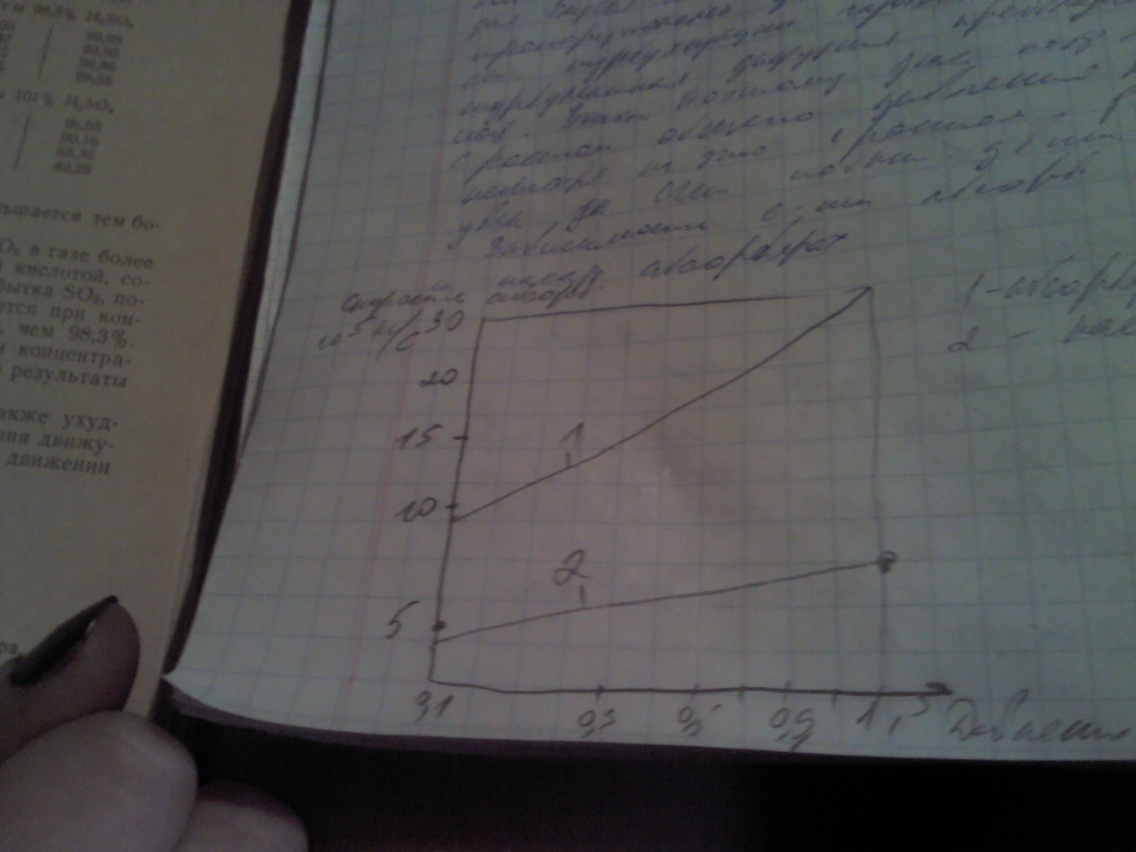
 1 – СО2; 2 – СSО2
1 – СО2; 2 – СSО2
На рис.показана приближенная зависимость между t и концентрацией SO2 в печном газе, образовавшемся при адиабатическом сжигании серы в воздухе. На практике получают высококонцентрированную SO2 ограниченную тем, что при t > 1300 быстро разрушается футеровка печи и газоходов. Кроме того в этих условиях могут происходить побочные реакции между O2 и N2 воздуха с образованием оксидов азота, который является нежелательной примесью в SO2, поэтому обычно в серных печах поддерживается t=1000-1200. А печные газы содержат 12-14 об% SO2. Из одного объема O2 образуется один объем SO2, поэтому максимальное теоретическое содержание SO2 в обжиговом газе при сжигании S в воздухе 21%. При сжигании S в воздухе обжиг. O2 содержание SO2 в газовой смеси может возрастать в зависимости от концентрации O2. Теоретическое содержание SO2 при сжигании S в чистом O2 может достигнуть 100%. Возможный состав обжиговых газа, полученного при сжигании S в воздухе и в различных кислородо-азотных смесях представлена на рисунке:

Печи для сжигания серы.
Сжигание S в сернокислотном произ-ве осущ-т в печах в распыленном или тв сост-ии. Для сжигания расплавл-ой S исп-т форсуночные, циклонные и вибрацион-е печи. Наиболее широко примен-ся циклонные и форсуночные. Эти печи классиф-ют по признакам: — по типу установленных форсунок (механич-е, пневматич-е, гидравлич-е) и их располож-ю в печи (радиальное, тангенсальное); — по наличие экранов внутри топочных камер; — по исполнению (гориз-ые, вертик-е); — по располож-ю вход-х отверстий для подачи воздуха; — по устройствам для перемеш-я потоков возд-а с парами S; — по оборуд-ю для испльз-я тепла горения S; — по кол-ву камер.
Форсуночная печь (рис)
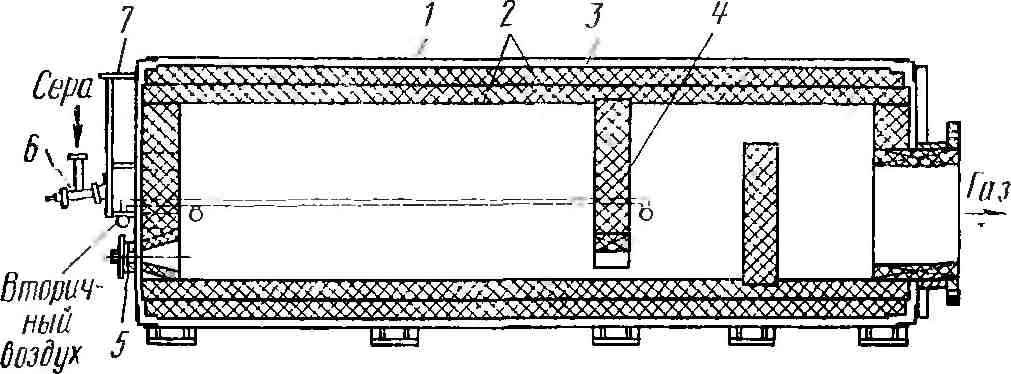
1 — стальной цилиндр, 2 — футеровка. 3 — асбест, 4 — перегородки. 5 —форсунка для распыления топлива, 6—форсунки для распыления серы,
7 — короб для подвода воздуха в печь.
Имеет достаточно простую конструкцию, просто в обслуж-ии, в ней образ-ся газ, постоян-й концен-ии SO2. К серьезным недост-м относят: постепен-е разруш-е перегородок из-за выс-х t; низкое теплонапряж-е камеры горения; трудность получ-я газа высокой концен-ии, т.к. исп-ся большой избыток возд-а; зависимость проц-а проведения сжигания от кач-ва распыления S; значит-ый расход топлива при пуске и разогреве печи; сравнит-но большие габариты и масса, и как следствие значит-е капиталовлож-я, производ-ные площади, эксплуатационные расходы и большие потери тепла в окр-ю среду.
Более совершен-ми явл-ся циклонные печи.

1 — форкамера, 2 — воздушный короб, 3, 5 — камеры дожигания, 4. 6—пережимные кольца, 7, 9 — сопла для подачи воздуха, 8, 10 — форсунки для подачи серы.
Дост-ва: тангенциальный ввод возд-а и S; обеспечивает равномерное сжигание S в печи за счет лучшей турбулизации потоков; возмож-ть получения концен-го технологич-го газа до 18об% SO2; высокое тепловое напряж-е топочного простр-ва (4,6  106Вт/м3); объем апп-та уменьш-ся в 30-40раз по сравн-ю с объемом форсуночной печи той же производительности; постоян-ая концен-я SO2; простое регулиров-я проц-а горения S и его автоматизация; малые затраты времени и горючего материала на разогрев и пуск печи после длит-ой остан-ки; меньшее содержание оксидов азота после печи. Основные нед-ки связаны с высок t в проц-е горения; возможно растрескивание футеровки и сварных швов; неудовлет-е распыление S приводит к проскоку ее паров в т/обмен-м оборуд-ии после печи, а след-но к коррозии оборуд-я и непостоянству t на входе в т/обмен-е оборуд.
106Вт/м3); объем апп-та уменьш-ся в 30-40раз по сравн-ю с объемом форсуночной печи той же производительности; постоян-ая концен-я SO2; простое регулиров-я проц-а горения S и его автоматизация; малые затраты времени и горючего материала на разогрев и пуск печи после длит-ой остан-ки; меньшее содержание оксидов азота после печи. Основные нед-ки связаны с высок t в проц-е горения; возможно растрескивание футеровки и сварных швов; неудовлет-е распыление S приводит к проскоку ее паров в т/обмен-м оборуд-ии после печи, а след-но к коррозии оборуд-я и непостоянству t на входе в т/обмен-е оборуд.
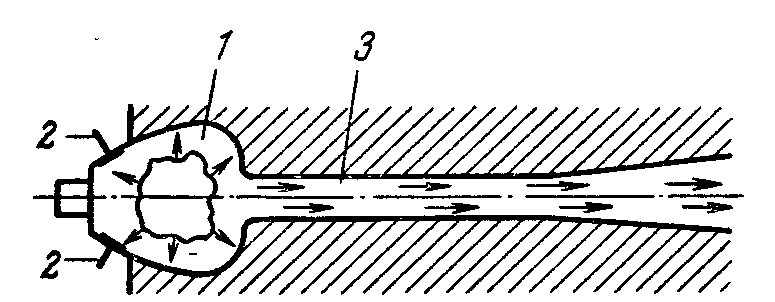
Расплавлен-я S может поступать в печь через форсунки с тангенсальным или осевым располож-ем. При осевом располож-ии форсунок зона горения нах-ся ближе к периферии. При танген-м – ближе к центру, благодаря чему уменьш-ся действие высоких t на футеровку. (рис) Скорость газового потока сост-ет 100-120м/с – это создает благоприят-е условие для массо- и теплообмена, и возраст-т скорость горения S.
Вибрацион-е печи (рис).
1 – головка печи горелки; 2 – возвратные клапаны; 3 – вибрационный канал.
При вибрац-м горении периодически измен-ся все парам-ры проц-а (давл в камере, скорость и состав газовой смеси, t). Устр-во для вибрац. горения S наз-ся печь-горелка. Перед печью происходит смешение S и возд-а, и они под-ся через обратные клапаны (2) в головку печи-горелки, где происх-т сжигание смеси. Подача сырья осущ-ся порциями (проц-с циклический). В этом варианте печи существенно увелич-ся теплонапряж-е и скорость горения, но перед зажиганием смеси необ-мо хорошее смешение распыленной S с возд-м, чтобы проц-с пошел мгновенно. В этом случае продукты горения хорошо перемеш-ся, газовая пленка SO2, окружающая частицы S разруш-ся и облегчает доступ новых порций О2 в зоне горения. В такой печи образующийся SO2 не сод-т не сгоревших частиц, его концен-я на вых высока.
Для циклон-й печи в сравнении с форсуночной харак-но в 40-65раз большее тепловое напряж-е, возм-ть получения более концен-ного газа и большая паропроизводит-ть.
Важнейшим оборуд-м для печей сжигания жид S явл форсунки, кот должны обеспечить тонкое и равномерное распыление жид S, хорошее смешение ее с возд-м в самой форсунке и за ней, быстрое регулиров-е расхода жид S с сохран-ем необх-го соотнош-я ее с возд-м, устойчивость определ-ой формы, длины факела, а так же иметь прочную конструкцию, надежную и удобную в эксплуатации. Для бесперебойной работы форсунок важно, чтобы S была хорошо очищена от золы и битумов. Форсунки бывают механич-го (жид под собствен давл) и пневматич-го (в распылении еще участвует воздух) действия.
Утилизация теплоты горения серы.
Реакция сильно экзотермическая, в результате происходит выделение большого количества тепла и тем-ра газа на выходе из печей составляет 1100-1300 0С. Для контактного окисления SO2 тем-ра газа на входе в 1-ый слой кат-ра не должна превышать 420 — 450 0С. Поэтому перед стадией окисления SO2 необходимо охлаждение газового потока и утилизации избыточного тепла. В серно-кислотных системах работающих на сере для утилизации теплоты наибольшее распостронение получили водотрубные котлы утилизаторы с естественной циркуляцией тепла. СЭТА – Ц (25 — 24); РКС 95/4,0 – 440.
Энерготехнологический котел РКС 95/4,0 – 440 водотрубный, с естественной циркуляцией, газоплотный котел, рассчитан на работу с наддувом. Котел состоит из испарительных устройств 1-ой 2-ой ступени, вынесенных экономайзеров 1,2 ступени, вынесенных пароперегревателей 1,2 ступени, барабана, топок для сжигания серы. Топка предназначена для сжигания до 650 т жид. Серы в сутки. Топка состоит из двух циклонов , соед-ых относительно др. друга под углом 110 0 и переходной камеры.

Внутренний корпус диаметром 2,6 м, свободно опирается на опоры. Внешний корпус диаметром 3 м. Кольцевое пространство обр-ое внутренним и внешним корпусом вводится воздух, который затем через сопла поступает в камеру сгорания . Сера подается в топку при помощи 8 серных форсунок по 4 на каждом циклоне. Сжигание серы происходит в закрученном газовоздушном потоке. Завихрение потока достигается тангинсиальным вводом воздуха в топочный циклон через воздушные сопла по 3 в каждом циклоне. Количество воздуха регулируется заслонками с электроприводом на каждом воздушном сопле. Переходная камера предназначена для направления газового потока из горизонтальных циклонов в вертикальный газоход испарительного устройства. Внутренняя поверхность топки футирована мулито-корундовым кирпичем марки МКС – 72, толщиной 250 мм.

1 – циклоны
2 — переходная камера
3 – испарительные устройства
4 – барабан
Дата добавления: 2022-04-18; просмотров: 49; Нарушение авторских прав
§
§
§
После стадии сжигания серы и утилизации тепла технологический газ с содержанием диоксида серы (SO2) 12 % об. и температурой 420°С поступает на следующую технологическую стадию контактного окисления SO2. Процесс проводится в контактном аппарате. Химизм процесса: SO2 0,5О2↔ SO3, ∆Н<0
Реакция экзотермическая. С повышением температуры ∆Н реакции уменьшается, константа равновесия так же уменьшается, равновесие смещается в сторону исходных веществ. С увеличением давления равновесие смещается в сторону SO3. Избыток кислорода так же приводит к смещению равновесия реакции в сторону SO3. Инерты в системе не желательны т.к. равнозначны снижению давления.
Константа равновесия реакции:  , [давление-0,5]
, [давление-0,5]
 , – это формула для расчета равновесной степени превращения SO2 в SO3
, – это формула для расчета равновесной степени превращения SO2 в SO3
Константа равновесия может быть определена по формуле:
 ,
,
Для технических расчетов есть упрощенное уравнение:
 ,
,
При понижении температуры и повышении давления контактного газа равновесная степень превращения возрастает, что согласуется с принципом Ле-Шателье. В то же время при постоянной температуре и давлении равновесная степень превращения тем больше, чем больше содержание кислорода в газе, то есть чем больше отношение СО2/СSO2. Это отношение зависит от обжигаемого сырья и избытка воздуха. На этом основана операция корректирования состава печного газа т.е. разбавления его воздухом для снижения содержания диоксида серы. Степень окисления диоксида серы возрастает с увеличением времени контактирования приближаясь к равновесию по затухающей кривой, следовательно время контактирования должно быть таким, чтобы обеспечивать достижение равновесия в системе.
Х1<Х2
Т1>Т2
 1<
1<  2
2
Из рисунка следует, что чем выше температура, тем скорее достигается равновесие, но тем меньше равновесная степень превращения.
Дата добавления: 2022-04-18; просмотров: 10; Нарушение авторских прав
§
От скорости окисл-я зависит количество SO2, превращающегося в SO3 в единицу времени и поэтому объем контакт массы (Kat), размеры реактора и др характеристики процесса. Стремятся обесп-ть возможно более высокую ск-ть окисл-я при макс степени контактир-я. Ск-ть процесса окисл-я SO2в SO3 на ванадиевом катализ-ре в неподвиж слое опис-ся уравнениями
 (1)
(1)
 (2)
(2)
x – степень превращения;хр – равновес степень превр-я;τ – время контакта, сек;k – конст-та скор-ти, 1/(Па*с);a – начал конц-цияSO2, доли ед-цы;b – начал конц-цияO2, доли ед-цы;T – темп-ра, К;P – общее давл-е, Па;Kp – конст-та равновесия, Па-0,5.
Ск-ть окисл-я SO2 характер-ся конст-той ск-ти реакции 
Из кинетич теории газов известно, что доля молекул, облад энергией достаточна для того, чтобы при их столкновении произошла реакция составляет в 1м приближении  , т.е. этот член в ур-нии характ-ет долю эффектив столкновений, приводящих к образ-ю молекул SO3. Показатель степени – отриц, поэтому с увел-ем темп-ры скор-ть реакции увел-ся, а с увел-ем Ea – умен-ся. Ea р-ции окисл-я SO2в SO3очень велика, поэтому без катализ-ра р-ция гомогенного окисл-я практически не идет даже при высоких темп-рах. В присутствии твердого катализ-раЕа – умен-ся и поэтому ск-ть р-ции увел-ся. Таким образом, роль катализ-ра состоит в понижении Еа. Без катализ-ра р-цияокисл-я SO2в SO3протекает как р-ция 3го порядка с Еа более 280кДж/моль. В присутствии ванадиевого катализ-ра порядок р-ции пониж-ся до 1,8, а Еа = 92 кДж/моль. Процесс окисл-я на пористом катализ-ре вкл-ет послед стадии: 1) подвод SO2и O2 из газового потока к наружной поверхности катализ-ра, 2) диффузияSO2и O2в поры катализ-ра, 3) адсорбция SO2и O2, 4) р-ция на поверхности катализ-ра, 5) десорбция SO3, 6) диффузия SO3 к наружной поверхности катализ-ра, 7) переход SO3 в газовый поток.
, т.е. этот член в ур-нии характ-ет долю эффектив столкновений, приводящих к образ-ю молекул SO3. Показатель степени – отриц, поэтому с увел-ем темп-ры скор-ть реакции увел-ся, а с увел-ем Ea – умен-ся. Ea р-ции окисл-я SO2в SO3очень велика, поэтому без катализ-ра р-ция гомогенного окисл-я практически не идет даже при высоких темп-рах. В присутствии твердого катализ-раЕа – умен-ся и поэтому ск-ть р-ции увел-ся. Таким образом, роль катализ-ра состоит в понижении Еа. Без катализ-ра р-цияокисл-я SO2в SO3протекает как р-ция 3го порядка с Еа более 280кДж/моль. В присутствии ванадиевого катализ-ра порядок р-ции пониж-ся до 1,8, а Еа = 92 кДж/моль. Процесс окисл-я на пористом катализ-ре вкл-ет послед стадии: 1) подвод SO2и O2 из газового потока к наружной поверхности катализ-ра, 2) диффузияSO2и O2в поры катализ-ра, 3) адсорбция SO2и O2, 4) р-ция на поверхности катализ-ра, 5) десорбция SO3, 6) диффузия SO3 к наружной поверхности катализ-ра, 7) переход SO3 в газовый поток.
На ск-ть процесса окисл-я SO2противополож образом влияют конст-та скорости и конст-та равн-сия, поэтому кривая зависимости ск-ти окисл-я от темп-ры должна проходить через максимум. Ск-ть окисл-я SO2 тем больше, чем меньше достимаемая степень превращ-я в этом процессе.
Зависимость ск-ти от темп-ры при различ степенях превращ-я

Ск-ть р-ции достигает максимум при определенных знач-ях темп-ры, которая тем выше, чем меньше степень превр-я. Линия АА , соедин точки максимумов – линия оптимал темп-р (ЛОТ) – она показывает, что для достиж-я наилучших результатов процесс контактир-я следует начинать при высокой темп-ре, обеспеч большую ск-ть процесса , а затем для достиж-я высокой степени превращ-я – снижать темп-ру, выдерживая температур режим режим по ЛОТ. Линии ВВ и СС очерчивают область допустимых колебаний темпер-р в реал технологич процессе контактир-я. Обесп-ние высок темп-ры в начале процесса окисл-я требует больших затрат энергии на подогрев газа, поступ на контактир-ние. На практике темпер-ра газа на входе в контактный аппарат на 1й слой задают лишь неск-ко выше темпер-ры зажигания (420°С). В ходе реакции выделяется большое количество тепла и т.к. процесс идет без отвода тепла, то темпер-ра газа возрастает по адиабате.

