
Контактное окисление оксида серы (iv).
SO2 0,5O2 = SO3 Q (4.2.)
Реакция окисления сернистого газа в серный простая, обратимая, экзотермическая.
С термодинамической точки зрения для смещения равновесия в сторону образования продукта необходимо: снижать температуру, увеличивать давление, использовать избыток одного из компонентов, а также выводить продукт из зоны реакции.
С кинетической точке зрения для увеличения скорости процесса необходимо повышать температуру. Однако, даже при высоких температурах реакция в газовой фазе не идет из-за высокой энергии активации. Для ее снижения процесс окисления сернистого газа в серный проводят на поверхности твердого катализатора.
Выбор оптимальных условий проведения процесса.
1. Катализатор.
Процесс окисления диоксида серы с заметной скоростью для различных катализаторов начинается при определенной температуре – температуре зажигания. Реакция ускоряется в присутствии платины (Е=70 кДж/моль) при температуре 2500С, оксида железа (III) ( Е=150 кДж/моль) при температуре 5500С, оксида ванадия (V) при температуре не ниже 4000С ( Е= 90 кДж/моль).
Платиновый катализатор обладает наибольшей активностью, однако дорог и быстро отравляется ядами (мышьяком, селеном, хлором). Оксид железа (III) – малоактивный катализатор.
Ванадиевая контактная масса, например, марки БАВ имеет примерный состав: V2O5* 0,5Al2O3*2K2O*3BaO*2KCl*12SiO2/
Активными компонентами ванадиевых катализаторов являются сульфо- и пиросульфованадаты калия, которые в условиях проведения реакции находятся в расплавленном состоянии на поверхности кремнеземистого носителя. Формы контактной массы – гранулы, кольца. Рабочий интервал температур 400-6500С. При температурах выше 6500С активность катализатора уменьшается из-за разрушения активного комплекса V2O5K2S2O7 до кристаллического пентаоксида ванадия, который катализатором не является. При температурах ниже 4000С возможно образование каталитически неактивного соединения – сульфата ванадила VOSO4.
Гетерогенно-каталитический процесс окисления диоксида серы в триоксид состоит из следующих стадий:
1). Перенос газообразных веществ из объема к поверхности катализатора ( внешняя диффузия).
2). Диффузия реагирующих веществ внутри пор катализатора (внутренняя диффузия).
3). Абсорбция SO2 и O2 на катализаторе.
4). Химическое взаимодействие исходных веществ с участием катализатора.
5). Десорбция SO3.
6). Диффузия SO3 внутри зерна катализатора к его поверхности (внутренняя диффузия).
7). Отвод продукта реакции в газовую фазу (внешняя диффузия).
Скорость всего процесса определяется скоростью наиболее медленной стадии. В выбранных условиях общая скорость окисления серы (IV) определяется скоростью химической реакции, т.е. протекает в кинетической области.
2. Температура.
Температура выбирается в пределах работы катализатора. Для получения высокого выхода оксида серы (VI) необходима минимальная температура- 4000С, так как реакция обратимая и экзотермическая. Однако скорость процесса при этой температуре мала даже в присутствии катализатора.
Выбор температурного режима, обеспечивающего высокую скорость обратимой экзотермической реакции, довольно сложен, так как изменение температуры различно сказывается на равновесном выходе продукта и на средней скорости процесса.
Если вести процесс при постоянной температуре 6000С, то реакция идет быстро, но, в соответствии с состоянием равновесия, выход целевого продукта уменьшается.
Если вести процесс при постоянной температуре 4000С, получим высокий выход, однако скорость процесса будет чрезвычайно мала.
Для обеспечения высокой интенсивности процесса необходимо проводить окисление оксида серы (IV) при меняющемся температурном режиме.

Рис.4.2. Зависимость практического выхода SO3 от температуры при различном времени контактирования.
На рис.4.2 приведен график зависимости равновесного и практических выходов от температуры. С увеличением времени контактирования максимумы на кривых смещаются в сторону более низких температур. Кривую, соединяющую эти максимумы, называют линией оптимальных температур (ЛОТ). При проведении процесса по линии оптимальных температур окисление оксида серы (IV) протекает с максимально возможными скоростями в каждый момент. Понижение температуры к концу процесса с 600 до 4000С позволяет получить высокий выход продукта.
3. Давление.
Процесс идет с уменьшением объема, поэтому для смещения равновесия вправо необходимо давление увеличивать. В зависимости от выбранной температуры эффективность воздействия давления различна. При низких температурах, когда равновесные степени контактирования оксида серы (IV) высокие, давление незначительно сказывается на смещении равновесия. При высоких температурах, когда окисление происходит далеко не полностью, давление может стать одним из решающих факторов, обеспечивающих высокую степень контактирования. Повышенное давление имеет значение для агрегатов большой единичной мощности.
В обычных условиях процесс проводят при давлении 0,1 МПа, так как смещения равновесия добиваются другими путями. Степень превращения SO2 составляет в среднем 99,5-99,8%.
4. Соотношение исходных компонентов.