а- линия охлажд-я
После этого газ охлаждают в теплообменнике (до Т2).Затем процесс идет по адиабате. После т/о-ка газ направляют на 2й слой катализ-ра и ведут процесс по адиабате 2. Затем снова охлаждают и продолжают процесс до тех пор, пока не будет достигнута заданная степень контактирования. Обычно для этого достаточно 4-5 слоев контактной массы. Таким образом, противоречие между кинетикой и термодинамикой процесса успешно снимается температурным режимом и конструкцией контакт аппарата. Это достигается разбивкой процесса на стадии, каждая из которого отвечает оптимальным условиям протекания процесса контактирования. Начальные параметры режима контактирования темпер-ра 400-440°С, давл-е 0,1Мпа, содержание SO2в газе – 11%об., сод-ние О2 – 9-10%об.
48. Катализаторы для окисления диоксида серы. Контактные аппараты для окисления диоксида серы.
Способностью ускорять окисл-е SO2 обладают различные Ме, их сплавы и оксиды, некоторые соли, силикаты и др вещ-ва. Каждый катализ-р обесп-ет опред характерную для него степень превращения. В заводских усл-ях выгоднее пользоваться катализатором, при помощи которого достигается возможно более высокая степень превращ-я, т.к. остаточное кол-во неокисленного SO2не улавливается в абсорбционном отделнии, а удал-ся в атмосферу вместе с отходящими газами. Длительное время лучшим катализ-ром для данного процесса считалась платина, которая в мелкораздробленном состоянии наносили на волокнистый асбест, силикогель или MgSO4. Платина имеет наивысшую каталитическую активность для данной р-ции, но она очень дорога и ее активность сильно снижается при наличии в газе самых незначительных количеств соед-й As, Se, Cl и других примесей, поэтому применение платиновых катализаторов приводило к осложнению аппаратурного оформления и увеличению стоимости готовой продукции. Из неплатиновых катализ-ров наиб акт-тью обладает катализ-р, кот готовится на основе оксида ванадия V2O5 — ванадиевый катализ-р. Он более дешев и менее чувствителен к примесям, чем платиновый. ЧистыйV2O5 обладает слабой каталитич акт-тью, резко возрастающей в присутствии солей щелоч Ме-лов. Их промотирующая роль обусловлена образованием низкоплавких пиросульфованадатов. Актив компонент в усл-ях катализа наход-ся в расплавлен состоянии. В произв-ве СК наиболее распр-ными марками катализ-ров явл-ся марки БАВ и СВД. БАВ – барий, алюминий, ванадийV2O5(7% катализ-р) (K2SO4 BaSO4 Al2(SO4)3)(активатор) SiO2(кремнезем-носитель). СВД – сульфованадатодеатомовый катализ-рV2O5(7% катализ-р) K2S2O7(активатор) (диатомит гипс)(носитель). Разработаны также катализ-ры марок СВС, ИК-1-4, которые позволяют снизить темпер-ру на вход в 1й слой катализ-ра до 405-410°С при конц-ции SO2в газе 8-9об.%. Из зарубеж фирм катализ-ры след фирм: BASF (Герм-я), Mansanta (США), Haldor Topsoe (Дания).
Механизм окисл-я на ванадиевом катализ-ре полностью не установлен. Сущ-ет неск-ко теорий этого сложного процесса. Одна из теорий разраб-на на основе многолетних рез-тов многочислен исслед-ний плавкости соед-ний, сост ванадиевую контакт массу, рентгено-структурного анализа этих соед-ний опр-ние активности контакт масс различ состава. Предпол-ся, что процесс окисл-я на этих катализ-рах идет через стадию диффузии раег-в пов-ти катализ-ра, накот образован комплекс оксидов ванадия с активатором, сорбцией реагентов на катализ-ре с послед десорбцией продуктов р-ции.
V2O5 SO2 = V2O4 SO3
V2O4 0.5O2 = V2O5
SO2 0.5O2 ↔ SO3
O2 O2
O2 Kat
Kat  SO2
SO2 SO2
SO2
↓lll
O2*Kat*SO2 SO3 SO3
SO3 SO3
l – диффузия,ll – сорбция,lll – образ-е комплекса,lV – десорбция.
Процесс катализа сост-т из неск-ких послед элементар актов:
— диффузия молекул O2и SO2 в катализ-р (l)
— хемосорбция молекул реагентов на повер-ти катализ-ра (ll)
— химич взаимодействия O2и SO2 на пов-ти катализ-ра с переносом электронов от молекул SO2к мол-ламO2 и образ-ем нустойч комплексов (lll)
— десорбция образовавш мол-л SO3 (lV) и диффузия из пор с пов-ти катализ-ра в газ.фазу.
Темпер-ра зажигания контакт ванадиев массы сост-ет 380-420°С и зависит от состава контактируемого газа, повышаясь с умен-ем содержания в нем О2. Контакт массы должны наход-ся в таком состоянии, чтобы были обеспечены минималгидравлич сопротивление потоку газа и возмож-ть диффузии компонентов через слой. Для этого контакт массы для реакторов с неподвиж слоем катализ-ра формируются в виде гранул, таблеток или колец средним диаметром ок 5мм, а для реакторов кипящ слоя – в виде шариков диаметром около 1мм.
Для осуществл-я процесса окисл-я SO2примен-ся различные КА (реакторы).
КА с промежуточным охлажд-ем или теплообменом отличаются простотой, возможностью использ-я тепла р-ции, малым гидравлически сопротивл-ем и др дост-вами.
а)  б,в)
б,в)  г)
г) 
КА с промежуточ охлажд-ем газа между слоями: а, б – в т/о-никах, в – добавл-е холодного газа, г – комбинированное охлажд-е
1 – слои контакт массы, 2 – внутренние т/о-ники, 3 – выносные т/о-ники.
В КА т/о-ники размещены внутри аппарата (рис а) или вне его (рис б). Последние наз-ся КА с выносными т/о-ками. Процесс окисл-я SO2 в аппаратах с промежуточ т/о-ном сост-т в том, что газ, подогретый до темпер-ры несколько выше темп-ры зажиг-я, кот составляет 400-420°С, пропускают через 1й слой контакт массы, где происходит окисл-е 60-80% SO2от его общего колич-ва. За счет выдел-я тепла р-ции темпер-ра газа повыш-ся до 550-580°С. Скорость р-ции в такихусл-ях очень велика и для ее протек-я треб-ся небольшое колич-во контакт массы. Однако, дальнейшее окисл-е SO2приостанавл-ся, т.к. степень превращ-я практич-ки достигает равновесной.С пониж-ем темпер-ры н авходе в 1й слой увел-ся степень превращ-я, умен-ся необходимая поверхность т/о-на, поэтому на 1й слой загружают контакт массу с пониж-ем темпер-ры зажиг-я, например, катализ-р марки ИК-4, СВС и др. После 1го слоя катализ-ра газ охлаждают до 460-480°С в т/о-ках (рис а и б).или путем добавл-я холодного газа (рис в и г). В качестве охлажд агента т/о-ков 2 и 3 может примен-ся холод газ, поступ на наконтактир-ние, вода или пар. После охл-ния газ поступает во 2й слой контакт массы, где протекает дальнейшее окисл-еSO2.Темпер-ра вновь повыш-ся и газ снова нужно охлаждать и т.д. Температ условия процесса тем ближе к оптимальным, чем больше слоев контакт массы.
В промышл-ти использ-ся КА с промежуточ т/о-ном, имеющие от 3х до 5ти слоев контакт массы. При дальнейшем увеличении числа стадий степень превращ-я повыш-ся незначительно, но сильно усложн-ся монтаж и обслужив-е.
КА с промежуточ т/о-номпроизвод-тью 540 т/сутки – для охлажд-я газа после 1го слоя добавл-ся холод обжиговый газ. Аппарат состоит из стального цилиндрич корпуса, в центре которого расположена опорная стойка, собранная из чугунных труб. Внутрен диаметр аппарата 8,5м, общ высота 19,6м. Охлажд-е газа после 2,3 и 4го слоев контакт массы производ-ся в промежуточ т/о-ках 1,3, вмонтированных в КА. Т/о-нные трубы расположены гориз-но и могут быть очищены и отремонтированы без выгрузки контакт массы. Располож-е промежуточ т/о-ков внутри КА знач-но усложняет его конструкцию, поэтому чаще используют выносные т/о-ники.
КА с кипящими слоями ктализ-ра.
Газ последовательноно проходит снизу вверх через слои контакт массы, располож на газораспределит решетках 2. Избыточ реакционное тепло отводится с помощью т/о-ных элементов 3, по кот движ-ся газ, вода или дрхладоагент. Верх часть аппарата расширены и снабжена отбойником 5 для умен-ния уноса катализ-ра из слоя. Коэф-нт теплоотдачи от кипящ слоя катализ-ра к поверх-ти холодильных элементов сост-ет 220-340 Вт/м2*К, т.е. в 8-10раз выше коэф-нта теплоотдачи от газа к поверх-ти труб в обычных т/о-ках. Интенсив отвод тепла в кипящ слое позволяет вести окисл-ниевысококонцентированного газа без перегрева катализ-ра. Благодаря интенсивному перемещ-нию темпер-ра газа может быть ниже темпер-ры зажигания контакт массы. Присутствие некот колич-ва пыли в газе, поступ в кипящ слой катализ-ра, не вызывает затруднений, т.к. вследствии большой скорости газа, интенсив перемешив-я пыль не зедердивается в кипящ слое. Замена отработанного масла и загрузка свежего катализ-ра могут производ-ся без остановки процесса. Для достиж-ния высок степени превращения предусматривают несколько слоев катализ-ра. Распределители газа представл-ют колпачковые решетки, доля живого сечения в кот составляет 6%. На них расположена ванадиевая контакт масса с зернами размером 0,75-1мм. темпер-ра газа на входе в аппарат составляет 300-350°С. Гидравлич сопротивл-е 104Па. Общ степень превращения 95-98%. Потери контакт массы вследствии ее истирания в процессе интенсивного перемещ-я в кипящем слое составляют 10-20% за год.
Дата добавления: 2022-04-18; просмотров: 13; Нарушение авторских прав
§
Расчет материального баланса пятислойного контактного аппарата производится отдельно для каждого слоя катализатора.
На входе в КА: газ, состоящий из 12% SO2, 9% — О2, 79% — N2, объемом 141838 м3/ч с температурой 405°С.
На выходе: газ, состоящий из SO3, SO2,O2,N2.
Цель расчета: 1) рассчитать равновесную степень превращения SO2 в SO3 для каждого слоя катализатора и общую степень превращения в КА; 2) определить расход и состав газа на выходе из каждого слоя катализатора.
Расчет
1. Определяем константу равновесия для температуры в интервале 400-650°С с шагом 25°С при помощи математического пакета MahtCad, дополнительно для температур 440 и 610°С c помощью формулы:

2. Заполняем таблицу «Состав газа, поступающий на 1 слой катализатора»
| Компонент | кг/ч | м3/ч | Об.% |
| SO2 | |||
| O2 | |||
| N2 |
3. Определяем равновесную степень превращения по формуле:

4. Результаты расчета заносим в таблицу «Степень контактирования»
5. Строим график «x-t»
6. Определяем оптимальную температуру для каждой Xp по формуле:

Данные заносим в таблицу и строим аналогичный график
7. На полученный график наносим точку, соответствующую начальным условиям t=405°C, x=0.
Определяем увеличение температуры при окислении диоксида серы. Введем обозначение:
Q – тепло, выделяющееся при окислении SO2, кДж/ч; mi – масса каждого газа, присутствующего в смеси, кг/ч; mSO2 – масса SO2, поступающего на окисление, кг/ч; q – удельная теплота окисления SO2, кДж/кг; tн, tк – температуры до и после окисления, °С; х – степень контактирования; Сi – средняя теплоемкость газов в смеси, кДж/(кг*К).
Принимаем, что q, mi, Ci – не зависят от температуры. Их значения берем при средней температуре в аппарате (500°С) и степени контактирования х=0,5.

Удельные теплоты окисления приведены в тетради в таблице и являются справочным материалом.
Находим из вышеуказанного уравнения tк.
Для газовой смеси данного состава при сохранении приведенных выше допущений, степень контактирования 0,5, температура повышается примерно на 179°С.
На графике «x-t» строим адиабаты для всех 5 слоев КА. На основании полученных данных выбираем оптимальные координаты процесса для каждого слоя: tн, tк, х.
Расчет материального баланса производится для каждого слоя катализатора по типовым формулам.
1. Количество SO2, окислившееся в SO3

 — количество диоксида серы, поступающего на окисление;
— количество диоксида серы, поступающего на окисление;
 — степень контактирования.
— степень контактирования.
2. Количество SO2 в газе, уходящем из слоя

3. Количество SO3, образовавшееся в слое
 молярные массы
молярные массы
4. Количество O2, пошедшее на образование SO3

5. Количество О2, оставшееся в газе

 количество O2, поступающего на слой
количество O2, поступающего на слой
Результаты расчета сводим в таблицу материального баланса. Аналогичный расчет проводим для последующих слоев катализатора. Для 4 и 5 слоев учитывается абсорбция.
Дата добавления: 2022-04-18; просмотров: 28; Нарушение авторских прав
§
Расчет производят для каждого слоя катализатора.
На входе в КА: тепло, вносимое с газом (Q1); тепло реакции окисления (Q2).
На выходе: тепло, выходящее с газом (Q3), потери тепла в окружающую среду (Q4=0,05Q2).
Уравнение теплового баланса имеет вид:

Цель расчета: определить температуру газа на выходе из слоя.
Приход тепла
1. Расчет Q1

2. Расчет Q2

 удельная теплота окисления при средней температуре в слое (в справочнике)
удельная теплота окисления при средней температуре в слое (в справочнике)
 — количество диоксида серы, окислившееся в триоксид серы.
— количество диоксида серы, окислившееся в триоксид серы.
3. Рассчитываем суммарный приход тепла
Расход тепла
1. Расчет Q4
Q4=0,05Q2
2. Расчет Q3