При стехиометрическом соотношении превращение протекает недостаточно полно. Для смещения равновесия в сторону продукта реакции необходимо брать в избытке один из компонентов. Наиболее оптимальным является следующий состав газовой смеси: 11%O2, 7%SO2, 82%N2, т.е. кислород подают в избытке. Если взять избыток диоксида серы, то произойдет перегрев катализатора, что может вывести его из строя.
Таким образом, процесс окисления оксида серы(IV) в оксид серы (VI) является: простым, обратимым, экзотермическим, гетерогенно-каталитическим. Для получения максимальных выхода и скорости процесса его проводят по линии оптимальных температур (ЛОТ).
Конструкция контактного аппарата должна обеспечить возможность проведения каталитического окисления диоксида серы в условиях оптимального технологического режима. В контактном аппарате расположены пять слоев катализатора. Сначала газ проходит первые три слоя, причем, для реализации линии оптимальных температур он выводится после прохождения каждого слоя в выносные теплообменники для охлаждения.

Рис. 4.3. Изменение температуры и выхода при четырехступенчатом контактировании в аппарате со стационарными слоями катализатора:
1, 3, 5, 7 –слои катализатора, 2, 4, 6, 8 – промежуточные теплообменники.
После третьего слоя газ попадает в моногидратный абсорбер и затем подается на 4 и 5 слои катализатора. Т.е. процесс окисления диоксида серы проводят по методу двойного контактирования, (рис.4.4.)
Вывод продукта из зоны реакции смещает равновесие в сторону образования целевого продукта.
3. Абсорбция триоксида серы.
Последней стадией процесса производства серной кислоты контактным способом является абсорбция триоксида серы из газовой смеси и превращение его в серную кислоту.
Абсорбция SO3 является гетерогенным процессом и скорость его равна: r = k.F.(  —
—  ), где — давление газа, — парциальное давление, давление паров SO3 над растворителем.
), где — давление газа, — парциальное давление, давление паров SO3 над растворителем.
Для увеличения движущей силы процесса необходимо, чтобы парциальное давление паров SO3 было минимальным. Однако в качестве абсорбента нельзя использовать растворы, над поверхностью которых велико равновесное парциальное давление паров воды. В этом случае еще не растворенные молекулы SO3 будут реагировать с молекулами воды в газовой фазе с образованием паров серной кислоты и быстро конденсироваться в объеме с образованием мельчайших капель серной кислоты, диспергироваться в инертной газовой среде – азоте, т.е. с образованием сернокислотного тумана.
Оптимальным абсорбентом является 98,3% серная кислота – моногидрат, соответствующий азеотропному составу. Над поверхностью такой кислоты практически нет ни паров воды, ни паров SO3.
Протекающий при этом процесс можно условно описать уравнением:
SO3 mH2SO4 H2O = (m 1) H2SO4 Q (4.3.)
Использование в качестве поглотителя менее концентрированной кислоты может привести к образованию сернокислотного тумана, а над 100%-ной серной кислотой в паровой фазе довольно велико равновесное парциальное давление SO3, поэтому он будет абсорбироваться не полностью.
При высоких температурах над 98,3%-ной серной кислотой может быть значительным парциальное давление самой кислоты, что также будет снижать степень абсорбции SO3. Ниже 1000С равновесное давление паров серной кислоты очень мало и поэтому может быть достигнута практически 100%-ная степень абсорбции.
Таким образом, для обеспечения высокой степени поглощения следует поддерживать в абсорбере концентрацию серной кислоты, близкую к 98,3%, а температуру ниже 1000С.
Технологическая схема производства серной кислоты из серы по методу двойного контактирования (ДК) изображена на рис.12.4.

Рис.4.4. Схема производства серной кислоты из серы по методу ДК.
1 –серная печь, 2 –котел-утилизатор, 3 –экономайзер, 4 –пусковая топка, 5, 6 –теплообменники пусковой топки, 7 –контактный аппарат, 8 –теплообменники, 9 –сушильная башня, 10, 11 – первый и второй моногидратные абсорберы, 12 –сборники кислоты, 13 –выхлопная труба.
Серу подают в печь 1, пропуская через плавитель, где она плавится. Также в печь 1 подают воздух, осушаемый в сушильной башне 9, орошаемой 93% серной кислотой. Воздух предварительно нагревается в теплообменниках-8.2, 8.3. Из печи 1 газ (SO2) поступает в котел-утилизатор 2, где охлаждается до 4400С и направляется в контактный аппарат 7. Воздух нагревается в топке 4, в теплообменниках 5 и 6 и направляется в контактный аппарат. В контактном аппарате размещены пять слоев катализатора.
Для реализации линии оптимальных температур газ после каждого слоя катализатора необходимо охладить. С этой целью предусмотрена система теплообменников 8.
Таким образом, газовая смесь (SO2 и воздух) после первого слоя катализатора направляется в теплообменник 8.1, затем на второй слой катализатора. После второго слоя газ охлаждается в теплообменнике 8.4 и поступает на третий слой катализатора. После третьего слоя газ, пройдя теплообменники 8.5, 8.2, 8.3, направляется в первый моногидратный абсорбер 10, который орошается 98,3% серной кислотой. После первого моногидратного абсорбера газ поступает на четвертый слой катализатора в контактном аппарате, предварительно пройдя теплообменники 8.3, 8.2 и 8.5. После четвертого слоя вводят дополнительно воздух для охлаждения и интенсификации процесса. После четвертого слоя газ поступает на пятый слой, выходит из контактного аппарата и направляется для подогрева воды в экономайзер 3 и уже оттуда попадает во второй моногидратный абсорбер 11, где происходит окончательное поглощение триоксида серы. Выхлопные газы отводятся из второго моногидратного абсорбера через выхлопную трубу 13. Товарная серная кислота – 92,5% постоянно выводится из сушильной башни 9.
Важнейшими тенденциями развития производства серной кислоты являются: повышение концентрации SO3 в технологических газах, циклическая система производства, разработка низко-температурных катализаторов, использование теплоты реакций на всех стадиях для выработки водяного пара.
Глава 5.
§
Технологический процесс производства нитрата аммония состоит из следующих основных стадий: нейтрализация азотной кислоты газообразным аммиаком, выпаривание раствора нитрата аммония, кристаллизация и гранулирование плава.
Газообразный аммиак из подогревателя 1 и азотная кислота из подогревателя 2 при температуре 80-900С поступают в аппарат ИТП 3. Для уменьшения потерь аммиака вместе с паром реакцию ведут в избытке кислоты. Раствор нитрата аммония из аппарата 3 нейтрализуется в донейтрализаторе 4 аммиаком и поступает на упаривание в выпарной аппарат 5. Полученный плав, содержащий 99,7-99,8% селитры при температуре 1750С проходит фильтр 21 насосом 20подается в напорный бак 6, а затем в прямоугольную грануляционную башню 16.
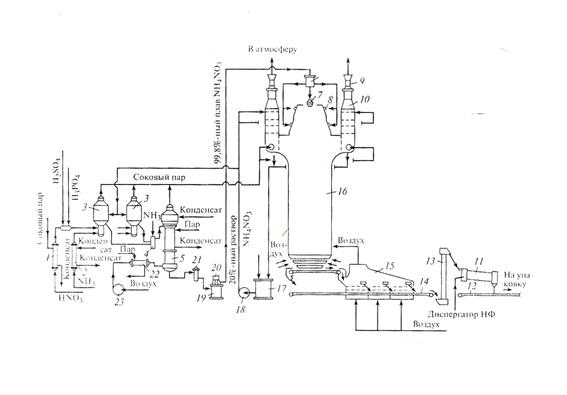
Рис.5.1. Технологическая схема производства аммиачной селитры.
1- подогреватель аммиака, 2- подогреватель азотной кислоты, 3- аппарат ИТН (с использованием теплоты нейтрализации), 4- донейтрализатор, 5- выпарной аппарат, 6- напорный бак, 7,8- грануляторы, 9,23- вентиляторы, 10- промывной скруббер, 11- барабан, 12,14- транспортеры, 13- элеватор, 15- аппарат кипящего слоя, 16- грануляционная башня, 17- сборник, 18,20- насосы, 19- бак для плава, 21- фильтр для плава, 22- подогреватель воздуха.
В верхней части башни расположены грануляторы 7 и 8, в нижнюю часть которых подают воздух, охлаждающий падающие сверху капли селитры. Во время падения капель селитры с высоты 50-55 метров при обтекании их потоком воздуха образуются гранулы, которые охлаждают в аппарате кипящего слоя 15. Это прямоугольный аппарат, имеющий три секции и решетку с отверстиями. Под решетку вентиляторами подают воздух. Создается псевдоожиженный слой гранул селитры, поступающих по транспортеру из грануляционной башни. Воздух после охлаждения попадает в грануляционную башню.
Гранулы аммиачной селитры транспортером 14 подадают на обработку поверхностно-активными веществами во вращающейся барабан 11. Затем готовое удобрение транспортером 12 направляют на упаковку.
Воздух, выходящий из грануляционной башни, загрязнен нитратом аммония, а соковый пар из нейтрализатора содержит нерореагировавший аммиак и азотную кислоту, а также частицы унесенной аммиачной селитры. Для очистки этих потоков в верхней части грануляционной башни расположены шесть параллельно работающих промывных скрубберов тарельчатого типа 10, орошаемых 20-30% раствором селитры, которая подается насосом 18 из сборника 17. Часть этого раствора отводится в нейтрализатор ИТН для промывки сокового пара, а затем подмешивается к раствору селитры, и, следовательно, используется для выработки продукции. Очищенный воздух отсасывается из грануляционной башни вентилятором 9 и выбрасывается в атмосферу.
§
Аппарат ИТН –имеет высоту 10 метров и состоит из двух частей: нижней реакционной и верхней сепарационной. В реакционной части находится перфорированный стакан 1, в нижней части которого имеются отверстия для циркуляции раствора.Несколько выше отверстий внутри стакана размещен барботер 2 для подачи газообразного аммиака, над ним – барботер 3 для подачи азотной кислоты. Реакционная парожидкостная смесь выходит из верхней части реакционного стакана. Часть раствора выводится из аппарата ИТН и поступает в донейтрализатор, а остальная часть (циркуляционная) вновь идет вниз. Выделившийся из парожидкостной смеси соковый пар отмывается на колпачковых тарелках 6 от брызг раствора аммиачной селитры и паров азотной кислоты 20% раствором селитры, а затем конденсатом сокового пара.