Задаем значение tк и рассчитываем значение средней теплоемкости.
Получаем выражение для нахождения Q3 с неизвестной t.
3. Рассчитываем суммарный расход тепла
Исходя из условия теплового баланса, приравняв приходную и расходную статьи, находим значение t. Расчет повторяют до тех пор, пока заданное и расчетное t будут различаться на 0,5°С.
Аналогичный расчет повторить для всех слоев катализатора
Дата добавления: 2022-04-18; просмотров: 19; Нарушение авторских прав
§
Последней технологической стадией производства серной к-ты(СК) контактным методом является извлечение SO3 из газовой смеси и превращение ее в СК. Абсорбция SO3 происходит по реакции:
n SO3 H2SO4=H2SO4*SO3 (n-1)SO3, H2SO4*SO3 H2O=2 H2SO4, SO3 mH2O=H2SO4 (m-1) H2O
В зависимости от количественного соотношения Н2О и SO3 получают H2SO4 различной концентрации при n меньше 1 образуется олеум, при n больше 1 водный раствор H2SO4, n=1 100% H2SO4 или моногидрат.
Газообразный SO3 наиболее полно абсорбируется СК с массовой долей 98,3 %. При мен или большей конц H2SO4 ее способность поглощать SO3 ухудшается, кол-во абсорбирующейся SO3 опред по ф-ле: G=K*F*Δp
К коэф абсорбции, кг/(м2*ч*Па), F – поверхность насадки, м2, Δp – движ сила абсорбции, Па
Движ сила находится по ф-ле:
Δp=(Р1’ – P2’’) – (P2’-P1’’)/(2,3 lg((Р1’ – P2’’)/ (P2’-P1’’))), Р1’ и Р2’ парциальные давления абсорб газа в нач и конц пр-са, Па, P1’’ и P2’’ равновесное давление абсорбирующего газа над жид при вх и вых жид, Па
 Коэф абсорбции при поглащении SO3 H2SO4, м.б. определено по ф-ле: К=К0*ω0,8, К0— коэф зависящий от конц и температуры к-ты,, ω фиктивная скорость газа в абсорбере, без учета заполнения его насадкой, м/с
Коэф абсорбции при поглащении SO3 H2SO4, м.б. определено по ф-ле: К=К0*ω0,8, К0— коэф зависящий от конц и температуры к-ты,, ω фиктивная скорость газа в абсорбере, без учета заполнения его насадкой, м/с
После абсорбции газовая смесь вместе с поглощенным SO3 выводится в атмосферу. Для умен потерь SO3 с отходящими газами его поглощение должно быть наиб полным , полнота абсорбции зависит также от конц применяемой для абсорбции к-ты. Над СК с конц менее 98,3 % равновесное давление SO3 близко к нулю, а равновесное давление паров воды значительное, поэтому с поверхности СК происходит испаренте молекул воды, основ кол-во молекул SO3 движущихся к поверхности СК абсорбируется ею, но часть молекул встречается с молек воды, испар с поверхности СК и дифундирующими в основной поток газа, сталкиваясь эти молекулы соед с образованием паров СК, к-рые затем конденсируются в объеме с образованием мельчайших капель или тумана СК. SO3газ Н2Опар= H2SO4пар H2SO4туман
 Чем ниже конц СК и выше ее температура, тем больше выдел из нее паров воды, больше образуется тумана и больше теряется SO3 над к-той конц более 98,3% равновесное давление SO3больше 0, поэтому SO3 абсорбируется СК неполностью, в этом случае отходящие газы также уносят в атмосферу часть SO3, т.е при конц орашающей к-ты менее и более 98,3% от абсорбции SO3 снижается ,она тем ниже чем выше температура. При конц к-ты 98,3 % равновесные давления паров воды и SO3 малы и близка к нулю но равновесные давления паров СК значительны поэтому происходит испарение паров СК с ее поверхности, однако при темпер нтже 80 при к-рых на практике ведется пр-сс абсорбции. Равновесное давление паров СК оч мало поэтому в производственных усл. к-ты с конц 98,3 % обладает наиб высокой абсорбционной способностью по отношению к SO3. Повыш температуры сниж ст абсорбции, т.к повыш давления паров воды над разбавленной к-той и давлением SO3 над конц к-той, что приводит к образованию тумана и абсорбер начинает газить.
Чем ниже конц СК и выше ее температура, тем больше выдел из нее паров воды, больше образуется тумана и больше теряется SO3 над к-той конц более 98,3% равновесное давление SO3больше 0, поэтому SO3 абсорбируется СК неполностью, в этом случае отходящие газы также уносят в атмосферу часть SO3, т.е при конц орашающей к-ты менее и более 98,3% от абсорбции SO3 снижается ,она тем ниже чем выше температура. При конц к-ты 98,3 % равновесные давления паров воды и SO3 малы и близка к нулю но равновесные давления паров СК значительны поэтому происходит испарение паров СК с ее поверхности, однако при темпер нтже 80 при к-рых на практике ведется пр-сс абсорбции. Равновесное давление паров СК оч мало поэтому в производственных усл. к-ты с конц 98,3 % обладает наиб высокой абсорбционной способностью по отношению к SO3. Повыш температуры сниж ст абсорбции, т.к повыш давления паров воды над разбавленной к-той и давлением SO3 над конц к-той, что приводит к образованию тумана и абсорбер начинает газить.
Из графика видно, что наилучш абсорбционной способностью обладает обл 98,3% Ск, а при 60С. Для с-мы SO3-Н2SO4 принято считать, скорость массо пперадачи в газовой фазе,коэф масопередачи опред коэф диффузии для случая молекулярной дифузии, он обратно пропорционален давлению. В реал аппаратах ст турбулизации газовой фазы оч ведика и турбулентная диффузия преобладает над молекулярной. Поэтому значение коэф массопередачи с ростом общего давления падает не линейно не смотря на это с ростом р скорость абсорб увел за счет повыш движ силы.
Зависимость степени абсорбции от давления в тарельчатых и насадочных абсорберах.
Дата добавления: 2022-04-18; просмотров: 14; Нарушение авторских прав
§
Наиб распространенные – насадочные, барботажные, распыливающие.
Насадочные абсорберы представляют собой башни загруженные насадкой- различной формой, футированные кислото-упорной керамикой, насадку укладывают на колосниковую решетку, опирающуюся на столбы из кислотоупорного кирпича. Газ поступает в башню через штуцер под колосниковом пространстве и отводится сверху. Орошающую к-ту подают через распределители,к-рые м.б. – распределительные плиты, желоба, трубы, форсунки. Они обеспечивают равномерное распределение к-ты по всему поперечному сечению башни. Конструкция предусматривает установку брызготуманоуловителей. В современных конструкциях использ патронные фильтры.
Барботажные абсорберы. Поверхность контакта достигается за счет распределения потока газа в жид в виде пузырьков и струек, БА представляют собой колонны с тарелками разлизных типов. Перекрестные или провальные на первичн движ газа и жид осущ перекрестным током. Использ ситчатые, колпачковые тарелки со спец переливными устройствами.В тарелках провального типа, переливные устройства отсутствуют. Газ и жид проходят через одни и теже отверстия в противоположном направлении.
Распыливающие абсорберы. В прямоточных распыливающих ап-тах использ высокие скорости газа, 20-30 м/с и выше что ведет к значительной интенсификации абсорбции при этом вся жид уносится с газом и отделяется от него в отделтном сепараторе. Испытаны форсуночный абсорбер Вентури и аппарат АРТ.
Абсорберы Вентури имеют форму расходомерной трубы Вентури и состоят из сужающейся части – конфузора, узкой части – горловины и расширяющейся части- дифузора. Жид подается через форсунки в конфузор, Газ с бол скоростью проходит через конфузор, постепенно снижая скорость в дифузоре и направл в сепаратор.
 Аппарат АРТ отлич отсутсвием дифузора и имеет пленочную подачу орошения. Газ проходит сверху вниз через сужающийся к низу конус назыв конфузором, по стенкам которого стекает к-та. В ап.АРТ можно осущ несколько ступеней распыливания устанавливая 2 и более конуса, однако в ап-те с 2мя устройствами распыливания сопротивление в 2 раза выше, чем в одноступенчатом, а число едениц переноса увел при этом лишь в 1,7 раза, т.о 2ая ступень менее эффективная чем 1ая.
Аппарат АРТ отлич отсутсвием дифузора и имеет пленочную подачу орошения. Газ проходит сверху вниз через сужающийся к низу конус назыв конфузором, по стенкам которого стекает к-та. В ап.АРТ можно осущ несколько ступеней распыливания устанавливая 2 и более конуса, однако в ап-те с 2мя устройствами распыливания сопротивление в 2 раза выше, чем в одноступенчатом, а число едениц переноса увел при этом лишь в 1,7 раза, т.о 2ая ступень менее эффективная чем 1ая.
Более интенсивными среди абсорберов явл скоростные прямоточные абсорберы,барботажные абсорберы, но их гл «-» значит сопротивление, огранич диапазон измен газовой нагрузки и повыш брызгоунос. Скоростные прямоточные распыливающие абсорберы проще и дешевле насадочных и имеют мен габариты. Но их применение целесообразно в качестве 1ой ступени абсорбции или в качестве олеумного абсорбера. Перспективными счит ап-ты в к-рых не требуектся осущ циркуляцию к-ты и можно осущ внутр отвод тепла, к ним относятся: 1) трубчатые пленочные абсорберы прямоточного типа работающие с выс скоростями газа до 40 мс. 2) барботажные абсорберы с внутр отводом теплса « » внут отвод тепла с высоким коэф теплопередачи в 4-5 раз выше чем в выносных холодильниках и резкое сокращение кол-ва перекачиваемых к-т, но барботажные абсорберыимеют довольно сложную конструкцию, по сравнен с насадочным. Осн « » насад абсорберов – небол сопротивление, возможность работы при измен газовой нагрузки в широких пределах и небол брызгоунос, но требует циркуляции бол кол-ва к-ты и отвода тепла в выносных холодильниках. Однако из из существенных проблемвозникающ при противотоке состоит в неравномерном распределении газа и жид по сечению ап-та и как следствие усложнение оросительных с-м.
 Олеумный абсорбер, сушильная башня, моногидратный абсорбер.
Олеумный абсорбер, сушильная башня, моногидратный абсорбер.
Олеумный абсорбер как правило не имеет футеровки, а иногда и без насадки, т.к. полнота абсорбции в нем невелика. Газ из контактного ап-та поступает в олеумный абсорбер, который представляет собой скрубер с насадкой, выполненного в виде вертикального цилиндра1. В нижней его части расположена колосниковая решетка 2, на к-рую укладывают насадку 3. 4 – люк ля загрузки и выгрузки насдкми, 5 – смотровое стекло, 6 распаылитель олеума.Размеры олеумного абсорбера и кол-во олеума, подаваемого на орошение, зависит от производительности с-мы. Обычно на 1 т/ч пр-ции требуется поверхность насадки в абсорбере 600-1000 м2 при скорости газв в насадке до 1 м/с и плотности орошения 10-12 м3 на 1 м2 сечения олеумнорго абсорбера.
Сушильная башня представляет собой стальной вертикальный цилиндр с внутр диаметрорм 8 м и высотой 14,9 м. Нижн часть и корпус башни футированы кислотоупорными материалами ниже насаадки башня, имеет штуцер для вх газа. В верх части башни установлен брызгоуловитель, состоящий из 8 патронных фильтров. В башне имеется насадка с общим объемом 179 м3 – насадка инталокс(седловидная керамическая насадка). Из сушильной башни СК вытекает в смесительный сборник, в который также поступает к-та из 1го моногидратного абсорбера. После сушильной башни воздух подается в циклонные топки котло-печного агрегата РКС. Сушильная башня представляет собой стальной сварной вертикальный цилиндрический аппарат со сферическим днищем и конической крышкой.
Дата добавления: 2022-04-18; просмотров: 145; Нарушение авторских прав
§
Сферическое днище аппарата футеруется кислотоупорными материалами на кислотоупорной замазке в два слоя, по подслою из двух слоев асбестового картона с толщиной 5 мм. Внутренняя цилиндрическая поверхность аппарата из углеродистой стали футеруется по подслою из двух слоев асбестового картона с толщиной 5 мм. Обечайка на высоту 4000 мм от днища выполняется опорная футеровка толщиной в 1,5 к/у кирпича, далее обечайка футеруется к/у кирпичом, устанавливаемым на торец, ребром к стенке обечайки на всю высоту обечайки из углеродистой стали. Верхняя часть обечайки и коническая крышка аппарата изготавливается из стали 12Х18Н10Т, образуя камеру под установку брызгоуловителей. Насадка из седел типа «Инталокс» 75 мм насыпается в навал на опорную решетку. Высота нижнего слоя насадки Инталокс 3″ – 1,8 м, поверх сёдла Инталокс 2″ — 1,7 м, подсыпка 0,3 м — седла Инталокс -2″. Высота насадочного слоя определена технологическими расчетами.
Моногидратный абсорбер
Абсорбционная башня представляет собой стальной сварной вертикальный цилиндрический аппарат со сферическим днищем и конической крышкой. Аппарат устанавливается на фундамент через опорную конструкцию, включающую кольцо из швеллера, опирающееся на 6 металлических трубчатых столбов. Сферическое днище аппарата футеруется кислотоупорными материалами на кислотоупорной замазке в два слоя, по подслою из двух слоев асбестового картона с толщиной 5 мм. На высоту 4000 мм от днища выполняется опорная футеровка обечайки толщиной в 1,5 к/у кирпича, далее обечайка футеруется к/у кирпичом, устанавливаемым на торец. Верхняя часть обечайки и коническая крышка аппарата изготавливается из стали Х18Н10Т. Насадка из седел типа «Инталокс» 75 мм насыпается в навал на опорную решетку. Высота основного слоя насадки «Инталокс» – 3,5 м. В днище аппарата выполняется штуцер выхода кислоты футерованный к/у плиткой. В нижней части обечайки выполняется штуцер входа технологического газа футерованный к/у плиткой. В крышке аппарата выполнен штуцер выхода технологического газа. Для распределения орошающей кислоты в верхней части аппарата над насадкой подвешиваются система из восьми желобов, сливные трубки которых касаются основной насадки и присыпаны слоем более мелкой насадки «инталокс»-50 навалом. В желоба кислота подается из коллектора опускными , по две опускных трубы в каждый желоб, за исключением первого и последнего по ходу кислоты, где по применено одной опускной трубе. Желоба соединены преточными трубами. ри применении оросительных устройств другой конструкции количество точек подачи кислоты на насадку должно быть не менее 28 на м2, при их равномерном распределении по сечению насадки.
Конструкция абсорбционной башни совмещает абсорбционный процесс и очистку технологического газа от брызг и тумана серной кислоты в одном корпусе.
| Общий вид моногидратного абсорбера |
| Вход кислоты в коллектор Ду 400 |
| Смотровое окно со стеклом |
| Общий вид сушильной башни |
| Вход кислоты в коллектор Ду 400 |
| Балки опоры фильтра и подвески желобов |
| Ø по рекомендациям «Монсато» |















Дата добавления: 2022-04-18; просмотров: 19; Нарушение авторских прав
§
Сырьем являются природные фосфаты, апатитовые и фосфоритные руды. Более ценное сырье – апатиты, содержащие больше фосфора и меньше примесей, чем фосфориты. Среди апатитов наиболее распространен фтораппатит 3Са3(РО4)2*СаF2 или брутто-формула Са5(РО4)3F. Химически чистый фосфорит содержит 42,22% Р2О5; 55,59% СаО и 3,77% F.
Апатитовые руды содержат и др. минералы, наибольшая доля из них приходится на нефелин (Na,K)2O*Al2O3*2SiO2*nSiO2 в значительно в меньших количествах эгирин NaFеSi2O6, титаномагнетит nFe3O4*FeTiO3*TiO2, ильменит FeTiO3, сфен CaTiSiO5, доломит MgCa(CO3)2, полевой шпат (Na,K)AlSiO3O8 и др.
Присутствующие в апатите SiO2 и труднорастворимые силикаты после разложения апатита серной кислотой переходят в фосфорную кислоту в виде так называемого нерастворимого остатка.
Диоксид кремния входит также в состав некоторых кислотно-растворимых минералов: нефелин, глауконит и др. Сравнить химический состав апатитовых и фосфоритных концентратов можно по данным таблице.
Хим.состав фосфоритовых и апатитовых некоторых концентратов, %масс.
| Месторождение | Р2О5 | СаО | F | Fe2O3 | Al2O3 | MgO | K2O Mg2O | CO2 | SiO2 | Нераств. осадок |
| Хибинское (ап) | 39,4 | 52,0 | 3,1 | 0,5 | 0,9 | 0,4 | 1,0 | — | 1,5 | до 2 |
| Ковдорское(ап) | 36,0 | 53,0 | 1,0 | 0,5 | 0,9 | 5,0 | — | 2,7 | — | до 1 |
| Каратау (ф) | 28,0 | 42,0 | 3,0 | 1,7 | 1,2 | 3,0 | 0,6 | 8,0 | — | до 15 |
ап-апатит, ф-фосфорит
Приведем хим состав апатитового концентрата марки «стандарт», производимого на ОАО «Апатит» г.Кировск
| Наименование | Хим формула | Содержание мас.,% | Гарантируется по ГОСТ 22275-90 |
| Пентаоксиддифосфора | Р2О5 | н.м.39% | |
| вода | Н2О | 0,50-1,50 | 1,00±0,50% |
| Оксид железа(II) | FeO | 0,03-0,1 | н.б. 3% |
| Оксид железа (III) | Fe2O3 | 0,03-0,1 | н.б. 3% |
| Al2O3 | 0,5-0,90 | н.б. 3% |
Используемая в производстве упаренная ЭФК должна удовлетворять требованиям ТУ 2121-342-0020 9438-2004 “Кислота фосфорная экстракционная. Технические условия.” Согласно этих ТУ по физ-хим показателям ЭФК должна соответствовать нормам, указанным в таблице:
| Показатель | Для производства | |
| Гранул-х МУ1 | ЖКУ2 | |
| 1. М.д. H3PO4 в пересчете на Р2О5, %, не менее | ||
| 2. М.д. сульфатной серы в пересчете на SO3, %, не более | 3,5 | 2,5 |
| 3. М.д. осадка, %, не более | 4,5 | 3,0 |
| 4. М.д. фтора, %, не более | 0,5 | 1,2 |
| 5.М.д. Fe2O3, %, не более | — | |
| 6.М.д. Al2O3, %, не более | — | |
| 7.М.д. Cl, млн-1, не более | — | |
| 8.М.д. органического углеводорода, %, не более | — | 0,02 |
| 9.М.д. MgО, %, не более | 0,15-0,6 | 0,15 |
1-участок 1,2 производство МУ; 2-участок 4 пр-во МУ.
Стадии технологического процесса:
· разложение апатитового концентрата смесью серной и фосфорной кислот;
· фильтрация пульпы фосфополугидрата на вакуумных фильтрах, гидроудаление фосфогипса;
· упаривание (концентрирование) фосфорной кислоты;
· абсорбция газов.
Разложение апатитового концентрата смесью серной и фосфорной кислот
Апатитовый концентрат из расходных бункеров поступает на автоматические дозаторы. С конвейера после дозатора апатитовый концентрат поступает в смеситель «мокрого» питания. Для смачивания апатита используется раствор разбавления (фосфорная кислота), который подается в смеситель из фильтратных баков вакуум-фильтров. Далее апатит в виде пульпы поступает в экстрактор. Туда же подается серная кислоты с массовой долей не менее 92,5 %
Разложение апатитового концентрата смесью серной и фосфорной кислот происходит в экстракторе, состоящем из двух цилиндрических реакторов, соединенных между собой в верхней части перетоком диаметром 1,8 м. Рабочий объем экстрактора составляет 825 м3. Для интенсификации перемешивания в экстракторе предусмотрена система циркуляторов и винтовых мешалок. Для охлаждения пульпы (отвода теплоты, выделяющейся при реакции) в экстракторе применяется аппарат воздушного охлаждения (АВО).
Фильтрация фосфополугидрата на вакуумных фильтрах, гидроудаление
Пульпа из экстрактора подается на фильтр насосом. Фильтрация осуществляется на ленточном вакуум-фильтре (с полезной площадью фильтрации 83,3 м2. Максимальная производительность фильтра соответствует нагрузке экстрактора по апатиту 85 т/ч. Максимальная скорость движения полотна и ленты составляет до 27 м/мин). Толщина слоя осадка фосфополугидрата на ленте – от 2 до 5 см. Дренажная лента, несущая полотно с фильтруемым продуктом, последовательно проходит над 5 зонами фильтрации, образуемыми перегородками в неподвижной вакуумной коробке: зону отсоса предфильтрата, зону отсоса продукционной фосфорной кислоты(в хранилище), зону первой промывки (в смеситель), зону второй промывки, зону третьей промывки. Зона третьей промывки совмещена с зоной подсушки осадка. Отмытый и подсушенный фосфополугидрат непрерывно ссыпается с ленты в бункер, где он смывается водой, а также слабой кремнефтористоводородной кислотой из абсорбционного сборника.
Фильтрация на карусельных фильтрах. Экстракционная пульпа из экстрактора подается на карусельный вакуум-фильтр (КВФ). Фильтрующая поверхность КВФ состоит из 24 горизонтальных подвижных ковшей, (поверхность ковша – 4,5 м2. Рабочая поверхность фильтрации каждого КВФ 80 м2. Максимальная производительность фильтра соответствует нагрузке экстрактора по апатиту около 65 т/ч).
При движении каждый ковш КВФ последовательно проходит следующие зоны: зону отсоса предфильтрата, который попадает в сборник; зону отсоса продукционной фосфорной кислоты, которая откачивается в баки-хранилища; зону первой промывки, фильтрат откуда оборотная фосфорная кислота откачивается в смеситель; зону второй промывки, фильтрат — в сборник; зону выгрузки осадка фосфополугидрата в бункера; зону промывки фильтроткани и ковшей КВФ горячей водой.
Отмытый и подсушенный фосфополугидрат сбрасывается при перевороте ковшей, где он смывается водой, а со стенок бункеров слабой кремнефтористоводородной кислотой.Образующаяся пульпа гипса самотеком направляется по лоткам гидросмыва в репульпаторы.
Откачка пульпы из репульпатора осуществляется насосами на шламонакопитель.
Упаривание (концентрирование) фосфорной кислоты
Получение продукционной ЭФК с содержанием Р2О5 от 52,5 % до 54,0 % осуществляется в отделении концентрирования методом вакуумной упарки нагретой ЭФК. (Отделение концентрирования включает восемь автономных, одноступенчатых, параллельно работающих вакуумных выпарных установок (далее — ВВУ).)
Каждая система ВВУ состоит из трех технологических узлов:
· узел выпаривания, в котором происходит выпаривание воды из нагретого раствора ЭФК под вакуумом с сепарацией брызг кислоты в паровом пространстве испарителей и улавливание их в брызгоуловителе. Нагрев исходной фосфорной кислоты осуществляется в теплообменниках за счет переноса тепла насыщенного греющего пара к кислоте через стенки греющих элементов при многократной циркуляции кислоты в системе вакуумный испаритель – теплообменник;
· узел абсорбции образующейся при упарке парогазовой смеси, содержащей фтористые соединения, с получением кремнефтористоводородной кислоты;
· узел создания вакуума, поддержание которого необходимо для снижения температуры кипения ЭФК. Вакуум в системах создается группой последовательных пароэжекторных вакуум-насосов с системой конденсаторов и поддерживается за счет конденсации испаренной воды в барометрических конденсаторах.
Полученная на ВВУ продукционная ЭФК с содержанием Р2О5 от 52,5% до 54,0% собирается в хранилище упаренной фосфорной кислоты.
Абсорбция газов
Фтористые газы, пары воды, воздух поддува на охладитель с экстракции удаляются из-под крышек реакторов хвостовыми вентиляторами через абсорберы:
Перед выбросом в атмосферу парогазовая смесь проходит очистку от фтористых соединений путем абсорбции в три ступени:
| I ступень | осуществляется промывкой в орошаемых газоходах |
| II ступень | осуществляется промывкой в полых абсорберах |
| III ступень | санитарная очистка осуществляется в абсорберах АПС(абсорбер прямоточный скоростной) |
Газоход,полый абсорбер и АПС по одному на каждую на каждый реактор экстрактора (реактор разложения и дозревания соответственно). Все они орошаются осветленной водой гидроудаления. Раствор образующейся кремнефтористоводородной кислоты из баков откачивается на станцию нейтрализацию либо используется в производстве фтористого алюминия.Прошедший очистку в абсорберах газ через выхлопной газоход и промышленную санитарную трубу высотой 180 м и диаметром 3 м выбрасывается в атмосферу.
Дата добавления: 2022-04-18; просмотров: 25; Нарушение авторских прав
§
Скорость процесса кислотного разложения фосфата может быть описана уравнением:
G=K*F*∆C , (7)
где G – масса прореагировавшего фосфата, кг/ч; К- коэф-т массопередачи, кг/(ч*м2*%мас.); F – пов-ть контакта фаз, м2; ∆C — движущая сила процесса = разности концентраций Р2О5 в тв. и жидкой фазах, % мас.
Повышение К достигается благодаря интенсивному перемешиванию суспензии и обеспечению минимальной вязкости р-ра. Для увеличения поверхности фосфатные концентраты измельчаются в порошок, при этом остаток на сите с ячейкой 0,16 мм должен составлять для апатита не более 11,5 %, для фосфорита не более 14%.
Апатит, обладающий малой удельной поверхностью зёрен, разлагается к-тами медленнее, чем фосфорит. Чем выше содержание Р2О5 в фосф. концентратах, тем больше движущая сила и скорость процесса. В концентратах доля Р2О5 составляет 28-39,4%. В то время, как природные фосф. руды содержат 10-25% Р2О5. С др. стороны ∆C увеличивается с повышением степени электролитической диссоциации H2SO4, поэтому важную роль играет поддержание оптимальной концентрации H2SO4 в р-ре. Основным фактором, определяющим скорость взаимодействия апатита с серной к-той, является скорость диффузии катиона Са 3 через пограничный слой на поверхности зёрен апатита. Скорость диффузии будет тем больше, чем выше концентрация ионов Са в пограничном слое, а эта концентрация будет возрастать в условиях, способствующих увеличению растворимости сульфата Са. Температура оказывает значительное влияние на скорость разложения природных фосфатов.