Теплота реакции (5.1.) используется для частичного испарения воды из реакционной смеси (отсюда и название аппарата ИТН). Разница в температурах в различных частях аппарата приводит к более интенсивной циркуляции реакционной смеси.
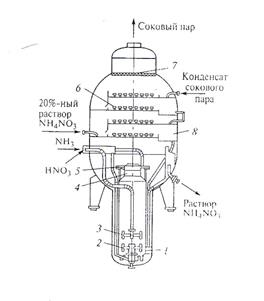
Рис.5.2. Аппарат ИТН: 1- реакционный стакан, 2- барботер аммиака, 3- барботер азотной кислоты, 4- диффузор, 5- завихритель, 6- колпачковая тарелка, 7- брызгоотбойник, 8- промыватель.
Комбинированный выпарной аппаратимеет высоту 16 метров и состоит из двух частей. В нижней части происходит упаривание раствора, проходящего через трубки, обогреваемые перегретым паром, нагретым до 1800С воздухом. Верхняя часть аппарата служит для очистки выходящей из аппарата паровоздушной смеси и частичного упаривания поступающего в аппарат нитрата аммония. Из выпарного аппарата выходит плав нитрата аммония концентрацией 99,7% с температурой около 1800С.
Грануляционная башняимеет высоту около 65 метров. Через отверстия в нижней части в башню поступает наружный воздух и воздух из охладителя гранул. Поступающий в верхнюю часть башни плав нитрата аммония диспергируется с помощью трех виброакустических грануляторов, в которых струя плава превращается в капли. При падении капель с высоты около 50 метров они затвердевают и превращаются в гранулы.
Глава 6.
§
Этиловый спирт по объему производства занимает первое место среди всех других органических продуктов. С каждым годом спирт, получаемый из синтетического сырья, все более и более заменяется синтетическим.
Синтетический спирт из этилена в несколько раз дешевле пищевого и требует меньших затрат труда.
Этиловый спирт широко применяется в различных отраслях промышленности: для получения синтетического каучука, ацетальдегида, уксусной кислоты, искусственного шелка, лекарственных соединений, душистых веществ и т.д.
Этиловый спирт получают прямой гидратацией этилена:
С2Н4 Н2О  С2Н5ОН Q (6.1.)
С2Н5ОН Q (6.1.)
Помимо основной реакции, протекают побочные:
2С2Н4 Н2О = (С2Н5)2О Q (6.2.)
С2Н4 Н2О = С2Н4О Н2 — Q (6.3.)
Таким образом процесс получения этанола: сложный, обратимый, экзотермический.
Чтобы сдвинуть равновесие в сторону гидратации этилена необходимо понижение температуры и повышение давления, так как процесс идет с уменьшением числа молей.
Однако, при температуре ниже 2800С скорость гидратации очень мала, а применение давления свыше 8 МПа экономически не рентабельно.
В качестве катализатора используется фосфорная кислота, нанесенная на широкопористые носители: силикагель или алюмосиликат. Носители, обладающие широкими порами, облегчают протекание диффузии реагентов внутрь зерен пористого катализатора.
В результате обширных исследований и промышленных испытаний установлены следующие условия синтеза этанола: 1) температура 280-2900С, 2) давление 6-8 МПа, 3) концентрация этилена в циркулирующем газе 80-85%(объемн.), 4) молярное отношение воды к этилену 0,6-0,7 : 1, 5) концентрация фосфорной кислоты на поверхности катализатора не ниже 83%, 6) объемная скорость 1800-2500 ч-1.
Перечисленные условия позволяют получить водноспиртовый раствор концентрацией спирта 15-16% при конверсии этилена за один проход 4-6%. Для увеличения степени использования сырья процесс проводят по циркуляционной схеме вдали от положения равновесия с большими объемными скоростями.
Для предотвращения накапливания инертов в циркуляционном газе проводят отдувку.
Этилен смешивается с водяными парами и вся смесь направляется в теплообменник (1) и затем в печь (2), откуда парогазовая смесь при 2800С поступает в гидрататор (3), который заполнен катализатором.
Образовавшаяся в результате реакции смесь продуктов последовательно отдает теплоту в теплообменнике (1) и затем окончательно охлаждается в холодильнике (5). Полная отмывка газа от паров спирта идет в промывной колонне (6).
Непрореагировавший этилен после сжатия смешивается со свежим этиленом и вновь направляется в гидрататор.

Рис.6.1. Технологическая схема производства этилового спирта прямой гидратацией этилена:
1 –трубчатый теплообменник, 2 –печь, 3 –гидрататор, 4 –сборник, 5 –холодильник, 6 –промывная колонна с насадкой.