Рис.2. Изменение степени разложения фосфорита 50%-ой H2SO4 от времени при температуре 60-90ºС. Температура,ºС: 1-50ºС; 2- 60ºС; 3-70ºС; 4-80ºС, 5-90ºС
Дата добавления: 2022-04-18; просмотров: 15; Нарушение авторских прав
§
Кристаллический СаSO4 может тормозить процесс разложения апатита H2SO4. Мелкие кристаллы отлагаются на поверхности зерён апатита и препятствуют проникновению серной к-ты. Чем крупнее кристаллы СаSO4, тем более рыхлый проницаемый слой образуются на зёрнах апатита. Мелкие кристаллы выпадают в тех случаях, когда кристаллизация идёт с большой скоростью и появляется много центров кристаллизации (зародышей кристалла). Чем выше степень пересыщения р-ра, тем больше скорость кристаллизации. Степень пересыщения р-ра определяется и соотношения:
 (8)
(8)
где Ср – концентрация пересыщ. р-ра; Сн – концентрация насыщ. р-ра.
Мелкие игольчатые кристаллы СаSO4, образование к-ых следует избегать имеют длину 5-10 мкм и ширину 1-3 мкм. В ходе экстракции необходимо создать условия для образования крупных кристаллов СаSO4. Например. Оптимальные размеры кристаллов СаSO4 *2 Н2О следующие: длина 200-400 мкм; ширина 100-200 мкм. Кроме этого, крупнокристаллический ос-к легко отделяется от продукционной H3PO4 фильтрацией и промывается от остатков к-ты небольшим количеством воды. Основным условием образования крупнокристаллического осадка является кристаллизация СаSO4 из малопересыщенных растворов, когда скорость образования зародышей низкая. На практике малое пересыщение достигается за счёт непрерывного ведения процесса, увеличения времени экстракции( реакционного объёма), применения внешней и внутренней циркуляции пульпы. В этих условиях новые зародыши почти не возникают и поддерживается практически постоянная степень пересыщения (0,5-0,7). Именно созданием условий крупных кристаллов СаSO4, объясняется повышение времени процесса экстракции до 5-8 ч, хотя достигается высокая степень кислотного разложения за 1-1,5 ч. Другим важным условием является поддержание в жидкой фазе неб. концентрации свободной серной к-ты (1,5-2,5% SO3 – в дегидратном процессе и 1,0-1,5% SO3 – полугидратном процессе).
Избыток к-ты повышает растворимость СаSO4 и следовательно снижает степень пересыщения р-ра. Большое влияние на форму и размеры кристалла СаSO4 оказывают примеси. В присутствии примеси Н2SiF6 , соединений Аl и Fe , резко укрупняются и из удлиненных кристаллы игловатых превращаются в более короткие и широкие. Так же необходимым условием кристаллизации является проведение процесса при постоянной температуре. Кристаллизация дигидрата СаSO4 сопровождается совиестеым осаждением фосфатных ионов НРО42-, к-ые внедряются в кристалличекую решётку Гиббса. Это приводит к потерям Р2О5 и затрудняет дальнейшее использование СаSO4.
Дата добавления: 2022-04-18; просмотров: 12; Нарушение авторских прав
§
 Режимы экстракции фосфорной кислоты. Основой для выбора технологических параметров пр-са сернокислотного разложения природных фосфатов явл-ся св-ва системы СаSO4 , H3PO4, Н2О в к-ой СаSO4 может сущ-ть в 3-х формах: ангидрита (СаSO4), полугидрата (СаSO4*0,5 Н2О)и дигидрата (СаSO4*2 Н2О -гипса ). Температурные и концентрационные области кристаллизации этих форм опред-ся соотношениями их растворимостей в H3PO4. На рис. 4 представлены изотермы растворимости СаSO4 в H3PO4 при 80ºС.
Режимы экстракции фосфорной кислоты. Основой для выбора технологических параметров пр-са сернокислотного разложения природных фосфатов явл-ся св-ва системы СаSO4 , H3PO4, Н2О в к-ой СаSO4 может сущ-ть в 3-х формах: ангидрита (СаSO4), полугидрата (СаSO4*0,5 Н2О)и дигидрата (СаSO4*2 Н2О -гипса ). Температурные и концентрационные области кристаллизации этих форм опред-ся соотношениями их растворимостей в H3PO4. На рис. 4 представлены изотермы растворимости СаSO4 в H3PO4 при 80ºС.
Минимальной раств-тью при 80ºС обладает ангидрид, к-рый, следовательно, явл-ся равновесной или стабильной фазой. Метастабильный гипс в р-рах, содержащих <33,2% Р2О5 (т.А пересечения изотерм) (метастабильных кристаллогидратов) превращается непосредственно в ангидрид. В более концентрированных р-рах (правее т.А) сначала происходит конверсия гипса в полугидрат, а уже полугидрат дегидротируется до ангидрида. Эти превращения протекают путем постепенного растворения менее стабильной фазы и одновременной кристаллизации из р-ров более стабильной фазы. На рис. 5 приведена политермическая диаграмма характеризующая направление и последовательность фазовых превращений CaSO4 в системе CaSO4 — H3PO4 — H2O
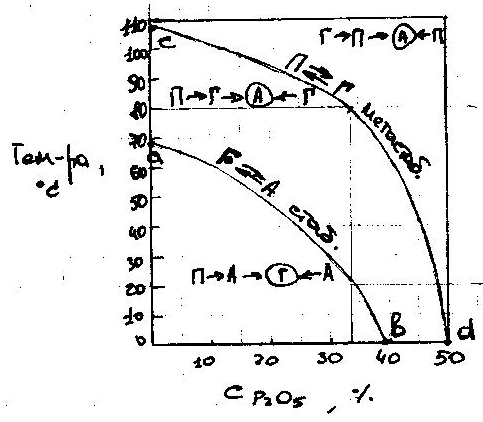 Стабильно твердыми фазами в системе является гипс, ниже кривой аb и ангидрид (выше аb). В области, расположенной над кривой cd полугидрат который обычно является первой кристаллизирующейся фазой системы переходит в ангидрид. Однако, это превращение при 80ºС в растворах содержащих >33,2% Р2О5 протекает медленно: сутки и месяцы. В то же время дегидротация гипса до полугидрата в тех же условиях завершается значительно быстрее(часы и минуты). Быстро за 1-5 часов происходит и дигидротация П→Г при 80ºС и 10-25% Р2О5. Таким образом кривая cd является множеством точек сосуществования метастабильных фаз Г и П, а кривая ab множеством точек сосуществования стабильных фаз Г и А. Однако в реальных растворах ЭФК фактические границы областей кристаллизации гипса, полугидрата и ангидрида и особенно скорости протекания фазовых превращений существенно изменяются. Так присутствие заправки гипса, примесей фосфатов железа, кремнезема значительно ускоряет переход П→Г в растворах H3PO4 содержащих 20-30% Р2О5 при 80ºС. Образовавшийся гипс существует в виде метастабильной формы (стабильная форма – ангидрид) в течении нескольких суток и даже месяцев. Поскольку время пребывания пульпы в технологической системе составляет только 5-8 часов, очевидно, что отфильтрованный в этих условиях CaSO4, представляет собой метастабильный дегидрат, т.е. фосфогипс, а не стабильный ангидрид. На рисунке 6 изображена диаграмма, показывающая практическую степень гидротации CaSO4 в зависимости от режима экстракции, tºC и концентрации H3PO4
Стабильно твердыми фазами в системе является гипс, ниже кривой аb и ангидрид (выше аb). В области, расположенной над кривой cd полугидрат который обычно является первой кристаллизирующейся фазой системы переходит в ангидрид. Однако, это превращение при 80ºС в растворах содержащих >33,2% Р2О5 протекает медленно: сутки и месяцы. В то же время дегидротация гипса до полугидрата в тех же условиях завершается значительно быстрее(часы и минуты). Быстро за 1-5 часов происходит и дигидротация П→Г при 80ºС и 10-25% Р2О5. Таким образом кривая cd является множеством точек сосуществования метастабильных фаз Г и П, а кривая ab множеством точек сосуществования стабильных фаз Г и А. Однако в реальных растворах ЭФК фактические границы областей кристаллизации гипса, полугидрата и ангидрида и особенно скорости протекания фазовых превращений существенно изменяются. Так присутствие заправки гипса, примесей фосфатов железа, кремнезема значительно ускоряет переход П→Г в растворах H3PO4 содержащих 20-30% Р2О5 при 80ºС. Образовавшийся гипс существует в виде метастабильной формы (стабильная форма – ангидрид) в течении нескольких суток и даже месяцев. Поскольку время пребывания пульпы в технологической системе составляет только 5-8 часов, очевидно, что отфильтрованный в этих условиях CaSO4, представляет собой метастабильный дегидрат, т.е. фосфогипс, а не стабильный ангидрид. На рисунке 6 изображена диаграмма, показывающая практическую степень гидротации CaSO4 в зависимости от режима экстракции, tºC и концентрации H3PO4
 В обл. ниже кривой 2 CaSO4 отделяется в виде гипса, выше кривой 1 – в виде ангидрита, а между этими линиями – в виде полугидрата. В соответствии с этим различают 3 режима экстракции ФК: дигидратный, полугидратный, ангидритный. Наиболее распространен дигидратный режим, который осуществляется при 65-80С, получая кислоту, содержащую до 32%P2O5.
В обл. ниже кривой 2 CaSO4 отделяется в виде гипса, выше кривой 1 – в виде ангидрита, а между этими линиями – в виде полугидрата. В соответствии с этим различают 3 режима экстракции ФК: дигидратный, полугидратный, ангидритный. Наиболее распространен дигидратный режим, который осуществляется при 65-80С, получая кислоту, содержащую до 32%P2O5.
Полугидратный режим – 90-100С позволяет получить кислоту до 52% P2O5.
Ангидритный режим пока не реализован из-за опасений усиленой коррозии аппаратуры при повышенных т/рах и плохой фильтруемости ФК и промывных р-ров через слой мелких кристаллов безводного CaSO4.
Дата добавления: 2022-04-18; просмотров: 11; Нарушение авторских прав
§
Аппарат в к-ом осуществляется кислотное разложение фосфатов, называется экстрактором. Это железобетонный футерованный прямоугольный или цилиндрический аппарат большого объёма с плоским дном.
 Прямоугольный экстрактор, (V=730-1625 м³) обычно разделён на 10 квадратных секций: 8-основных и 2- вспомогательных (см.схему, вид сверху).
Прямоугольный экстрактор, (V=730-1625 м³) обычно разделён на 10 квадратных секций: 8-основных и 2- вспомогательных (см.схему, вид сверху).
1-подача фосфатов и др. потоков в 1-ю секцию; 2- отвод пульпы; 3 – двухлопастные мешалки.
В перегородках, разделяющих секции расположены чередующиеся нижние и верхние перегородки так, что пульпа совершает зигзагообразный путь. Фосф.сырьё, серная к-та, р-р разбавления и циркулирующий попадают в 1 секцию. Из 2-х последних секций (9 и 10) отводят полученную пульпу ч/з вакуум-испаритель на рециркуляцию и фильтрацию. Каждая секция снабжена двухлопастной мешалкрй, вращающейся со скоростью 66-72 об/мин.
Цилиндрический экстрактор (V=900 м³) состоит из 2-х реакторов объёмом по 450 м³, соединённых вверху перетоком. Такой реактор перегородок не имеет (вид сверху).
 1-подача фосфатов и др. потоков; 2- отвод пульпы; 3 – турбинные мешалки; 4-пропейлерная мешалка.
1-подача фосфатов и др. потоков; 2- отвод пульпы; 3 – турбинные мешалки; 4-пропейлерная мешалка.
В центре экстрактора помещают пропеллерную мешалку, а по периферии 8 турбинных мешалок. Турбинные мешалки имеют направление вращения обратное пропеллерной. В цилиндрическом экстракторе обеспечивается большая стабильность процесса по температуре и пересыщению, чем в прямоугольном экстракторе, поэтому получается более однородный осадок СаSO4.
Дата добавления: 2022-04-18; просмотров: 7; Нарушение авторских прав
§
Выделение и улавливание фтора при получении и переработке ЭФК. Необходимость улавливания токсичного F, содержащегося в природных фосфатах, создает существенные сложности как в самом производстве ЭФК, так и при ее переделе в удобрения. В тоже время, уловленный из газа F в итоге утилизируется в ценные фтор соли. В отделении экстракции по дигидратному методу выделяются большие объемы газов от 40тыс до 80 тыс м3/ч, в кот. содержится от 0,1 до 0,4 г/м3 фторидов, в виде SiF4 и HF. В тоже время в газах экстракции находится только 8% всего фтора, введенного с апатитом.
Содержание фтора в различных потоках производства ЭФК дигидраным методом из апатитового концентрата при концентрации неупаренной ЭФК 30% масс. Р2О5.
| Анализируемая фаза | Мас.доля F,% от введенного с апатитом | V выдел. газов, тыс. м3/ч | Масс. концентрация фторидов в газах (SiF4 HF), г/м3 |
| 1.Газы из экстракции, в том числе: —из экстрактора —из вакуум-испрителя —из вакуум фильтра —из баковой аппаратуры | 8,0 3,5 2,5 1,0 1,0 | 40-80 20-50 10-15 5-7,5 5-7,5 | — 0,1-0,2 0,3-0,4 0,2-0,3 0,2-0,3 |
| 2. Газовая смесь из вакуум выпарного аппарата | 64,0 | 6-10 | |
| 3. упаренная ЭФК 54% Р2О5 | 9,0 | — | — |
| 4. фосфогипс | — | — |
Все приведенные данные относятся к дигидратному режиму. При переходе к полугидратному режиму существенно перераспределяется содержание фторидов:
При содержании Р2О5 38-39% в упаренной кислоте:
-до 22-25%F содержится в газах экстракции
-43-47% – в -парогазовой смеси из вакуум-выпарного аппарата
-9% — в упаренной кислоте
-22-23% — в фосфополугидрате
Фтор, выделяющийся в газовую фазу на различных стадиях (экстракция, упарка, переработка к-ты) поглощают водой с получением кремнефтористо-водородной кислоты. Из этой к-ты фтор затем перерабатывается в ценные соли AlF3, NH4F, NaF, KF и др.
Для улавливания фтора из газа применяют следующую высокоэффективную аппаратуру:
— скоростной распыливающий скруббер; -пенный абсорбер; -абсорбер Вентури; -аэромикс.
Степень абсорбции в этих аппаратах 80-92%.
При получении экстракционной фосфорной кислоты полугидратным методом происходит выделение и улавливание фтористых соединений при следующих технологических операциях:
— из экстрактора при разложении апатита;
— из карусельного вакуум-фильтра при фильтрации пульпы;
— при охлаждении пульпы в аппарате воздушного охлаждения;
— с поверхности кислот в баковой аппаратуре.
Рассмотрим подробнее некоторые неиболее часто встречающиеся аппараты.
В пенных абсорберах поверхность контакта развивается потоками газа, распределяющегося в жидкости в виде пузырек и струек; она распределяется гидродинамическим режимом (расхода газа и жидкости). В пенных абсорберах дисперсной фазой является газ, распределенный в ячейках пены,на поверхности которых протекает процесс массопередачи.
Абсорбер АПС состоит из корпуса 1 с прямоточным контактным устройством в виде тарелки 2 с цилиндрическим контактным патрубком (рабочая зона) 3, в нижней части которого расположены циркуляционные трубы 4, а над верхним обрезом – центробежный сепаратор 5. Жидкость с тарелки поступает через циркуляционные трубы в рабочую зону, где контактирует с газом, образуя газо-жидкостную смесь, которая в центробежном сепараторе разделяется на практически сухой газ и жидкость, стекающую на тарелку. Этот процесс многократно повторяется. Аппарат работает в режиме восходящего прямотока фаз с центробежной сепарацией и внутренней циркуляции жидкости.
Пенные скоростные абсорберы представляют собой цилиндрические полые башни диаметром 4,5 м и 2,6 м, высота аппаратов – 15,0 м и 13,0 м соответственно. Аппараты гуммированы, нижняя конусная часть днища футерована углеграфитовыми блоками. Внутри, симметрично по высоте абсорберов, установлены три или два идентичных контактных устройства, с помощью которых достигается необходимая степень контакта фаз при очистке фторгазов.
Полые газопромыватели. В них орошающая жидкость подается встречно или поперек газового потока. Чтобы унос жидкости из зоны контакта был незначительным, размер капель должен быть не менее 500 мкм, а скорость газового потока не должна превосходить (0,8-1,2) м/с.
Для уменьшения габаритов установки скорость потока увеличивают (иногда до 5 м/с и более) и устанавливают на выходе аппарата каплеуловители. Орошающую жидкость разбрызгивают чаще всего с помощью центробежных форсунок, поддерживая ее давление в пределах (0,3-0,4) МПа. Такие форсунки позволяют работать на оборотной воде, из которой удалена грубая взвесь. Диаметр зоны орошения одной форсунки принимают в пределах 500 мм. Из этих условий определяют число форсунок, устанавливаемых в скруббере. Эффективность очистки в скруббере зависит от дисперсности пыли, размера капель, скорости их падения, расхода жидкости, скорости пылегазового потока. В полом скруббере удельный расход жидкости находится в пределах 2-2,5 л/м3, гидравлическое сопротивление 220-250 Па.
Распыливающие абсорберы выполнены в виде полых колонн. Газ в них движется обычно снизу вверх, а жидкость подается через расположенные в верхней части колонны распылители с направлением факела распыла сверху вниз или под некоторым углом к горизонтальной плоскости. Во многих случаях, особенно при большой высоте колонны, распылители располагают в несколько ярусов. При этом факелы распыла направляют сверху вниз или под углом к горизонтальной плоскости либо снизу вверх. Применяют также комбинированную установку распылителей часть факелом вверх, а часть — факелом вниз.
Дата добавления: 2022-04-18; просмотров: 20; Нарушение авторских прав
§
Цель расчета: 1) определение расхода реагентов, подаваемых в экстрактор; 2) определение массы веществ, покидающих экстрактор.
Исходные данные:
1. Процесс дигидратный.
2. Производительность системы П= 300 000 т Р2О5/год.
3. Число рабочих суток в году С=320.
4. Массовая доля Р2О5 в продукционной кислоте СР2О5ПК =27 %.
5. Коэффициент извлечения Р2О5 из апатита в раствор Кизв=97,7.
6. Концентрация исходной серной кислоты – 93 %.
7. Массовая доля Р2О5 в жидкой фазе пульпы – 27 %.
8. Массовая доля Р2О5 в оборотной ФК СР2О5ОФК = 20 %.
9. Влажность фосфогипса, удаляемого с карусельного фильтра – 42 %.
10. Массовая доля твердой фазы в пульпе Т, покидающей экстрактор, – не более 34 %.
11. Расчет выполняется на часовую производительность.
Расчет
1. Составить расчетную схему материальных потоков экстрактора ЭФК. На схеме указать все входящие и выходящие материальные потоки, температуры потоков и искомые величины. Записать химическую реакцию, протекающую в экстракторе, с численным значением теплового эффекта.
2. Рассчитать молярные массы участников реакции в кг/кмоль.
3. Рассчитать коэффициент пересчета Р2О5 на Н3РО4 по формуле:
b = 2×М(Н3РО4) / М(Р2О5).
4. Рассчитать годовую производительность системы на Н3РО4 по формуле, т/год:
П¢=П×b
5. Рассчитать часовую производительность системы в пересчете на Н3РО4, кг/ч:
Пч= П’/ (24*1000*С)
6. Рассчитать концентрацию Н3РО4 в продукционной кислоте, %мас:
СН3РО4ПК = СР2О5ПК *β
7. Рассчитать часовую производительность системы в пересчете на продукционный раствор:
П’ч= Пч/ СН3РО4ПК
8. Рассчитать массу воды в продукционном растворе mН2ОПК
9. Рассчитать теоретический расход фторапатита по уравнению реакции.
10. Рассчитать практический расход фторапатита с учетом Кизв.
11. Рассчитать массу неразложившегося фторапатита, которая переходит в фосфогипс.
12. Рассчитать массу серной кислоты, затраченной на разложение апатита по уравнению реакции.
13. Рассчитать массу раствора серной кислоты, подаваемого в экстрактор.
14. Рассчитать массу воды в растворе серной кислоты mН2ОCК
15. Рассчитать массу образовавшегося дигидрата сульфата кальция CaSO4×2H2O по уравнению реакции.
16. Рассчитать массу образовавшегося фосфогипса mФГ, которая состоит из CaSO4×2H2O и неразложившегося фторапатита.
17. Рассчитать долю твердой фазы в пульпе, образующейся в отсутствии оборотной фосфорной кислоты по формуле: 
Если массовая доля твердой фазы в такой пульпе значительно выше допустимой (34 %), то такая пульпа является совершенно не текучей, поэтому твердую фазу в пульпе необходимо разбавить путем подачи в экстрактор оборотной фосфорной кислоты. Часть воды этой кислоты будет связываться в CaSO4×2H2O.
18. Рассчитать массу воды mН2Освяз которая связывается в CaSO4×2H2O, по уравнению реакции.
19. Рассчитать массовую долю Н3РО4 в оборотной фосфорной кислоте, %: 
20. Рассчитать массовую долю воды в оборотной фосфорной кислоте,%.
Обозначить за g массу оборотной фосфорной кислоты, которую необходимо подать со стадии фильтрации в экстрактор, чтобы массовая доля Р2О5 в жидкой фазе составила СР2О5ПК. Тогда масса Н3РО4, внесенная в экстрактор с оборотной фосфорной кислотой
mН3РО4ОФК=0,01* СН3РО4ОФК * g, а общая масса Н3РО4 в экстракторе mН3РО4общ= Пч mН3РО4ОФК
21. Рассчитать общую массу жидкой фазы в экстракторе:

22. Определить величину g исходя из условия:
23. Определить массу пульпы, покидающей экстрактор:
gпульпы = g ж.ф. mФГ
24. Определить массовую долю твердой фазы в пульпе:
Т= mФГ * 100% / gпульпы
Рассчитать массовую долю жидкой фазы и отношение Ж/Т. Сравнить с производственным значением Ж/Т для дигидратного режима.
25. Определить массу образовавшегося HF по уравнению реакции.
26. Проверить условия выполнения материального баланса. Полученные значения внести в таблицу материального баланса.
Материальный баланс экстрактора на часовую производительность
| ПРИХОД | РАСХОД | ||||
| Поток | кг | % | Поток | кг | % |
| 1. С апатитом | 1. С пульпой | ||||
| 2. С 93% серной кислотой | 2. С НF | ||||
| 3. С оборотной фосфорной кислотой | |||||
| ВСЕГО: | ВСЕГО: |
27. Рассчитать невязку баланса. Сделать выводы.
Дата добавления: 2022-04-18; просмотров: 34; Нарушение авторских прав
§
Цель расчета: определение теплоты, вносимой поступающей в экстрактор циркулирующей пульпой.
Исходные данные.
1. Исходные данные, таблица материального баланса и расчеты.
2. Удельные теплоемкости веществ, кДж/(кг×К): апатитовый концентрат – 0,783 [3]; 93 %-ная серная кислота при 40 °С – 1,275 [6]; воздух при 20 °С – 1,004 [3]; фосфогипс – 1,072 [3].
3. Температуры потоков, °С: апатит – средняя температура в самом жарком месяце; 93 %-ная серная кислота – 40; оборотная фосфорная кислота (27,62 % Н3РО4) – 70; воздух на входе – 20; газы на выходе – 60; пульпа на фильтрацию и циркулирующая пульпа – 80.
4. Кратность циркуляции пульпы КЦ = 8.
5. Относительная влажность воздуха – 0,8.
6. Потери теплоты в окружающую среду – 2 % от прихода теплоты.
7. Теплотами испарения воды и HF в виде SiF4 пренебрегаем вследствие их малости.
8. Отношение Ж/Т в пульпе – 3:1.
9. Массовая доля твердой фазы в пульпе Т=25 %, жидкой Ж=75 %.
10. Гипсовое число Г = 1,6.
11. Расчёты выполнить в МДж
Расчет
1. Составить расчетную схему тепловых потоков экстрактора. На схеме указать все входящие и выходящие тепловые потоки, температуры потоков, искомые величины. Записать химическую реакцию, протекающую в экстракторе, с численным значением теплового эффекта.
2. Записать условие и уравнение теплового баланса. Уравнение теплового баланса имеет вид: Q1 Q2 Q3 Q4 Q5 Q6 Q7 = Q8 Q9 Q10 Q11,
где Q1 – физическая теплота апатитового концентрата, подаваемого на экстракцию; Q2 – физическая теплота 93 % серной кислоты; Q3 – физическая теплота раствора разбавления (ОФК); Q4 – теплота, выделяемая при протекании экзотермической реакции разложения апатитового концентрата; Q5 – теплота, выделяющаяся при разбавлении 93 % серной кислоты в экстракторе; Q6 – физическая теплота циркулирующей пульпы; Q7 – физическая теплота воздуха, поступающего в экстрактор; Q8 – физическая теплота пульпы, идущей на фильтрацию; Q9 – физическая теплота газов, покидающих экстрактор; Q10 – физическая теплота циркулирующей пульпы, поступающей из экстрактора в вакуум-испаритель для охлаждения; Q11 – потери теплоты в окружающую среду.
3. Рассчитать физическую теплоту апатитового концентрата Q1, подаваемого на экстракцию. Принять среднюю температуру в районе г. Череповца в июле, т.е. в период наиболее напряженного теплового режима цеха, t = 17,6 °С
4. Рассчитать физическую теплоту Q2 93 % серной кислоты.
5. Рассчитать физическую теплоту Q3 раствора разбавления (ОФК).
Удельную теплоемкость раствора разбавления определить по формуле; кДж/(кг×К):
с = 4,2324 – 0,02969×х (14),
где х – концентрация Н3РО4, % мас.
6. Рассчитать теплоту Q4, выделяющуюся при протекании экзотермической реакции разложения апатитового концентрата по формуле:
Q4 = (mап/Mап)×Kизв×hап×q,
где mап – масса фторапатита; Мап – молярная масса фторапатита; Кизв –коэффициент извлечения; hап = 1 – содержание фторапатита в апатитовом концентрате; q – тепловой эффект реакции взаимодействия серной кислоты с апатитовым концентратом, определяемый по уравнению реакции
Ca5F(PO4)3(тв) 5H2SO4(р) 10H2O (ж) = 5CaSO4×2H2O (тв) 3H3PO4(р) HF (г), DH<0.
7. Рассчитать теплоту Q5, выделяющуюся при разбавлении 93 % серной кислоты в экстракторе по формуле:
Q5 = GK×q/98,
где GK – часовое количество 100 % серной кислоты, поступающей в экстрактор; q – удельная теплота разбавления серной кислоты, кДж/кмоль:
где n1, n2 – мольное отношение H2O:H2SO4 в исходном и конечном растворах серной кислоты, т.е. до и после разбавления в экстракторе.
Для определения n2 необходимо знать концентрацию серной кислоты после разбавления в экстракторе (в предположении, что взаимодействие кислоты с апатитом происходит после смешения ее с другими жидкими компонентами). Определить эту концентрацию по данным материального баланса, составленного на 1000 кг апатитового концентрата:
где — количество 100 % серной кислоты на 1 000 кг апатитового концентрата; — количество воды, поступающей с серной кислотой на 1 000 кг апатитового концентрата; — количество раствора разбавления, поступающего в экстрактор на 1 000 кг апатитового концентрата; СФК — концентрация H3PO4 в растворе разбавления, доли ед.; С’ФК — концентрация H3PO4 в циркулирующем растворе, т.е. жидкой фазе циркулирующей пульпы, доли ед.
Рассчитать количество пульпы на 1 000 кг фосфата, поступающей на фильтрацию равно:
GП=1000Г(n 1)
где Г – гипсовое число; n – отношение Ж/Т.
Рассчитать количество циркулирующей пульпы на 1000 кг фосфата, поступающей на фильтрацию по формуле:
GЦ.П.= КЦ* GП
8. Обозначить физическую теплоту циркулирующей пульпы Q6 за х (МДж).
9. Рассчитать физическую теплоту воздуха, поступающего в экстрактор по формуле:
 (15)
(15)
где VВОЗД = 235 000 м3/ч – объем воздуха, поступающий в экстрактор (по практическим данным); Свозд — теплоемкость воздуха, кДж/(кг×К); rВОЗД – плотность воздуха, кг/м3; tвозд — температура воздуха; Рt – парциальное давление водяных паров в насыщенном воздухе (из приложения табл. 7); МН2О — молярная масса воды, кг/кмоль; j — относительная влажность воздуха, доли ед.;HtВ.П. – энтальпия водяных паров, кДж/кг (из приложения табл. 7); РАТМ – атмосферное давление.
10. Рассчитать общий приход теплоты.
11. Рассчитать физическую теплоту пульпы Q8, идущей на фильтрацию по формуле:
Q8 = GП×GАП×cП×tП,
где GАП – расход апатита, кг/ч; cП – теплоемкость пульпы, кДж/(кг×К); tП – температура пульпы, идущей на фильтрацию, °С.
Рассчитать удельную теплоемкость пульпы по формуле, кДж/(кг×К):
CП = сЖ×хЖ сТВ×хТВ,
где сЖ – теплоемкость жидкой фазы в пульпе; хЖ — массовая доля жидкой фазы в пульпе; сТВ – теплоемкость фосфогипса; хТВ — массовая доля твердой фазы в пульпе. Условно принять, что жидкая фаза представляет собой раствор фосфорной кислоты, а твердая – фосфогипс, тогда сЖ можно определить по формуле (14).
12. Рассчитать физическую теплоту Q9 газов, покидающих экстрактор. Газы, покидающие экстрактор, содержат (без учета испарения водяных паров) HF и воздух. Физическая теплота газов, покидающих экстрактор, рассчитывается по формуле (15).
13. Рассчитать физическую теплоту циркулирующей пульпы Q10, поступающей из экстрактора в вакуум-испаритель для охлаждения по формуле:
Q10 = GЦ.П×cЦ.П×tЦ.П.
14. Рассчитать потери теплоты в окружающую среду Q11.
15. Рассчитать общий расход теплоты: QРАСХ = Q8 Q9 Q10 Q11.
16. Найти из условия теплового баланса х. Пересчитать Q6, Q11, QРАСХ.
17. Составить таблицу теплового баланса экстрактора на часовую производительность.
18. Сделать выводы.
Дата добавления: 2022-04-18; просмотров: 45; Нарушение авторских прав
§
Процессы получения сложных удобрений из фосфорной кислоты можно разделить на 3 типа:
1) Процессы двухступенчатой аммонизации, в которых вначале аммонизируется фосфорная кислота до МАФ. Затем полученный раствор для выравнивания мольного отношения N : Р2О5 смешивается с плавом нитрата аммония до карбамида и аммонизируется газообразным аммиаком до ДАФ. Доаммонизация осуществляется в аммонизаторе-грануляторе, в который одновременно подаются КСl и ретур. Поскольку процесс требует большого количества ретура (3,5-10- кратного), то доаммонизация осуществляется в тонком слое на поверхности гранул.
2) Малоретурные процессы, в которых получение пульпы необходимого состава осуществляется в реакторах, а грануляция и сушка совмещаются в сушилке типа РКГС (с распылением и кипящим слоем материала сушилка-гранулятор). В этом аппарате пульпа распыляется форсунками на завесу падающих гранул или просто в объем, в котором происходит высушивание капель и формирование гранул. Отношение количества ретура к количеству продукта для этой схемы от 0,3 до 1.
3) Расплавные процессы – в которых нейтрализуется смесь кислот с использованием теплоты нейтрализации. Затем полученный раствор выпаривается до состояния плава под вакуумом в выпарных аппаратах, смешивается с КСl и гранулируется в башне и в барабанных грануляторах (в этом случае в гранулятор поступает ретур и КСl). По этой схеме получаются очень прочные стекловидные гранулы.
Сущность производства сложных удобрений из ЭФК заключается в нейтрализации фосфорной кислоты аммиаком и затем в добавлении к полученным фосфатам аммония нитрата аммония и хлорида калия с целью получения тройных удобрений, уравновешенных по содержанию азота, Р, К. Если хлорид калия не добавляется, на основе Фосфорной к-ты получают двойные азотно – фосфорные удобрения. При нейтрализации фосфорной кислоты аммиаком образуются моно-, ди- и триаммонийфосфаты:
Н3РО4 (ж) NH3 (г) = NH4H2PO4 (тв), ∆H=-133,67кДж;МАФ (дигидрофосфат аммония)
Н3РО4 (ж) 2NH3 (г) = (NH4)2HPO4 (тв), ∆H=-210,45кДж;ДАФ (гидрофосфат аммония)
Н3РО4 (ж) 3NH3 (г) = (NH4)3PO4 (тв), ∆H<0 кДж.ТАФ
В производстве сложных удобрений фосфорную кислоту нейтрализуют аммиаком до моно- или диаммонийфосфата. На основе моноаммонийфосфата получают азотно – фосфорное удобрение аммофос, а при нейтрализации кислоты до диаммонийфосфата – диаммофос. Для производства удобрений с более высоким относительным содержанием азота, чем в моно- или диаммонийфосфате, к фосфатам добавляют чаще всего плав ам. селитры (или азотную кислоту и аммиак). Такие фосфорные удобрения наз-ся нитроаммофос (на основе МАФ) и диаммонитрофос (на основе ДАФ). Если в состав подобных удобрений входит хлорид (или сульфат) калия, тройные удобрения называют нитроаммофоска и диаммонитрофоска. Технологические схемы производства сложных удобрений включают операции выпаривания растворов или сушки продуктов, гранулирования, сортировки гранул по размерам, охлаждения, опудривания и омасливания гранул. Различия в схемах зависят от условий нейтрализации кислоты аммиаком, от способов удаления воды из растворов для получения твёрдых удобрений и от способов образования гранул. Выбор вида и марки азотнофосфорных удобрений базируется на физико – химических свойствах фосфатов аммония.
МАФ представляет собой устойчивую соль хорошо растворимую в воде. Cоотношение N:Р2О5=5,1
Говорит о преобладании Р. Т-ра плавл-ия 190,50С. ДАФ хорошо растворимая термически нестойкая соль. При нагревании до 70 град.С легко разлагается с потерей аммиака: (NH4)2HPO4 (тв) → NH4H2PO4 (тв) NH3 (г). При растворении в воде частично гидролизируется:
(NH4)2HPO4 (кр) Н2О(ж)=NH4OН (р) NH4H2PO4 (р).
МАФ представляет собой кислую среду (рН=4,4), ДАФ (8,0)и ТАФ (9,4) – щелочную. МАФ и ДАФ мало гигроскопические соли. Гигроскопич. точка чистого МАФ при 50 град. С=88%, при 15-97%.
ТАФ неустойчив и разлагается при 30 – 40град. С. с выделением аммиака, поэтому несмотря на хорошую сбалансированность азот и фосфор в качестве удобрения не применяется. При нейтрализации фосфорной кислоты аммиаком величина рН возрастает по мере связывания водородных ионов при полном связывании первого иона (М=1 (М.О. аммиак: фосфорная кислота) рН=3,5) при полном связывании М=2 рН=8,2. Минимальной растворимостью обладают индивидуальные соли МАФ и ДАФ, поэтому пульпу при М=1 и низких Т перекачивать сложно из-за возможности выпадения МАФ в осадок. Т существенно увеличиает растворимость солей.
Физико-химические особенности
 На рисунке показаны изотермы растворимости в системе аммиак – фосфорная кислота – вода при 25 и 75 ºС.
На рисунке показаны изотермы растворимости в системе аммиак – фосфорная кислота – вода при 25 и 75 ºС.
Дата добавления: 2022-04-18; просмотров: 26; Нарушение авторских прав
§
При этом концентрация фосфорной кислоты должна быть выше, чтобы в твердую фазу выделилось больше соли. Из рис. следует, что наибольшее выделение МАФ в твердую фазу достигается при осуществлении процессса по лучу АВ. При нейтрализаци фосфорной кислоты ( 40 % Н3РО4) выход кристаллов даже при 25 ºС невелик, система в т.С. При нейтрализации концентрированной ФК (75% Н3РО4) состав системы соответствует т.Д и количество, образовавшейся твердой фазы велико даже при температуре массы выше 75 ºС. Этому способствует и испарение части воды за счет теплоты экзотермической реакции. В производстве аммофоса применяют ЭФК, загрязненную примесями, поэтому в ходе нейтрализации кислоты аммиаком при рН >= 3 выделяются средние фосфаты железа и алюминия, дикальцийфосфат, магнийалюминийфосфат, гипс, фторидные и фторселикатные соли. При аммонизации ФК образуются кислые суспензии, содержащие кристаллы фосфатов аммония и соосаждающиеся примеси, а т/ж свободную ФК и воду. Количество и состав компонентов суспензии непрерывно меняется по мере поглощения аммиака и повышения температуры, меняются и свойства суспензии – рН, вязкость, текучесть, растворимость твердой фазы и др. Равновесное давление аммиака над насыщенным водным раствором зависит от молярного отношения NH3: Н3РО4. От этого отношения зависит и рН, по которому ведут регулирование процесса.
66 ВОПРОС. ОСНОВНОЕ ОБОРУДОВАНИЕ СТАДИЙ НЕЙТРАЛИЗАЦИИ, ГРАНУЛИРОВАНИЯ И СУШКИ ПРИ ПОЛУЧЕНИИ ФОСФАТОВ АММОНИЯ: СТРУЙНЫЙ РЕАКТОР, САИ, АГ, СБ, БГС.
Аппаратурное оформление процесса нейтрализации H3PO4
 Следует отметить, что в последние годы успешно внедряется новый тип для нейтрализации H3PO4 аммиаком- струйный трубчатый реактор, другое его название-смеситель. Ранее для этого использовался скоростной аммонизатор –испаритель САИ:
Следует отметить, что в последние годы успешно внедряется новый тип для нейтрализации H3PO4 аммиаком- струйный трубчатый реактор, другое его название-смеситель. Ранее для этого использовался скоростной аммонизатор –испаритель САИ:
Рис.7.Скоростной аммонизатор-испаритель САИ. 1-корпус;2-сепаратор;3-брызгоуловитель;4-циркуляционная труба.
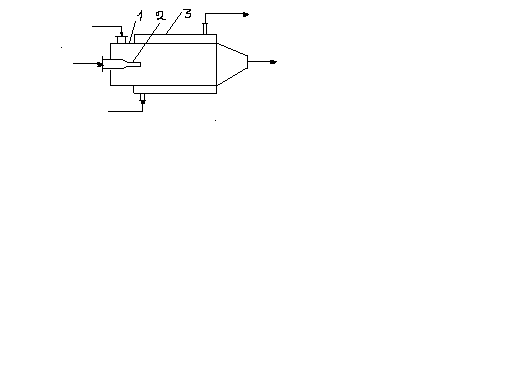
Рис.8.Трубчатыйт реактор.1-корпус;2-сопло;3-водяная рубашка.
Размеры: диаметр=0,15-0,25м; длина=0,7-2,0м.
Трубчатый реактор устойчиво работает на конц. к-тах (47-52% P2O5) при аммонизации до молярного отношения NH3 : H3PO4 =1 и выше. Давление в реакторе 0,2-0,3 МПа , t=130-150ºС, а при использовании полифосфорных кислот до 360ºС. Энергия реакции расходуется на перемешивание в аппарате, а при выходе из него на диспергирование жидкости и испарение воды.Следовательно исключается насос для подачи и разбрызгивания пульпы в гранулятор. Время реакции с H3PO4 составляет не более 0,1 с.
Показатели работы аммонизаторов фосф.кислоты.
| Реактор | Время пребывания,с | Металлоёмкость,т | Производительность по пульпе | Эффективность, кг/кДж | |
| кг/с | кг/м³*с | ||||
| САИ | 28-30 | 21,4 | 1,21 | ||
| Трубчатый реактор | 0,2 | 4,2-4,5 | 0,32 |
Гранулирование и сушка аммофоса.
Нейтрализованная пульпа из трубчатого реактора поступает в аппарат, в котором происходит гранулирование аммофоса и его сушка. Он называется барабанный гранулятор-сушилка (БГС). Аппарат разработан НИИхиммаш. Аппарат БГС имеет 3 зоны: сушки, гранулирования и досушки гранул. Пульпа фосфатов аммония пневматическими форсунками диспергируется в зоне сушки, там же при помощи специального устройства создается завеса из высушенных частиц готового продукта. Капли пульпы взаимодействуют с частицами продукта, увеличивая их размер. Проходя от факела форсунки до завесы, пульпа концентрируется за счет тепла нагретых газов и далее происходит окончательное высушивание продукта. Сушка является завершающей стадией при формировании структуры гранул. При сушке из жидкофазного связующего удаляется влага, что приводит к интенсивной кристаллизации твердых компонентов внутри гранулы. При этом образуются новые фазовые контакты и кристаллические спайки между отдельными частицами гранул. В результате с уменьшением влажности такие физ-мех.свойства удобрения как прочность, слеживаемость и гигроскопичность значительно улучшаются. При высушивании гранул минеральных удобрений применяется конвективная сушка. При этом тепло от теплоносителя (топочных газов) передается непосредственно высушиваемому материалу. Топочные газы получают при сжигании в топке природного газа или мазута. Требуемая темп-ра теплоносителя 180-600°С достигается за счет разбавления топочных газов вторичным воздухом, поступающим за счет загрязнения в сушильной установке. Длительность процесса сушки определяется следующими основными факторами:
-величина начальной и конечной влажности материала, его темп-ра;структурой материала и видом связи влаги с ним; размеры частиц высушиваемого материала;параметры теплоносителя (темп-ра, скорость подачи, влагосодержание).
Среднее время пребывания гранулированных удобрений в сушильном барабане составляет 20-40 мин. Приведем показатели процесса в БГС при получении аммофоса из апатита.
Габариты аппарата БГС: D*L = 3,5х16;производительность, т/ч = 16,5;влажность пульпы на выходе, % = 15-20;влажность гранул на выход, % = 1,0-1,5;температура сушильного агента, °С: на входе в БГС = 500-600; на выходе из БГС = 105-110;кратность ретура = 0,5-1;удельная производительность по продукту, кг/м3*ч = 108.
Аммонизация и гранулирование ДАФ и NPK удобрений.
Такие удобрения получают с использованием на второй ступени аммонизатора-гранулятора (АГ) вместо аппарата БГС при получении аммофоса. Этот аппарат совмещает функции нейтрализации пульпы и гранулирования продукта. АГ нашел широкое распространение в технологических схемах. Процесс гранулирования в АГ основан на использовании пульпы в качестве связующего. При этом в результате кристаллизации солей на поверхности гранул ретура происходит увеличение их размера и окатывание. Аппарат АГ отличается высокой производительностью, до 50 т/ч.Совмещение стадий аммонизации и гранулирования в одном аппарате позволяет ввести в удобрения значительное количество азота, использовать теплоту нейтраллизации для гранулирования и сушки продукта, а также уменьшить производственную площадь и число единиц оборудования. Аппараты АГ могут быть эффективно использованы только при применении неконцентрированной фосф.кислоты. В противном случает резко возрастает ретурность процесса.
Сушка ДАФ и NPK удобрений.
Из АГ гранулы удобрения с влажностью 1,7-2,5% поступают на высушивание до влажности не более 1,5%. Для сушки таких удобрений обычно применяется сушильный барабан СБ, иначе барабанная сушилка. СБ представляет собой цилиндр (длина 35м, Д = 4,5м). Установленный под углом 2-4 ° и вращающийся со скоростью 3-5 об/мин. Внутри барабана имеется насадка, с помощью которой, высушиваемый материал перемещается по пространству сушилки. Это способствует равномерному обтеканию высушиваемого материала теплоносителем и интенсифицирует процесс сушки. Теплоноситель движется прямотоком по отношению к материалу. Основное количество тепла от теплоносителя к поверхности материала передается конвекцией. Некоторое количество тепла передается за счет теплопроводности от нагретых внутренних устройств аппарата к материалу.
Дата добавления: 2022-04-18; просмотров: 18; Нарушение авторских прав
§
В расходный бак фосфорной к-ты 1 подается упаренная фосфорная кислота 52-54% Р2О5 и серная кислота 93%, при этом на 340 м3 ЭФК дозир 3-5 м3 серной кислоты. Сюда же подается частич нейтрализовання ЭФК из системы малой и большой абсорбции. Мольное отношение NH3:ФК=1,05-1,25 В результате смешения к-т в (1) конц-я Р2О5 составляет 38-48%. Раст-р из (1)
при тем-ре 50-70 град. С насосом подаётся в трубчатый реактор (3). Суда же подаётся жидкий NH3. Дав-ние в трубчатом реакторе поддерживается на уровне 0,3 МПа. В результате реакции нейтрализации образуется пульпа с такой текучестью чтобы её можно было транспортировать самотёком из трубчатого реактора в аппарат БГС. В результате экзотермических реакций нейтрализации, проходящих в адиабатическом режиме пульпа имеет влажность 13 – 20 %. Кроме того, она содержит непрореагировавший аммиак, пары воды, фторсоединения и с тем-рой 120-160 самотеком поступае в БГС (6). На входе в БГС пульпа распыляется за счёт собственного давления падающего на завесу из мелкодисперсного ретура. При распылении вследствие резкого увеличения пространства происходит отделение от пульпы аммиака, паров воды, фторсоединений. В аппарате БГС совмещается процесс гранулирования методом окатывания и процесс сушки. БГС – гориз цилиндр длиной 22м, диаметром 4м, частотой вращения 3-5 об/мин. При этом аппарат имеет угол наклона в сторону выгрузки 3град. Ап-т раб-т под давлением 10-50 Па на входе. Это позволяет достичь устойчивой работы топок, что важно с т. з. безопасности технологического процесса. Для сушки из топки (5) подаются топочные газы с Т= 350-400 гр в объеме 20000-25000 м3/ч.в результате сушки влажность гранул на выходе из БГС 1,5%, Т гранул=90-95 град С. Гранулы Из БГС элеватором 7 подаются в грохот 8, откуда товарная фракция 1-6 мм пост в аппарат »КС (9). В холодильнике гранулы охлаждаются атмосферным воздухом, подав-м вентилятором 11 до тем-ры 65град С. Охлаждённые гранулы под-ся на конвеер 13, где обрабатываются маслом (расход 3л на 1т аммофоса). Мелкие гранулы менее 2мм из (8) возвращаются в БГС (6) в качестве ретура, а крупная фракция более 6 мм из (8) подаётся на дробилку (10) и далее через элеватор (7) возвращается в грохот (8). Отходящие газы из БГС, воздух из (9), аспирационные газы из (1) перед выбросом в атмосферу очищают от пыли аммофоса, аммиака, фторсоединений очищают в системах большой и малой абсорбции. ПГВС выход из БГС и отвод-ся на очистку в пенный аброрбер 16. Он орош-ся фосфорной кислотой из сборн абсорбц рас-ров 15. Очищ-й от NH3 газ напр в брызгоул-ль 17, кот орош-ся водой из сборника 19. В сист мал аб-и пост возд-х из хол-ка 9, сод пыль ам-са и аспирационные отсосы бак аппар-ры, здесь очистка происх подобно сист бол аб-и. Объедин газ потоки бол имал аб-и выбр-ся венлил-м в атмос-ру ч/з выхл трубу 205м.
Согласно ТУ 2186 – 22 – 00203648 – 97 к аммофосу экстра предъявляются следующие требования:
| Показатель | Значение |
| 1. Внешний вид | Серые гранулы |
| 2. Массовая доля общего азота, % | 13±1 |
| 3. Массовая доля усвояемых фосфатов, %, не менее | |
| 4. Массовая доля водорастворимых фосфатов, %, не менее | |
| 5. Массовая доля воды, %, не более | 1,5 |
| 6. Гранулометрический состав. Массовая доля гранул размером: Менее 2 мм, %, не более От 2 до 5 мм, % не менее Менее 6 мм,% | |
| 7. Статическая прочность гранул, МПа, не менее | |
| 8. Рассыпчатость, % | |
| 9. Массовая доля примесей, токсичных элементов, в том числе свинца, мышьяка, кадмия, мг/кг | Должна выдерживать требования п.2.7 |
Дата добавления: 2022-04-18; просмотров: 18; Нарушение авторских прав
§
| Наименование показателя | Норма |
| 1. Массовая доля общих фосфатов, % | 47 ± 1 |
| 2. Массовая доля общего азота, % | 18 ± 1 |
| 3. Массовая доля воды, % | 1,5 ± 0,3 |
| 4. Гранулометрический состав Массовая доля гранул размером: менее 1 мм, %, не более от 1 до 6 мм, %, не менее менее 6 мм, % | |
| 5. Статическая прочность гранул, МПа (кгс/см2), не менее | 3,0 (30) |
| 6. Рассыпчатость, % |
Технологическая схема производства диаммонийфосфата
Удобр-е ДАФ сост из 85-90% диам-са и 10-15% ам-са. Оно менее расп-но из-за сложн технологии. Для пр-ва ДАФ пригодна только ЭФК из аппатита. Тех сх. В трубчатых реакторах 3 (2шт) подается жид NH3 и частично нейтр-ая ЭФК с добавлением серной кис-ы из сборника 1. Температура смеси сост 50 гр. Сер к-та дозир-ся 25 м3 на 340 м3 ЭФК. Из тр реак вых пульпа с мол отн NH3:ФК= 1,45, влажн 10-15% и t = 130-170гр. Пульпа подаётся в аммонизатор-гранултор (АГ) и распыливается на завесу ретура. АГ раб под разряж 20Па. Для продолж-я нейтр фосфорную кислоту в АГ под-ся жид NH3. Из АГ выход пульпа с мол соот 1,7-1,85, влаж 2,5% и темп 90гр и напр в сушильный барабан. В СБ потоки пульпы из АГ и тр реак 4 смеш-ся и суш-ся топоч газами, подав-ми из топки 5. СБ раб под разряж. Потоки могут подав-ся раздельно. Из СБ вых-т гранулы ДАФ с мол отн 1,7-1,85, влажн 1,5 % и 90град, кот-ый элеватором (10) подается в классификатор 11. Товарная фракция подается в холод-к »КС». Готовый продукт обрабатывается маслом и напр-ся на склад. Мелкие гранулы и продукт из дробилки , а т/ж пыль ДАФ из циклонов подается на конвеер 15. Газы, образующиеся в процессе очищаются от пыли ДАФ и направляются на абсорционную очистку.
Абсор-р большой абсорции орошается частично нейтрализованной фосфорной кислотой из сборника 22. Далее газ проходит брызгоуловитель и выбрасывается в атм-ру. Вода из брыз-ля сбрас-ся в сборник очищенных стоков 26. Паро-газовая смесь из трубчатого реактора 3 вместе с пульпой поступает в АГ. Эта смесь в АГ объединяется с подсас-м воз-м, в рез-те образуется газо-возд смесь, которая направляется в сист малой абсорбции. Газ из системы малой аб-и напр в брызгоул-ль 30 и выбр-ся вентил-м 33 в атмосф ч/з выхл трубу 200м.
ОХТ
1. Привести расчет величин ΔН и ΔG для I ступени паровой конверсии природного газа.
Первая ступень паровой конверсии ПГ протекает по реакциям:
СН4 Н2О = СО 3Н2 DН = 206 кДж (1)
СН4 СО2 = 2СО 2Н2 DН = 248 кДж (2)
СО Н2О = СО2 Н2 DН = -41 кДж (3)
Тепловой эффект реакции находится как разность между стандартными энтальпиями продуктов реакции и исходных веществ с учетом стехиометрии:

где  — тепловой эффект реакции при стандартных условиях (Т = 298 К; р = 101325 Па), кДж;
— тепловой эффект реакции при стандартных условиях (Т = 298 К; р = 101325 Па), кДж;  — стандартная мольная энтальпия образования вещества, кДж/моль, табл. значения; ni и nj — стехиометрические коэффициенты в уравнении реакции при исходных и конечных веществах. Энтальпия простых веществ равна нулю.
— стандартная мольная энтальпия образования вещества, кДж/моль, табл. значения; ni и nj — стехиометрические коэффициенты в уравнении реакции при исходных и конечных веществах. Энтальпия простых веществ равна нулю.
Энтропия химической реакции находится как разность между стандартными энтропиями продуктов реакции и исходных веществ с учетом стехиометрии:

Энтропия простых веществ не равна нулю.
Энергия Гиббса определяется разностью между энтальпией H и произведением энтропии S на термодинамическую температуру Т. 
Характер изменения энергии Гиббса позволяет судить о принципиальной возможности осуществления процесса. При DG<0 – процесс идет в прям направлении, DG>0 – процесс идет в обратном направлении, DG=0 – устанавливается равновесие.
№2. Дать полную характеристику трубчатой печи, как реактору паровой конверсии природного газа. Материал трубчатой печи.
1) по хар-ру пр-са: обратим, равновесн.
2) по фаз сост-ву: гетерог каталитич.
3) по тепловому эфф-ту в трубном пространстве – эндотермич ,межтрубном — экзотермич.
4) по Т — высокотемпера-й.
5) по Р – повыш.
6) по степ перемеш-я –РИВ(реактор идеал вытеснения).
7) по Т режиму: адиабатический.
8) по времени – непрерыв .
Материал – жаропрочная легирующая сталь Х20Н25С2.
№3. Ускоряющее действие катализаторов в результате изменения реакционного пути для эндо- и экзотермич-х р-ий.
Катализ — избирательное ускорение одного из возможных термодинамически разрешенных направлений химической реакции под действием катализатора(ов), который многократно вступает в промежуточное химическое взаимодействие с участниками реакции и восстанавливает свой химический состав после каждого цикла промежуточных химических взаимодействий. Кt – в-во, кот-е ускоряет протекание реакции, идущие с малой скоростью. При отсутствии кt-ов наиболее эффективным фактором, служащим для повыш-я скорости хим. р-ии, явл-ся темп-ра: чем выше темп-ра, тем больше активных столкновений, тем больше скорость хим-го взаим-вия в-в.
Но для обратимых экзотермических реакций увел-ние темп-ры снижает выход продуктов р-ции (принцип Ле-Шателье). Это противоречие разрешается прим-нием кt-ов. Последние при данных температурных условиях, не оказывая никакого влияния на выход продуктов реакции, очень сильно изменяют ее скорость (как прямую, так и обратную). След-но, чем > кt ускоряет р-цию, тем > произв-ть апп-та при той же т-ре.
Кt-ры бывают положительные и отрицательные(ингибиторы): 1-е увел-ют скорость р-ции, 2-е умен-ют. На скорость р-ции сильное влияние оказывает природа самого кt-ра, его структура, добавки к нему (активаторы) и т. Д. Кроме того, состав реаг-щих в-в, посторонние примеси в них и т. п. также сильно влияют на каталитическую способность данного Кt-ра.
Мех-м пр-сса без Кт: А В=[AB]* — промежут-е нестойкое соед-ие.
Мех-м пр-сса с Кт: А В Кт=[A…B…Кт]*=AB Кт
1) кт-р ускоряет только термодинамически возм-ые для протекания р-ции. 2) не влияет на состоя-е равн-я, ускоряет и прям и обрат р-цию. 3) при гетерог катализе Кт и реагенты нах-ся в разных фазах, а р-ция идет на пов-ти раздела фаз (внутри кт-ра).4.) Проявление каталитического действия выражается в умен-ии энергии активации Еа предэкспоненциального множителя ko под влиянием Кт 5) кт-р участвует в образ-и промежуточ прод-в, изменяет число стадий, кажд имеет свою Еа, но макс-ная из них не превышает Еа при некаталитеч-ом протекании р-ции. Он умен-ет Еа и k0, а чем < Еа тем больше ск-ть.