Жидкая фаза из сборника 4 и промывной колонны 6 представляет собой 15%-ный водный раствор этанола, содержащий примеси диэтилового эфира, ацетапьдегида и низкомолекулярных полимеров этилена. Этот раствор подвергается ректификации в двух ректификационных колоннах. В первой отгоняют наиболее летучие диэтиловый эфир и ацетальдегид, а во второй – этиловый спирт в виде азеотропной смеси, содержащей 95% этанола и 5% воды. В кубе колонны остается вода, которую очищают в ионообменной установке и возвращают на гидратацию, организуя замкнутый рецикл по технологической воде. Это позволяет значительно снизить расход свежей воды, исключить сброс отработанной воды в стоки и сократить потери этанола.
Глава 7.
§
Метанол по значению и объемам производства является одним из важнейших многотоннажных продуктов, выпускаемых современной химической промышленностью.
Области применения: для получения пластических масс, синтетических волокон, синтетического каучука, в качестве растворителя, для микробиологического синтеза и т.д.
Метанол впервые был обнаружен Р. Бойлем в 1661 году в продуктах сухой перегонки древесины (отсюда название метанола – древесный спирт). В чистом виде выделен в 18344 году Ж. Дюма и Э. Пелиго, установившими его формулу.
Промышленное производство метанола из водорода и оксида угдерода (II) впервые было осуществлено в 1923 году и с тех пор непрерывно совершенствуется.
В нашей стране производство метанола впервые организовано в 1934 году в объеме 30 т в сутки на Новомосковском химическом комбинате из водяного газа газификацией кокса.
В качестве сырья для получения метанола могут использоваться: природный газ, синтез-газ производства ацетилена, газы нефтепереработки, твердое топливо.
Твердое топливо сохраняет в качестве сырья определенное значение. Разработка процесса газификации угля с целью получения синтез-газа, содержащего Н2, СО, СО2, может изменить структуру сырьевой базы производства метанола, и неудобный для транспортировки уголь будет превращен в удобный для хранения, транспортировки и использования метанол.
Синтез метанола основан на обратимых реакциях, описываемых уравнениями:
СО 2Н2 СН3ОН; ΔH = -90,8 кДж (7.4.)
СН3ОН; ΔH = -90,8 кДж (7.4.)
СО2 3Н2 СН3ОН Н2О; ΔH = -49,6 кДж (7.5.)
Реакции (5.4.) и (5.5.) – обратимы, экзотермичны и протекают с уменьшением объема.
С термодинамической точки зрения для смещения равновесия в сторону образования метанола необходимо проводить процесс при низких температурах и высоком давлении. Однако, для увеличения скорости реакции необходимо повышение температуры. При этом выбирая температурный режим, следует учитывать образование побочных продуктов: метана, высших спиртов, кетонов и эфиров.
Приведем некоторые побочные реакции:
СО 3Н2 = СН4 Н2О (7.6.)
2СО 4Н2 = (СН3)2О Н2О (7.7.)
4СО 8Н2 = С4Н9ОН 3Н2О (7.8.)
2СО = СО2 С (7.9.)
т.е. процесс получения метанола является сложным.
Побочные реакции обуславливают бесполезный расход синтез-газа и удорожают очистку метанола.
Применяемый для синтеза метанола катализатор должен обладать высокой селективностью, т.е. максимально ускорять образование метанола при одновременном подавлении побочных реакций. Для синтеза метанола предложено много катализаторов. Лучшими оказались катализаторы, основными компонентами которых являются оксид цинка или медь.
Катализаторы синтеза метанола весьма чувствительны к каталитическим ядам, поэтому первой стадией процесса является очистка газа от сернистых соединений. Сернистые соединения отравляют цинк-хромовые катализаторы обратимо, а медьсодержащие катализаторы – необратимо. Необходима также тщательная очистка газа от карбонила железа, который образуется в результате взаимодействия оксида углерода с железом аппаратуры. На катализаторе карбонил железа разлагается с выделением элементного железа, что способствует образованию метана.
Процесс получения метанола осуществляется либо на цинк-хромовом катализаторе при давлении 30 МПа, либо на низкотемпературном медьсодержащем катализаторе при давлении 5 МПа.
Цинк-хромовый катализатор работает в области температур 370-3900С, медьсодержащий – 220-2800С.
Таким образом, процесс получения метанола является гетерогенно-каталитическим. Лимитирующая стадия – адсорбция водорода на поверхности катализатора.
Для смещения равновесия реакции вправо процесс проводят с избытком водорода, при следующем соотношении исходных компонентов- Н2: СО= 2,15-2,30. Кроме того, водород ускоряет процесс, обладая высокой теплопроводностью, позволяет проводить процесс в узком температурном интервале, гидрирует продукты уплотнения на катализаторе, чем повышает срок его службы.
С возрастанием объемной скорости газа выход метанола падает. Такая закономерность основана на том, что с увеличением объемной скорости уменьшается время контакта газа с катализатором и, следовательно, концентрация метанола в газе, выходящем из реактора.
С увеличением объемной скорости подачи сырья содержание метанола в газе снижается, однако за счет большего объема газа, проходящего в единицу времени через тот же объем катализатора, производительность последнего увеличивается. На практике процесс синтеза метанола осуществляют при объемных скоростях 20 000-40 000 ч-1. Степень превращения СО за проход составляет 15-50%, при этом в контактных газах содержится только –4% метанола.