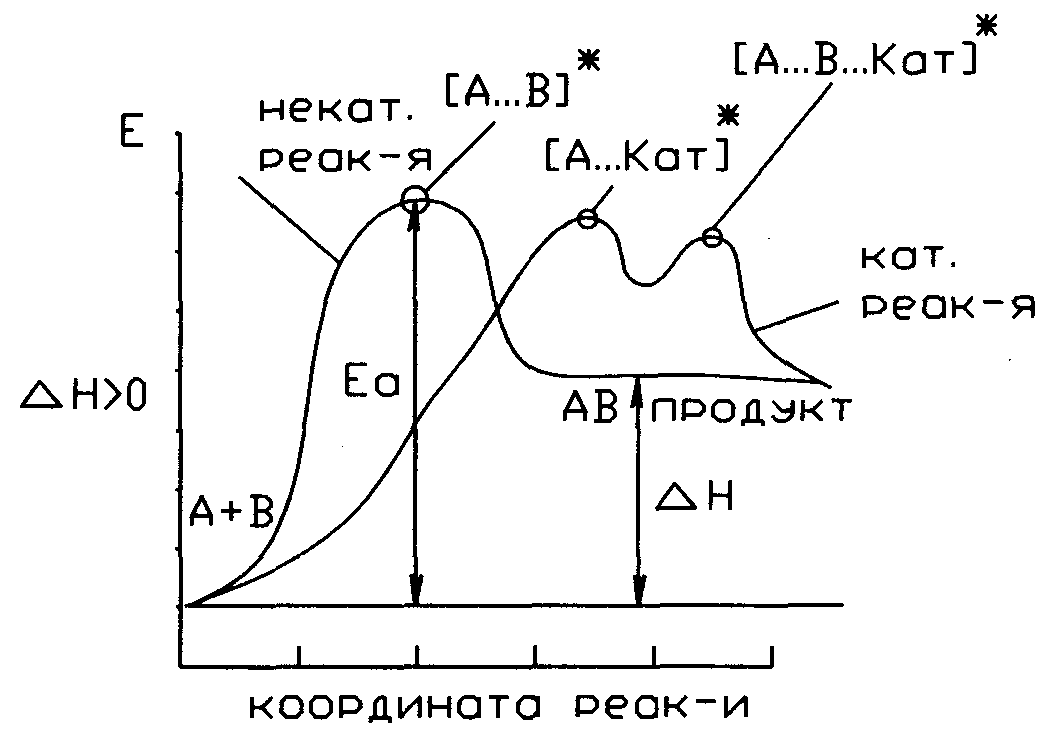
Чем < Еа,тем < Т пр-са, т.е практич позволяет вести пр-с при более низ т-рах.
Кинетическое ур-ие в общем виде:
аА вВ=dD
r=K*CaA*CbB ; ,без Кт: К=k0*e—Ea/RT; с Кт: К=k0*e—Eakt/RT
След-но, Еаkt<Ea, значит константа скорости реакции с Кт> чем без него.
№4. Дать полную характеристику конвертору монооксида углерода, как реактору. Материал конвертора.
СО Н2О ↔СО2 Н2 41.70кДж
1)по хар-ру пр-са в апарате: обратимая; равновесная
2) по фаз составу: гетерог.-каталитический (обязательное присутствие Kt —
для 1 ступ примен-ют среднетемпер-ый Fe-Cr , на 2 ступ низкотемпер-ый Zn-Cr-Cu Kt.)
3) по тепловому эф-ту: экзотермич.
4) по темп-ре: среднетемп-й. (темпер-ра 1ступ=480-530°С, темп-ра 2 ступ=400-450°С)
5) по давл-ию: (3,3Мпа) – повыш.
6) по гидро-динам-ой структуре (по степ перемеш-я): РИВ (реактор идеал вытеснения)
7) по темпер-ому режиму: ап-ат работает в адиобатич-ом режиме
8) по режиму работы: непрерыв.
Материал—сталь легирован хром, никель, титан.
Задача: Равнов-е реакции конверсии СО:
lgК=2485,5/Т 1,565*lgТ-0,066*10-3*Т 0,207 *105/ Т2 –6,946.
Напишите эту р-цию, рассч-те К при 400гр.
Расчет: СО Н2О«СО2 Н2О, Н = -41. Т=400 273=673 К. lgК = 1,0829Þ К=12,103.
№5. Дать полную характеристику абсорберу и регенератору, как реакторам очистки конвертированного газа от диоксида углерода. Материал реакторов.
Характеристика абсорбера как реактора очистки конвертированного газа от диоксида углерода:
1) по характеру пр-са — обратимый, равновесный пр-сс;
2) по фазов состоянию — гетерогенный (г-ж);
3) по тепловому эффекту — экзотермич. р-ция;
4) по темп-ре — низкотемпературный;
5) по давлению — повышенное (2,8 МПа);
6) по гидро-динам-ой структуре (по степ перемеш-я) реактор идеального вытеснения (РИВ);
7) по темпер-му режиму – политермический в целом. Если тарельчатый, то на тарелках – изотермич, если насадочный, то на насадке — адиабатич;
8) по режиму работы — непрерывный.
Материал — углеродистая сталь.
Характеристика регенератора как реактора очистки конвертированного газа от диоксида углерода:
1) по характеру пр-са — обратимый, равновесный пр-с;
2) по фазов состоянию — гетерогенный;
3) по тепловому эффекту — эндотермич. р-ция;
4) по темп-ре — низкотемпературный;
5) по давлению — повышенное;
6) по гидро-динам-ой структуре (по степ перемеш-я) реактор идеального вытеснения (РИВ);
7) по темпер-му режиму политермический.
Материал – низколегированная сталь 16ГС.
№6. Влияние Т и Р на скорость и степень превращения обратимой экзо-й р-ии с-за NH3. ЛОТ.
Синтез аммиака из N2 и Н2: N2 3 Н2«2NH3, Н= — 92 относ-тся к числу равнов-х обратимых реакций, протекающих с выделением тепла и уменьш-м объема. Согласно принц Ле-шателье, равновесие реакции синтеза аммиака смещ-ся вправо с повышением Р и понижением t. Синтез NH3 без примен-я кат-ра даже при высок t протек-т медленно. В произв-х услов-х для получ-я требуем-й скор-ти реакции синтез NH3 ведут при t-х не ниже 400-500гр и при участии твердых кат-в.
Скор-ть обратим-й реакции синтеза ам-ка опис-ся урав-ем: U=k*Р3H2РN2 Для увелич-я скор-и необходимо k и Р. Константа скор-ти реакции k опис-ся уравнением Аррениуса: k=k0*e—E/RT. Из анализа ур-я видно, что с Т (даже незначительно) возрастает конст ск-ти. Для выбора оптимал условий проц-са необх-мо совместно учит-ть кинетику и равновесие.
Т.о. для реакции синтеза NH3 установлены след-е зав-ти:
| Графически перемножая эти графики получим: |
Кривая U=f(T) построена из условия, что степень превращения Х во всем диапазоне изменен-я тем-р явл-ся постоянной. Если с измен тем-ры меняется степень превращ-я Х (пример — синтез аммиака), то получаем серию кривых в координатах U и T. ЛОТ – линия, связ-я максимумы отдельных кривых. Оптимал-ми наз-ся темпер-ры, при кот обеспеч-ся максим-ные ск-ти проведения ХТП для достижения заданных степеней превращ-я.
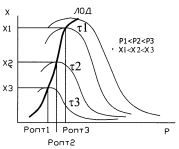

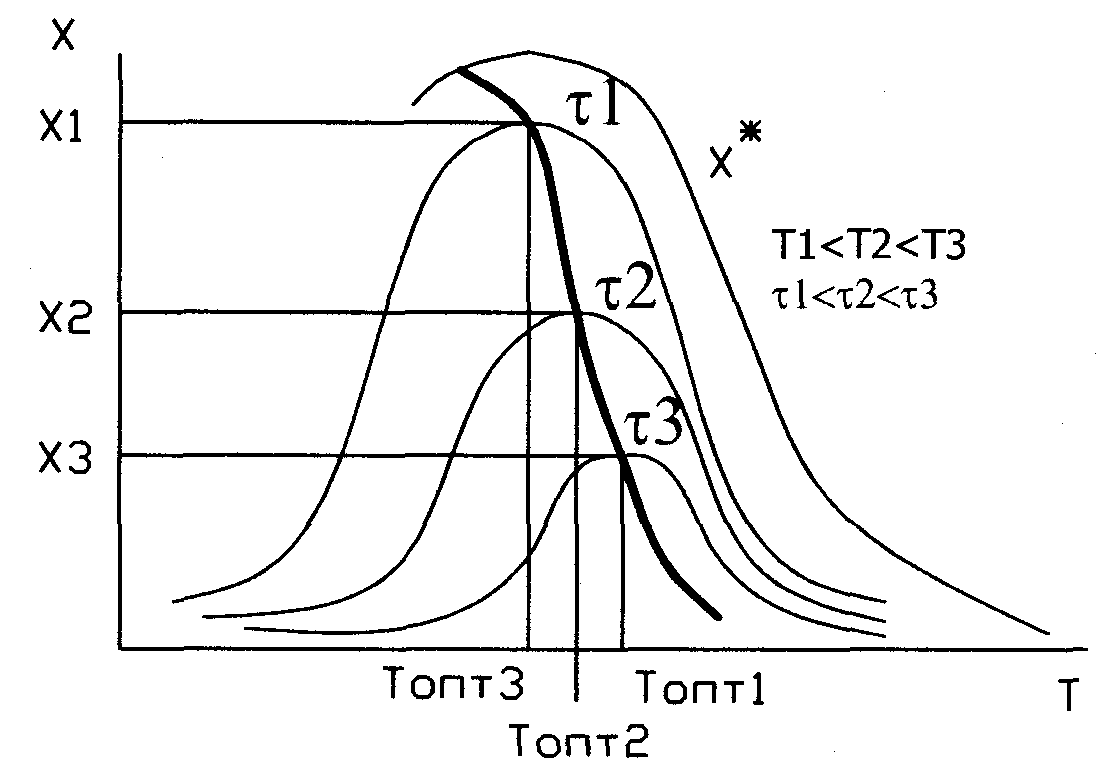
Критерием оптимизации служит максим-я ск-ть реакции или макс-ная степень превращ-я.
№7. Стадии гетерогенного катализа, область протекания процесса.
Стадии гетерогенного катализа:
1) диффузия реагирующих веществ из ядра потока к поверхности зерен катализатора;
2) диффузия реагентов в порах зерна катализатора;
3) активированная адсорбция (хемосорбция) веществ на поверхности катализатора с образованием поверхностных непрочных хим. соединений – активированных комплексов: реагенты — катализатор;
4) перегруппировки атомов с образованием поверхностных комплексов: продукт — катализатор;
5) десорбция продукта с поверхности;
6) диффузия продукта в порах зерна катализатора;
7) диффузия продукта от поверхности зерна катализатора в ядро потока.
Общая скорость гетерогенного каталитического процесса определяется относительными скоростями отдельных стадий и может лимитироваться наиболее медленной из них. Иногда наиболее медленной стадией является оказывается одно из химических взаимодействий на поверхности катализатора, а иногда диффузионные процессы.
В зависимости от определяющей стадии различают каталитические процессы, происходящие в кинетической, внешнедиффузионной и внутридиффузионных областях. Область протекания процесса.
В кинетической области константа скорости процесса не зависит от коэффициентов диффузии. В кинетической области протекают процессы на малоактивных катализаторах с малыми размерами зерен и крупными порами при турбулентном режиме потока реагентов и при сравнительно низких температурах. Увеличение скорости каталитических процессов в кинетической области достигается повышением температуры. Общая скорость процесса определяется соотношением скоростей 3-5 стадий катализа.
Во внешнедиффузионной области (лимитирует 1 и 7 стадия) скорость процесса определяется коэффициентами диффузии реагентов и продуктов реакции. Во внешнедиффузионной области протекают процессы на высокоактивных катализаторах, обеспечивающих большую скорость хим. р-ций. Для ускорения применяют высокие линейные скорости потока реагентов, т.е. создают турбулизацию потока.
Во внутридиффузионной области общая скорость процесса лимитируется скоростью диффузии реагентов (продуктов) в порах зерен катализатора. Эта область характерна для проведения катализа в фильтрующем слое катализатора. Можно ускорить уменьшением размера зерен катализатора и увеличением радиуса пор. Однако при увеличении размеров пор уменьшается их количество и внутренняя поверхность → надо находить оптимальную структуру, при которой поры достаточно широки для полного использования внутренней поверхности при выбранном размере зерен.
Дата добавления: 2022-04-18; просмотров: 8; Нарушение авторских прав
§
Стадии гетерог катализа:1) дифф-я исх в-в из ядра потока к пов-ти Kt, 2) адсорбция исх в-в на пов-ти Kt, 3) диф-я исх в-в в порах зерна Kt,4) хим р-я. 5) перегрупп-вка атомов поверх-ого соед-я с образованием продуктов р-ции, 6) дифф-я прод-в р-ции с внутренней пов-ти катализ-ра к его внешн пов-ти, 7) диф-я продуктов р-ции в ядро потока. 4NH3 5O2 = 4NO 6H2O, -904.
Общепр-ым Kt –ом явл-ся Pt.Процесс конт-ого окисл NH3-я начин со стадии активированной адсорбции на пов-и Kt с образов-м промеж соедин O – Kt – O, после чего происх активир-ая адсорбция NH3, требующая меньшей энергии актив. В процессе обр-ся переходный комплекс О – К – О — NH3. Согласно адсорбционно-химической теории кат-за, процесс окисл-я предст-ся след-им образом. Кислород и NH3 диффундируют из газ-й смеси к пов-и Kt. При стех-ом соотнош-и О2: NH3=5:4 скорость процесса опред-я дифф-й кислорода и NH3 к пов-и Kt. Вследствие выс-й темп-ы конт-я ковалентная связь м-у атомами этих газов осл-на, в рез-е чего обр-я пероксидный комплекс Kt – кислород. В последующей стадии актив-ой адс NH3 обр-я новый Kt-кислород- NH3.Далее происх перерасп-е элект-ых связей, и атом азота и водорода соед-я с кисл-ом: 4NH3 5O2=4N2 O2 6H2O.Адсорбированный кисл-д не входит в каталит-ю решетку Pt, незнач-ое его количество нах-ся в растворенном сост-ии,часть адсорбированного кисл-да образует с Pt-ой непр-е связи. В рез-те возн-ет комплекс Kt-кисл-д. Молекулы NH3 также подверг-ся актив-й адс, причем выс-ое химическое сродство водорода к кисл-у ориентирует NH3 к пов-ти Kt-а атомами водорода.Проис-т перераспр-е элек-ых связей, причем с кисл-ом комплекса реаг-ет как водород с обр-еv воды,так и азот NH3-а с образ-ем оксида азота.Поск-у эти соед-я обладают меньшей адс-ой способ-ю, чем исх-е ингрид-ы, то они уносятся к пов-и Kt потоком воздуха. Для р-ии катал-ого окисл-я NH3 хар-ы зависимость скор-и от линейной скорости газа, незнач-я продолж-ть процесса (10-4 – 10-5) и неб-ая энергия активации(до 2,5 кДж/моль),что свойственно дифф-ым процессам. Время окисл-я τ и степень конверсии аммиака до NO α связаны след ур-м: lgτ = -0,107α 7,02*10-6 *α3. Наиболее важным условием ст-и контактир-я NH3 в NO явл актив-ть Kt-а ( Pt – Rh – J), завис от его состава, от характ-ки сеток и от условий их экспл-ции.
Задача1: Время окисл-я аммиака на платиноидном катал-ре при 900 гр сост-ло 8,34*10-5 с. lgτ = -0,107α 7,02*10-6 *α3. Рас-те вел-ну α. Реш-е: Величину α рассч-и методом подбора. lgτ = -4,08α -4,08= -0,107α 7,02*10-6 τ3. После подбора пол-м α = 96%, т.е. -4,08= -4,08. Задача 2: В контак апп-те прот-т р-ция: 2NH3 2,5 O2= 2NО 3Н2О, ΔН= -453,5 кДж при эт прореаг-о 40 кг аммиака. Какой V воз-ха пост-л при эт в конт апп-т, если его избыток сос-л 30%, ск-ко тепла выд-ось. Реш-е: 1) Объем прореаг-го аммиака: 40*22,08/17 = 51,95 м3.2) Объем О2, подан. в конт. ап-т: 51,95*2,5*1,3/2 = 84,42 м3. 3) Объем воз-ха сост-т: 84,42*100/21 = 401,9 м3. 4) Кол-во выдел-гося тепла: на 2*0,02208 м3 NH3 —— 453,5 кДж, а на 51,95м3 NH3 —- х кДж→ х = 533499,2 кДж.
10. Зависимость х = f(P) и х = f(T) для реакции окисления монооксида азота.
Р-ия окис-я NO в NO2:
2 NO О2 «2 NO2, Н= -114.
Согл. Пр-пу Ле-Шателье
равнов-е обр. экзот-ой
р-ии смещ-ся в стор.
образ-я NO2 при Р (р-ия
идет с ¯ V) и ¯ Т. Пусть про-
исх-т изм. Т и при каждом ее
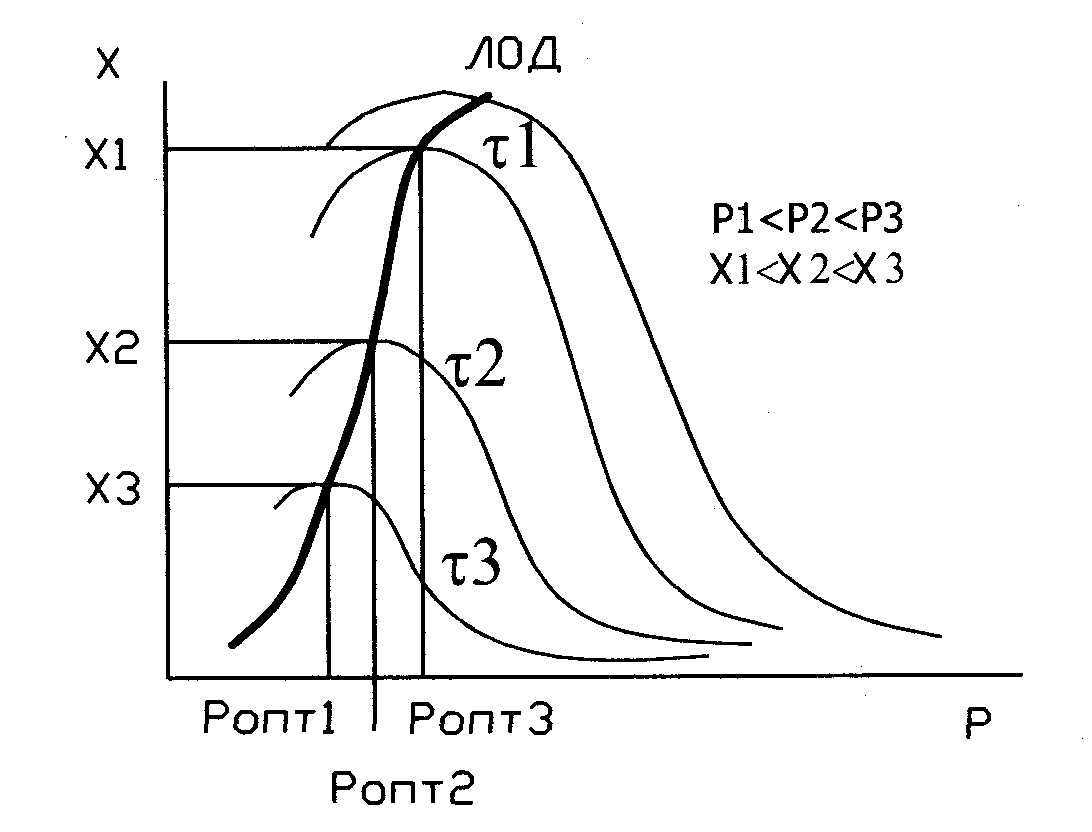 изм-и мен-я степ. превр.
изм-и мен-я степ. превр.
Хар-р влия-я Р на изм. Х для
р-ии, идущей с ум.. объема
выглядит след образом:
Задача: Расчет степени окисл-я NO в NO2. Объемн. расход нитрозного газа через полый аппарат-окислитель (V=30 м3) сост-ет 55000 нм3/ч. Объемная доля NO в газе на входе в аппарат равна 2,6 %, а О – 4,0 %. Абс-е давл-е сост-ет 7 атм, а t=80 С. Рас-ть степ. окис. NO в рез-те прох-я НГ через окисл-ль и объем образов-гося NO2.
Расчет:
1) 2 NO О2 « 2 NO2, Н= -114; Уравн-е для расчета степени окисл-я NO:
t* k* а2*Р2 =  (1). Вычисляем время пребывания газа в окисл-ом объеме, t (с). Для этого необх-мо рассчитать расход газа с учетом реал-го давл-я и темп-ры.
(1). Вычисляем время пребывания газа в окисл-ом объеме, t (с). Для этого необх-мо рассчитать расход газа с учетом реал-го давл-я и темп-ры.
Испол-м ур-е Клапейрона:  Þ
Þ
V = 1*55000*(273 80)/(273*7)= 10159,6 (м3/ч) = 10159,6/ 3600=2,822 (м3/с);
t=30 /2,822 =10,68 (с).
2)Конст-ту ск-ти при 80 С опред-ем из справ данных: k = (0,00292 0,00195)/2 = 0,002435 (1/%об2*с);
3) а=2,6/2=1,3 % об;
4) g=4/1,3=3,07.
11. Интерпретация зависимости превращения реагента от Т при протекании эндотермической и экзотермической обратимой каталитической реакции.
В соот-и с принц Ле-Шат-е, если на систему, наход-ся в равнов-ии воздейств-ть извне путем измения какого-либо условия определяющего полож-е равновесия, то в этой системе усилится такой процесс, течение которого ослабляет влияние произведенного воздействия. При этом полож-е равнов-я сместится в соотв-м направл-и. Если протек-т обрат экзотер-я реакц-я, то за счет выделяющегося тепла повышается температура реакционной смеси, равновесие сдвиг-ся влево и равнов-я конц-я целевого прод-та уменьшается. Для того, чтобы этого не произошло, необход-о отводить тепло. Для обратим эндотерм-й реакц-, протек-й с поглащ-м тепла необходимо наоборот подводить тепло.
Для обрат экзот-й реакции завис-ть Х=f(T) при некот времени t вначале возрастает, достиг-т макс-го значения, а затем снижается, поскольку процесс ограничен равнов-й степ превр-я. Кривая, соедин-я макс-мы, отражает зав-ть Х=f(T) и является ЛОТ. Она показ-т, что сущ-т температур-я послед-ть, обеспеч-щая макс-ю ск-ть процесса.
Для оратим-й эндотермич реакц-и вопрос о влиянии температуры решается однозначно. Отсутствие экстремум-в говорит об отсутствии оптимал тем-р, а за критерий оптимизации приним-т экономические факторы.
Дата добавления: 2022-04-18; просмотров: 7; Нарушение авторских прав
§
Разность температура в адиабат. реакторе находится из условий ТБ. Qприх. = Qрасх. Приход адиабат. реактора будет состоять из 1 теплоты: G*c*tн = G*c*tк ±qp*CA0*x*G
Где G – масса в-в, поступающих в реактор, кг; с – средняя теплоемкость в-в, поступающих в реактор, кДж/кг*К; tн – начальная температура в-в на входе в реактор; tк – конечная температура на выходе из реактора; qp – теплота реакции; CA0 – нач. концентрация реагир. в-ва А; х – степень превращения этого вещества. Условно можно принять что с = const.
Перенесем (G*c*tк) влево, тогда:
с* (tн — tк) = ±qp*CA0*x
с*Δt = ±qp*CA0*x
Δt =±(qp*CA0*x)/c
Определим разность температ. в адиабат. реакторе. Можно обозначить (qp*CA0)/c = λ, тогда
Δt =(tн — tк) = ±λ*х
Нарисуем графики зависимостей степени превращения х от t.
Если ΔН<0, то х↑, t↑ Если ΔН>0, то х↑, t↓
Из ур-я адиаб., изм-е Т на любом участке по оси потока пропорц-о степ. превр.: Δt=±l х, знак ур-я зав. от вида пр-са (экзо, эндо). Для экзот-х р-ий: 6NO 4NH3 = 5N2 6 H2O. ΔН= -1811; 6NO2 8NH3 = 7N2 12 H2O. ΔН= -2734: ур-е ад-ты: Δt = lх (1), где l — коэф-т адиабат-го изм. Т.
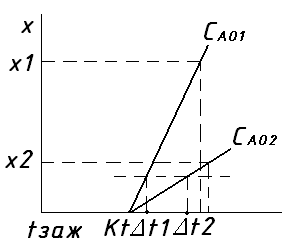 Граф. выр-е ур-я l=(qP*Co*β)/c= (qP*CN2)/c (2), где qP — тепло р-ии на 1 m целевого пр-та, β – поправ-й коэф., выр-й отнош. m цел. пр-та (N2) к m осн-го исх. в-ва (NO или NO2), С-теплоемкость: СО – концентрация основного исходного в-ва (NO или NO2), СN2 – концентрация продукта (N2). Различ. наклон прямых из-за различ-х нач. конц-й NOх. Причем САО2 > САО1, чем ниже САО, тем выше Х. (·) пересеч. с осью абсцисс соотв. Т зажигания Кт. Катализаторы: АВК – 10, АП – 2 (алюмопаладиевый).
Граф. выр-е ур-я l=(qP*Co*β)/c= (qP*CN2)/c (2), где qP — тепло р-ии на 1 m целевого пр-та, β – поправ-й коэф., выр-й отнош. m цел. пр-та (N2) к m осн-го исх. в-ва (NO или NO2), С-теплоемкость: СО – концентрация основного исходного в-ва (NO или NO2), СN2 – концентрация продукта (N2). Различ. наклон прямых из-за различ-х нач. конц-й NOх. Причем САО2 > САО1, чем ниже САО, тем выше Х. (·) пересеч. с осью абсцисс соотв. Т зажигания Кт. Катализаторы: АВК – 10, АП – 2 (алюмопаладиевый).
14. Дать полную характеристику аппарата типа “кипящий слой”, рассчитать критическую скорость псевдоожижения.
КС исп-т для обжига, т-обмена, сушки, адс-и. В печах КС поверхность обжигаемых твердых частиц максимальна и полностью омывается газом, велика турбулентность двухфазной среды и минимальны диффузионные сопротивления, что повышает коэффициенты массо- и теплопередачи. Благодаря перекрестному направлению движения реагентов в этих печах обеспечивается высокая движущая сила и наибольшая полнота процесса, т. е. максимален КПД. Время контакта составляет в печах КС несколько секунд. Температурный режим печи КС изотермический, что облегчает управление процессом, происходящим в реакторе. Тепло реакции горения используется для выработки пара. Недостатком печей КС является высокая запыленность печного газа. Скорость, при которой нарушается неподвижность слоя и он начинает переходить в псевдоожиженное состояние, называют скоростью псевдоожижения и обозначают через Wпс.
 Начало псевдоожижения наступает при равенстве силы гидравлического сопротивления слоя, весу всех его частиц. Но в действительности перепад давлений в слое, соответствующий точке В, т. е. непосредственно перед началом псевдоожижения (точка С), несколько больше величины, необходимой для поддержания слоя во взвешенном состоянии.
Начало псевдоожижения наступает при равенстве силы гидравлического сопротивления слоя, весу всех его частиц. Но в действительности перепад давлений в слое, соответствующий точке В, т. е. непосредственно перед началом псевдоожижения (точка С), несколько больше величины, необходимой для поддержания слоя во взвешенном состоянии.
Это объясняется действием сил сцепления между частицами слоя, находящегося в покое. Когда скорость потока достигает значения Wпс, частицы преодолевают силы сцепления и перепад давлений становится равным весу частиц, приходящемуся на единицу площади ап-та. Линия СЕ – существование псевдоож-го слоя. Скорость уноса – ск-ть при кот. слой разрывается и нач-ся массовый унос частиц потока Wсв. Отнош-е рабочей ск-ти к ск-ти псевдоожижения – число псевдоожижения: КП = W0/ WПС. Характеризует интенсивность перемешив-я ч-ц. Для каждого конкретного процесса опред-ют оптимал. знач-е КП, интенсивное перемеш-е ч-ц уже достиг-ся при КП = 2. Условие создания КС: наличие скорости между WСВ и WПС.
З-н Архимеда: начало псевдоожижения наступает при равенстве силы гидравлич-го сопрот-я слоя весу всех частиц. Критич-е знач-е Re0 при кот начин-ся псевдоожиж-е: ReПС = Аr/1400 5.22 (Ar)1/2.
Ar = d3 ∙ ρ 2 ∙ g (ρ ∙ m — ρ)/μ2 ∙ ρ – завис-ть гидр-го сопр-я от факторов:ΔР = f(E, Ф, Re, H, d, ρ, W0) ; Ф – фактор формы, Е – порозность, Н – высота слоя. Скорость псевдоожижения расч-т по формуле:
WПС = Re ∙ n ∙ c ∙ μ /(d ∙ ρ), ρ – плотность среды, кг/м3; d – эквивалентный диаметр, м; μ – динамический коэффициент вязкости, Па∙с.
Зная WПС мож. найти W0; с пом. раб. скорости опред-т диаметр и др габарит раз-ры, и далее гидравл. сопрот. слоя.
Дата добавления: 2022-04-18; просмотров: 12; Нарушение авторских прав
§
Интенсификация достигается двумя путями: 1) улучшением конструкций машин или аппаратов; 2) совершенствованием технологических процессов в аппаратах данного вида. Интенсивность работы аппарата пропорциональна скорости процесса, поэтому, изучая кинетику технологических процессов, стремятся создать такую конструкцию аппарата и технологический режим в нем, которые обеспечили бы максимальную скорость процесса.
При разработке улучшенных или принципиально новых конструкций машин и аппаратов интенсивность химического процесса повышается (по сравнению с аппаратами старых конструкций) главным образом усилением перемешивания реагирующих компонентов и увеличением поверхности соприкосновения между взаимодействующими веществами, находящимися в разных агрегатных состояниях (твердом, жидком, газообразном). Улучшение конструкций аппаратов часто бывает связано с механизацией и автоматизацией их обслуживания.
Основными технологическими путями интенсификации работы аппаратов данного вида являются повышение температуры, давления и концентраций реагирующих веществ в сочетании с применением катализаторов и перемешиванием реагирующих масс.
Однако для ускорения некоторых процессов необходимо, наоборот, понижение температуры, применение вакуума и снижение концентраций веществ. Исходя из этого, в химической технике применяют самые различные параметры технологического режима: температуры от близких к абсолютному нулю до нескольких тысяч градусов; давления в производственных аппаратах бывают от почти абсолютного вакуума до тысяч атмосфер. Возможность применения высоких температур и давлений часто ограничивается стойкостью конструкционных материалов, из которых изготовлена аппаратура, или разложением реагентов и, наконец, экономической эффективностью интенсифицирующих факторов. Следствием механизации, автоматизации и перевода процессов с периодического на непрерывный режим.
16. ДАТЬ ПОЛНУЮ ХАРАКТР. КА, КАК РЕАКТОРУ ОКИСЛЕНИЯ ДИОКСИДА В ТРИОКСИД СЕРЫ. ОСНОВНЫЕ СТАДИИ ГЕТЕРОГЕННО-КАТАЛИТ. ПРОЦЕССА ОКИСЛЕНИЯ. ЗАВИСИМОСТЬ Х=F(Т) ДЛЯ РЕАКЦИИ ОКИСЛЕНИЯ И ДИАГРАММА Х-Т ДЛЯ ОКИСЛЕНИЯ SO2 В МНОГОПОТОЧНОМ КА.
Контакт ап-т . 1) по хар-ру пр-са: степ-ь превр-я 99,5-99,8% 2) по фаз сост-ю: гетерог. 3) по теп эф-ту экзо. 4) по т-ре высокотемпера-й. 5) по Р-ю 0,1 МПа– атм. 6) по степ перемеш-я – ид вытеснения. 7) по темпер-ому режиму: на полках – адиабатич 8) по времени – непрерыв
стадии процесса, 1) диф-я исх в-в из потока к внеш пов-ти кат-ра. 2) адс-я исх в-в на пов-ти кат-ра. 3) диф-я исх в-в в порах зерна кт-ра.4) хим р-я. 5) диф-я прод-в с внутр пов-ти зерна к его внеш пов-ти. 6) десорбция с внеш пов-ти зерна кат-ра. 7) диф-я в поток.
обжиг газ, очищ-й от примесей и осушенный поступает на стадию контакт-го окис-я SO2 по обратимой р-и so2 0,5О2= so3
Мех-м: при катализе оксиды калия превращ-ся в К2S2O7 а контакт м-са – пористый носитель, пов-ть пор кот смочена пленкой р-ра V2O5 в жидком пиросульфате калия, поэт кт-ры раб-ют как абс-ты и пр-с окис-я идет внутри слоя актив комп-та. В обл выс зн-й пов-ти р-я идет во всем объеме расплава из-за его малой вел-ы. Со сниж-ем пов-ти кат-ра толщина пленки расплава ув и ск-ть р-и лимитир-тся диф-ией газ комп-ов в объеме расплава.
Опт т-ра зав-т не только от х но и от состава г. 1 – 7% SO2 и 6% О2; 2-7% SO2 и 14% О2.