С целью возможно более полной переработки синтез-газа необходимо его возвращение в цикл после выделения метанола и воды.
При циркуляции в синтез-газе накапливаются инертные примеси, что приводит к снижению давления в системе и повлечет за собой снижение выхода и скорости процесса. Поэтому концентрацию инертных примесей регулируют частичной отдувкой циркуляционного газа. Отдувка проводится с таким расчетом, чтобы количество инертов, поступающих со свежем синтез-газом, было равно количеству инертов, удаляемых с отдувкой.
§
Технологический процесс получения метанола из оксида углерода и водорода включает ряд операций, обязательных для любой технологической схемы синтеза. Газ предварительно очищается от карбонила железа, сернистых соединений, подогревается до температуры начала реакции и поступает в реактор синтеза метанола. По выходе из зоны катализа из газов выделяется образовавшийся метанол, что достигается охлаждением смеси, которая затем сжимается до давления синтеза и возвращается в процесс.

Рис 7.1. Схема агрегата синтеза с совмещенной насадкой колонны:
1, 2 –фильтры (масляный и угольный), 3 –колонна синтеза, 4 –холодильник-конденсатор, 5 –сепараторы, 6 –компрессор, 7 –сборник.
Сжатый до 32 МПа синтез-газ проходит очистку в масляном фильтре 1 и в угольном фильтре 2, после чего смешивается с циркуляционным газом и поступает в колонну синтеза 3. Из колонны синтеза выходят метанол-сырец и непрореагировавший синтез газ (Н2 СО). Смесь направляется в холодильник-конденсатор 4, где охлаждается до 300С и продукты синтеза конденсируются. Метанол-сырец отделяют в сепараторе 5, направляют в сборник 7 и выводят на ректификацию. Газ проходит второй сепаратор 5 для выделения капель метанола, компримируется до давления синтеза турбоциркуляционным компрессором 6 и возвращается на синтез. Продувочные газы выводят перед компрессором и используют в качестве топлива.
Смешанный газ, пройдя кольцевой зазор между катализаторной коробкой и корпусом колонны 3, поступает в межтрубное пространство теплообменника, расположенного в нижней части колонны. В теплообменнике газ нагревается до 3300С и по центральной трубе, в которой размещен электроподогреватель, поступает в верхнюю часть колонны и проходит последовательно пять слоев катализатора.
Рис.7.2. Колонна синтеза метанола:
1 –теплообменник, 2 –холодный байпас, 3 –электроподогреватель, 4 –катализатор.
После каждого слоя катализатора, кроме последнего, в колонну вводят определенное количество холодного циркуляционного газа для поддержания необходимой температуры. После пятого слоя катализатора газ направляется в теплообменник, где охлаждается до 1300С и выходит из колонны.
Размещение теплообменника внутри корпуса колонны, подача смешанного газа в колонну синтеза метанола через кольцевой зазор между катализаторной коробкой и корпусом колонны, значительно снижает потери тепла в окружающую среду ( принцип наилучшего использования энергии).
Процесс производства метанола при низком давлении включает практически те же стадии, но имеет некоторые особенности.

Рис.7.3. Схема производства метанола при давлении 5 МПа:
1, 10 –турбокомпрессоры, 2 –подогреватель природного газа, 3 –реактор гидрирования сернистых соединений, 4 –адсорбер, 5 –трубчатый конвектор, 6 –котел-утилизатор, 7, 11, 12 –теплообменники, 8, 14 –холодильники-конденсаторы, 9, 15 –сепараторы, 13 –колонна синтеза, 16 –сборник.
Природный газ сжимается турбокомпрессором 1 до давления 3 МПа, подогревается в подогревателе 2 за счет сжигания в межтрубном пространстве природного газа и направляется на сероочистку в аппараты 3 и 4, где последовательно осуществляется каталитическое гидрирование органических соединений серы и поглощение образующегося сероводорода адсорбентом на основе оксида цинка. После этого газ смешивается с водяным паром и диоксидом углерода в соотношении СН4 : Н2О : СО2 = 1 : 3,3 : 0,24. Смесь направляют в трубчатый конвектор 5, где на никелевом катализаторе происходит пароуглекислотная конверсия при температуре 850-8700С. Теплоту, необходимую для конверсии, получают в результате сжигания природного газа в специальных горелках. Конвертированный газ поступает в котел-утилизатор 6, где охлаждается до 280-2900С. Затем теплоту газа используют в теплообменнике 7 для подогрева питательной воды, направляемой в котел-утилизатор. Пройдя воздушный холодильник 8 и сепаратор 9, газ охлаждается до 35-400. Охлажденный конвертированный газ сжимают до 5 МПа в компрессоре 10, смешивают с циркуляционным газом и подают в теплообменники 11, 12, где он нагревается до 220-2300С. Нагретая газовая смесь поступает в колонну синтеза 13, температурный режим в которой регулируют с помощью холодных байпасов. Далее газовая смесь охлаждается в холодильнике-конденсаторе 14, сконденсировавшийся метанол-сырец отделяется в сепараторе 15 и поступает в сборник 16. Циркуляционный газ возвращается на синтез, продувочные газы отдают на сжигание в трубчатую печь.
Вследствие снижения температуры синтеза при низком давлении процесс осуществляется в условиях, близких к равновесию, что позволяет увеличить производительность агрегата.
§
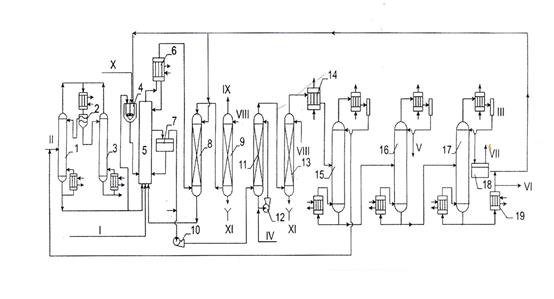
Рис 9.1. Технологическая схема производства этилбензола с использованием катализатора на основе AlCl3.
1,3,15-17 — ректификационные колонны, 2- флорентийский сосуд, 4-реактор приготовления катализатора, 6- конденсатор, 7- сепаратор жидкость-жидкость, 8,9,11,13- скрубберы, 10,12- насосы, 14- подогреватель, 18- вакуум-приемник, 19- холодильник полиалкилбензолов, I – этилен, II – бензол, III- диэтилбензолы, IV- раствор щелочи, V- этилбензол, VI- полиалкилбензолы, VII- к вакуумной линии, VIII- вода, IX- газы на факел, X- этилхлорид и хлорид алюминия, XI- сточные воды.
В двухколонном агрегате гетероазеотропной ректификации, состоящем из ректификационной колонны 1, отгонной колонны 3 и флорентийского сосуда 2, происходит осушка исходного бензола. Из куба колонны 1 выводится обезвоженный бензол, часть которого поступает в аппарат 4 для приготовления катализаторного раствора, а остальная часть в качестве реагента,- в реактор 5. В колонну 1 поступает как свежий, так и рециркулирующий бензол. Верхние паровые потоки колонн 1 и 3 представляют гетероазеотропные смеси бензола и воды. После конденсации в конденсаторе и расслаивания во флорентийском сосуде 2 верхний слой – обводненный бензол, поступает в колонну 1, а нижний слой-вода, содержащяя бензол, направляется в колонну 3.
Каталитический комплекс готовится в аппарате с мешалкой 4, в который подают бензол, а также хлорид алюминия, этиленхлорид и полиалкилбензолы. Реактор заполняют катализаторным раствором, а затем в ходе процесса для подпитки подают катализаторный раствор, так как он частично выводится из реактора для регенерации, а также с реакционной водой.
Реактором алкилирования служит колонный аппарат 5, отвод тепла реакции в котором осуществляется за счет подачи охлажденного сырья и испарения бензола. Катализаторный раствор, осушенный бензол и этилен подают в нижнюю часть реактора 5. После барботажа из реактора выводят непрореагировавшую парогазовую смесь и направляют ее в конденсатор 6, где прежде всего конденсируется бензол, испарившейся в реакторе. Конденсат возвращают в реактор, а несконденсированные газы, содержащие значительные количества бензола и HCl поступают в нижнюю часть скруббера 8, орошаемого полиалкилбензолами для улавливания бензола. Раствор бензола в полиалкилбензолах направляют в реактор, а несконденсированные газы поступают в скруббер 9, орошаемый водой для улавливания соляной кислоты. Разбавленную соляную кислоту направляют на нейтрализацию, а газы – на утилизацию тепла.
Катализаторный раствор вместе с продуктами алкилирования поступает в отстойник 7, нижний слой которого (катализаторный раствор) возвращается в реактор, верхний слой (продукты алкилирования) с помощью насоса 10 направляется в нижнюю часть скруббера 11. Скрубберы 11 и 13 предназначены для отмывки хлороводорода и хлорида алюминия, растворенных в алкилате. Скруббер 11 орошается раствором щелочи, который перекачивается насосом 12. Для подпитки в рециркуляционный поток щелочи подают свежую щелочь в количестве, необходимом для нейтрализации HCl. Далее алкилат поступает в нижнюю часть скруббера 13, орошаемого водой, которая вымывает щелочь из алкилата. Водный раствор щелочи направляют на нейтрализацию, а алкилат через подогреватель 14 – на ректификацию в колонну 15. В ректификационной колонне 15 в дистиллят выделяется гетероазеотроп бензола с водой. Бензол направляется в колонну 1 для обезвоживания, а кубовый остаток – на дальнейшее разделение в ректификационную колонну 16 для выделения в качестве дистиллята этилбензола. Кубовый продукт колонны 16 направляют в ректификационную колонну 11 полиалкилбензолов на две фракции. Верхний продукт направляют в аппарат 4 и реактор 5, а нижний продукт выводят из системы в качестве целевого продукта.
§
Процесс алкилирования бензола этиленом в присутствии катализатора на основе AlCl3 является жидкофазным и протекает с выделением теплоты. Для проведения процесса можно предложить три типа реактора.Наиболее простым является трубчатый аппарат (рис.9.2.), в нижней части которого размещена мощная мешалка, предназначенная для эмульгирования катализаторного раствора и реагентов. Такой тип аппарата часто используется для организации периодического процесса.