Доля SO2 в г 12%, при этом тепла мало и окаси-е м вести адиаб-и на неподвиж слоях. Д-ма х-t . На д-ме 4 динии: 1-равновес превр-е SO2, 2 – линия темпе-р Г на выходе из слоев, т-ра вых выбир-ся согласно правой ветви кривых на рис1. Т о чтобы ск-ть была 70-80% от макс-й. 4 – на вх. 3 – ЛОТ соответ-ая макс ск-ти окис-я в каждом слое. Т о макс-я ск-ть окисл-я наблюд-ся в середине каж слоя, конеч макс степ-ь превр-я на вых из послед слоя ограничив-ся равновесием соотвест-им мин-й т-ре при кот кат-р сохраняет активность. При адиабатич ↑t до 6000С х достигает 0,73. Перед поступлением на 2-ой слой конт массы Г охлаж-ся в т/о, что на диагремме t-x соотв-ет участку прямой, ll-ой оси абсцисс. На каждом слое протекает адиабатический пр-сс, а в общем (в конт ап-те), он политропический. Для существующих кат-ров Хмах (без ДК/ДА) 98-98,4%. С Дк/ДА- 99,5-99,8%.
Дата добавления: 2022-04-18; просмотров: 5; Нарушение авторских прав
Химические свойства
Серная кислота – это сильная двухосновная кислота.
1. Серная кислота практически полностью диссоциирует в разбавленном в растворе по первой ступени:
H2SO4 ⇄ H HSO4–
По второй ступени серная кислота диссоциирует частично, ведет себя, как кислота средней силы:
HSO4– ⇄ H SO42–
2. Серная кислота реагирует с основными оксидами, основаниями, амфотерными оксидами и амфотерными гидроксидами.
Например, серная кислота взаимодействует с оксидом магния:
H2SO4 MgO → MgSO4 H2O
Еще пример: при взаимодействии серной кислоты с гидроксидом калия образуются сульфаты или гидросульфаты:
H2SO4 КОН → KHSО4 H2O
H2SO4 2КОН → К2SО4 2H2O
Серная кислота взаимодействует с амфотерным гидроксидом алюминия:
3H2SO4 2Al(OH)3 → Al2(SO4)3 6H2O
3. Серная кислота вытесняет более слабые из солей в растворе (карбонаты, сульфиды и др.). Также серная кислота вытесняет летучие кислоты из их солей (кроме солей HBr и HI).
Например, серная кислота взаимодействует с гидрокарбонатом натрия:
Н2SO4 2NaHCO3 → Na2SO4 CO2 H2O
Или с силикатом натрия:
H2SO4 Na2SiO3 → Na2SO4 H2SiO3
Концентрированная серная кислота реагирует с твердым нитратом натрия. При этом менее летучая серная кислота вытесняет азотную кислоту:
NaNO3(тв.) H2SO4 → NaHSO4 HNO3
Аналогично – концентрированная серная кислота вытесняет хлороводород из твердых хлоридов, например, хлорида натрия:
NaCl(тв.) H2SO4 → NaHSO4 HCl
4. Также серная кислота вступает в обменные реакции с солями.
Например, серная кислота взаимодействует с хлоридом бария:
H2SO4 BaCl2 → BaSO4 2HCl
5.Разбавленная серная кислота взаимодействует с металлами, которые расположены в ряду активности металлов до водорода. При этом образуются соль и водород.
Например, серная кислота реагирует с железом. При этом образуется сульфат железа (II):
H2SO4(разб.) Fe → FeSO4 H2
Серная кислота взаимодействует с аммиакомс образованием солей аммония:
H2SO4 NH3 → NH4HSO4
Концентрированнаясерная кислота является сильным окислителем. При этом она обычно восстанавливается до сернистого газа SO2. С активными металлами может восстанавливаться до серы S, или сероводорода Н2S.
Железо Fe, алюминий Al, хром Cr пассивируются концентрированной серной кислотой на холоде. При нагревании реакция возможна.
6H2SO4(конц.) 2Fe → Fe2(SO4)3 3SO2 6H2O
6H2SO4(конц.) 2Al → Al2(SO4)3 3SO2 6H2O
При взаимодействии с неактивными металлами концентрированная серная кислота восстанавливается до сернистого газа:
2H2SO4(конц.) Cu → CuSO4 SO2 ↑ 2H2O
2H2SO4(конц.) Hg → HgSO4 SO2 ↑ 2H2O
2H2SO4(конц.) 2Ag → Ag2SO4 SO2↑ 2H2O
При взаимодействии с щелочноземельными металлами и магнием концентрированная серная кислота восстанавливается до серы:
3Mg 4H2SO4 → 3MgSO4 S 4H2O
При взаимодействии с щелочными металлами и цинком концентрированная серная кислота восстанавливается до сероводорода:
5H2SO4(конц.) 4Zn → 4ZnSO4 H2S↑ 4H2O
6. Качественная реакция на сульфат-ионы – взаимодействие с растворимыми солями бария. При этом образуется белый кристаллический осадок сульфата бария:
BaCl2 Na2SO4 → BaSO4↓ 2NaCl
Видеоопытвзаимодействия хлорида бария и сульфата натрия в растворе (качественная реакция на сульфат-ион) можно посмотреть здесь.
7.Окислительные свойства концентрированной серной кислоты проявляются и при взаимодействии с неметаллами.
Например, концентрированная серная кислота окисляет фосфор, углерод, серу. При этом серная кислота восстанавливается до оксида серы (IV):
5H2SO4(конц.) 2P → 2H3PO4 5SO2↑ 2H2O
2H2SO4(конц.) С → СО2↑ 2SO2↑ 2H2O
2H2SO4(конц.) S → 3SO2 ↑ 2H2O
Уже при комнатной температуре концентрированная серная кислота окисляет галогеноводороды и сероводород:
3H2SO4(конц.) 2KBr → Br2↓ SO2↑ 2KHSO4 2H2O
5H2SO4(конц.) 8KI → 4I2↓ H2S↑ K2SO4 4H2O
H2SO4(конц.) 3H2S → 4S↓ 4H2O
Химические свойства серы
В нормальных условиях химическая активность серы невелика: при нагревании сера активна, и может быть как окислителем, так и восстановителем.
1. Сера проявляет свойства окислителя(при взаимодействии с элементами, которые расположены ниже и левее в Периодической системе) и свойства восстановителя(с элементами, расположенными выше и правее). Поэтому сера реагирует с металлами и неметаллами.
1.1. При горениисеры на воздухе образуется оксид серы (IV):
S O2 → SO2
1.2. При взаимодействии серы с галогенами (со всеми, кроме йода)образуются галогениды серы:
S Cl2 → SCl2 (S2Cl2)
S 3F2 → SF6
1.3. При взаимодействии фосфора иуглерода с серой образуются сульфиды фосфора и сероуглерод:
2P 3S → P2S3
2P 5S → P2S5
2S C → CS2
1.4. При взаимодействии с металламисера проявляет свойства окислителя, продукты реакции называют сульфидами. С щелочными металлами сера реагирует без нагревания, а с остальными металлами (кроме золота и платины) – только при нагревании.
Например, железо и ртуть реагируют с серой с образованием сульфидов железа (II) и ртути:
S Fe → FeS
S Hg → HgS
Еще пример: алюминий взаимодействует с серой с образованием сульфида алюминия:
3S 2Al → Al2S3
1.5. С водородомсера взаимодействует при нагревании с образованием сероводорода:
S H2 → H2S
2.Со сложными веществами сера реагирует, также проявляя окислительные и восстановительные свойства. Сера диспропорционирует при взаимодействии с некоторыми веществами.
2.1. При взаимодействии с окислителямисера окисляется до оксида серы (IV) или до серной кислоты (если реакция протекает в растворе).
Например, азотная кислота окисляет серу до серной кислоты:
S 6HNO3 → H2SO4 6NO2 2H2O
Серная кислотатакже окисляет серу. Но, поскольку S 6 не может окислить серу же до степени окисления 6, образуется оксид серы (IV):
S 2H2SO4 → 3SO2 2H2O
Соединения хлора, например, бертолетова соль, также окисляют серу до 4:
S 2KClO3 → 3SO2 2KCl
Взаимодействие серы с сульфитами(при кипячении) приводит к образованию тиосульфатов:
S Na2SO3 → Na2S2O3
2.2. При растворении в щелочах сера диспропорционирует до сульфита и сульфида.
Например, сера реагирует с гидроксидом натрия:
S 6NaOH → Na2SO3 2Na2S 3H2O
При взаимодействии с перегретым паром сера диспропорционирует:
3S 2H2O (пар) → 2H2S SO2