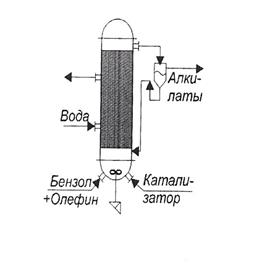
Рис.9.2. Трубчатый реактор.
Реагенты: бензол и этилен, а также катализаторный раствор подают в нижнюю часть реактора. Эмульсия поднимается вверх по трубам, охлаждаясь за счет воды, подаваемой в межтрубное пространство. Продукты синтеза (алкилаты), непрореагировавший бензол и этилен, а также катализаторный раствор выводятся из верхней части реактора и поступают в сепаратор. В сепараторе происходит отделение катализаторного раствора от остальных продуктов (алкилата). Катализаторный раствор возвращается в реактор, а алкилаты направляются на разделение.
Для обеспечения непрерывности процесса применяют каскад из 2-4 трубчатых реакторов.
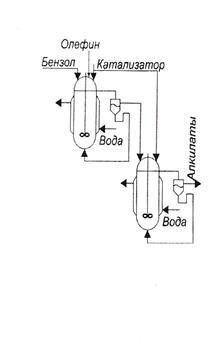
Рис. 9.3. Каскад из двух реакторов.
Катализаторный раствор подают в оба реактора, реагенты – в верхнюю часть первого реактора. Оба реактора представляют пустотелые аппараты с мешалками. Тепло отводится с помощью воды, подаваемой в “рубашки”. Реакционная масса из верхней части первого реактора поступает в сепаратор, из которого нижний (катализаторный) слой возвращается в реактор, а верхний – поступает в следующий реактор. Из верхней части второго реактора реакционная масса также поступает в сепаратор. Нижний (катализаторный) слой из сепаратора поступает в реактор, а верхний слой (алкилаты) направляются на разделение.
Непрерывное алкилирование бензола этиленом можно проводить в барботажных колоннах.
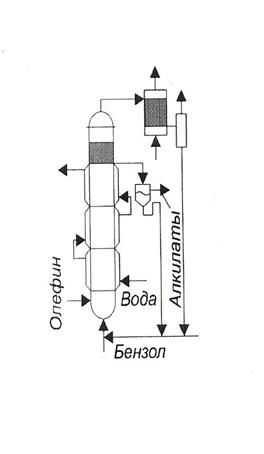
Рис.9.4. Реактор колонного типа.
Внутренняя поверхность колонн защищена кислотоупорными плитками. Верхняя часть колонн заполнена кольцами Рашига, остальная часть- катализаторным раствором. Бензол и этилен подают в нижнюю часть колонны. Газообразный этилен, барботируя через колонну, интенсивно перемешивает реакционную массу. Конверсия реагентов зависит от высоты катализаторного слоя. Частично тепло отводится через “рубашку”, разделенную на секции, а остальная часть тепла – за счет нагрева реагентов и испарения избыточного количества бензола. Пары бензола вместе с другими газами поступают в конденсатор, в котором конденсируется главным образом бензол. Конденсат возвращают в реактор, а несконденсированные вещества выводят из системы для утилизации. В этом случае можно установить автотермический режим, варьируя давление и количество отходящих газов.
Процесс целесообразно проводит при давлении 0,15-0,20 МПа и незначительном количестве отходящих газов. В этом случае температура не превышает 1000С и уменьшается смолообразование.
Катализаторный раствор вместе с продуктами алкилирования и непрореагировавшим бензолом выводят из верхней части колонны (перед насадкой) и направляют в сепаратор. Нижний (катализаторный) слой возвращают в колонну, а верхний (алкилатный) слой направляют на разделение.
Список литературы.
1. Кутепов А.М., Бондарева Т.И., Беренгартен М.Г. Общая химическая технология. Учебник для вузов, — М.: ИКЦ “Академкнига”, 2002, 560 с.
2. Ксензенко В.И. Общая химическая технология и основы промышленной экологии. Учебник для вузов. – М.: “КолосС”, 2003, 328 с.
3. Соколов Р.С. Химическая технология. В двух томах. Учебное пособие для вузов, — М.: ГИЦ “Владос” , 2000, т.1- 367 с., т.2 – 449 с.
4. Кутепов А.М., Бондарева Т.И., Беренгартен М.Г., Общая химическая технология. Учебник для вузов, — М.: ИКЦ “Академкнига”, 2005, 524 с.
5. Баранов Д.А., Кутепов А.М. Процессы и аппараты. Учебник для студентов образовательных учреждений среднего профессионального образования. – М.: Академа, 2005, 302 с.
Содержание.
Стр.
Глава 1. Производство водорода……………………… 3……….
Глава 2. Производство аммиака…………………………16……..
Глава 3. Производство азотной кислоты…………… …24……
Глава 4. Производство серной кислоты из серы……… 37….
Глава 5. Производство аммиачной селитры……………48…….
Глава 6. Производство этанола………………………… 54…….
Глава 7. Производство метанола…………………… …57…….
Глава 8. Производство уксусной кислоты………………65…….
Глава 9. Производство этилбензола……………… ……68….
Список литературы…………………………… …………77.